Table of Contents
Advertisement
Available languages
Available languages
Quick Links
Advertisement
Chapters
Table of Contents

Subscribe to Our Youtube Channel
Related Manuals for Fronius LaserHybrid Ultracompact
















Summary of Contents for Fronius LaserHybrid Ultracompact
- Page 1 / Perfect Charging / Perfect Welding / Solar Energy Bedienungsanleitung LaserHybrid Ultracompact LaserHybrid Operating Instructions LaserHybrid Instructions de service LaserHybrid 42,0410,2036 005-04022015...
- Page 3 Einleitung Wir danken Ihnen für Ihr entgegengebrachtes Vertrauen und gratulieren Ihnen zu Ihrem technisch hochwertigen Fronius Produkt. Die vorliegende Anleitung hilft Ihnen, sich mit diesem vertraut zu machen. Indem Sie die Anleitung sorgfältig lesen, lernen Sie die viel- fältigen Möglichkeiten Ihres Fronius-Produktes kennen. Nur so können Sie seine Vorteile bestmöglich nutzen.
-
Page 5: Table Of Contents
Laser-Schweißkopf am Roboter montieren ....................Anforderungen an den Roboter ......................Anbindungsmöglichkeiten am Roboter ....................Laser-Schweißkopf am Roboter montieren ..................LaserHybrid Ultracompact Schlauchpaket am Laser-Schweißkopf anschließen........Vorbereitung ............................LaserHybrid Ultracompact Schlauchpaket am Laser-Schweißkopf anschließen........Externen Draht-Förderschlauch am Laser-Schweißkopf anschließen / wechseln........ - Page 6 Montagepositionen für den Einbau der Laser-Optik ................Laser-Optik einbauen..........................Abschließende Tätigkeiten........................Maßnahmen zur Verringerung der Optik-Verschmutzung ................. Maßnahmen zur Verringerung der Optik- Verschmutzung ..............Technische Daten ............................LaserHybrid Ultracompact (Laser-Schweißkopf) .................. LaserHybrid Ultracompact Schlauchpaket....................
-
Page 7: Sicherheitsvorschriften
Sicherheitsvorschriften Erklärung Sicher- GEFAHR! Bezeichnet eine unmittelbar drohende Gefahr. Wenn sie nicht gemie- heitshinweise den wird, sind Tod oder schwerste Verletzungen die Folge. WARNUNG! Bezeichnet eine möglicherweise gefährliche Situation. Wenn sie nicht gemieden wird, können Tod und schwerste Verletzungen die Folge sein. VORSICHT! Bezeichnet eine möglicherweise schädliche Situation. - Page 8 Bestimmungsge- Der LaserHybrid-Kopf ist ausschließlich für Arbeiten im Sinne der bestim- mäße Verwen- mungsgemäßen Verwendung zu benutzen. dung Der LaserHybrid-Kopf ist ausschließlich zum LaserHybrid-Schweißen von Aluminium-, CrNi- und Stahl-Werkstoffen bestimmt. Eine andere oder darüber hinausgehende Benutzung gilt als nicht bestim- mungsgemäß.
- Page 9 Verpflichtungen Alle Personen, die mit Arbeiten am LaserHybrid-Kopf beauftragt sind, ver- des Personals pflichten sich, vor Arbeitsbeginn die grundlegenden Vorschriften über Arbeitssicherheit und Unfallverhü- tung zu beachten das Kapitel „Sicherheitsvorschriften“ und die Warnhinweise in dieser Bedienungsanleitung zu lesen und durch ihre Unterschrift zu bestätigen, dass sie diese verstanden haben.
- Page 10 Gefahr durch Brennbare Gegenstände aus dem Arbeitsbereich entfernen. Funkenflug An Behältern in denen Gase, Treibstoffe, Mineralöle und dgl. gelagert sind/ waren, darf nicht geschweißt werden. Durch Rückstände besteht Explosi- onsgefahr. In feuer- u. explosionsgefährdeten Räumen gelten besondere Vorschriften - entsprechende nationale und internationale Bestimmungen beachten. Gefahren durch Ein elektrischer Schlag kann tödlich sein.
- Page 11 EMV-Maßnahmen Es liegt im Verantwortungsbereich des Betreibers, dafür Sorge zu tragen, dass keine elektromagnetischen Störungen an elektrischen und elektroni- schen Einrichtungen auftreten. Werden elektromagnetische Störungen festgestellt, ist der Betreiber ver- pflichtet, Maßnahmen für die Störungsbehebung zu ergreifen. Bewertung möglicher elektromagnetischer Probleme an Einrichtungen in der Umgebung und deren Störfestigkeit gemäß...
- Page 12 Werkstück während und nach dem Schweißen nicht berühren - Verbren- nungsgefahr. In feuer- und explosionsgefährdeten Räumen gelten besondere Vorschriften - entsprechende nationale und internationale Bestimmungen beachten. Die verwendete Stromquelle muss für Arbeiten in Räumen mit erhöhter elektrischer Gefährdung (z.B. Kessel) mit dem Zeichen (Safety) gekenn- zeichnet sein.
- Page 13 Auf Grund internationaler Normen ist eine regelmäßige Kalibrierung von stromquellen Stromquellen empfohlen. Fronius empfiehlt ein Kalibrierintervall von 12 Monaten. Setzen Sie sich für nähere Informationen mit Ihrer Fronius-Ser- vicestelle in Verbindung! Die CE-Kenn- Der LaserHybrid-Kopf erfüllt die grundlegenden Anforderungen der Nieder- zeichnung spannungs- und Elektromagnetischen Verträglichkeits-Richtlinie und ist...
- Page 14 Urheberrecht Das Urheberrecht an dieser Bedienungsanleitung verbleibt beim Hersteller. Text und Abbildungen entsprechen dem technischen Stand bei Drucklegung. Änderungen vorbehalten. Der Inhalt der Bedienungsanleitung begründet kei- nerlei Ansprüche seitens des Käufers. Für Verbesserungsvorschläge und Hin- weise auf Fehler in der Bedienungsanleitung sind wir dankbar.
-
Page 15: Allgemeines
Hohe Spalttoleranz Adaption für Faser-, Scheiben- und Dioden-Laser möglich Einsatzgebiete Der Laser-Schweißkopf LaserHybrid Ultracompact kommt vor allem bei Laser-MIG und Laser-MAG Anwendungen zum Einsatz: in der Achs- und Karosseriefertigung der KFZ-Industrie für Blechdicken von 1 - 4 mm im Pipeline-Bau für Blechdicken von 6 - 16 mm für die Wurzelschweißung... -
Page 16: Optionale Komponenten
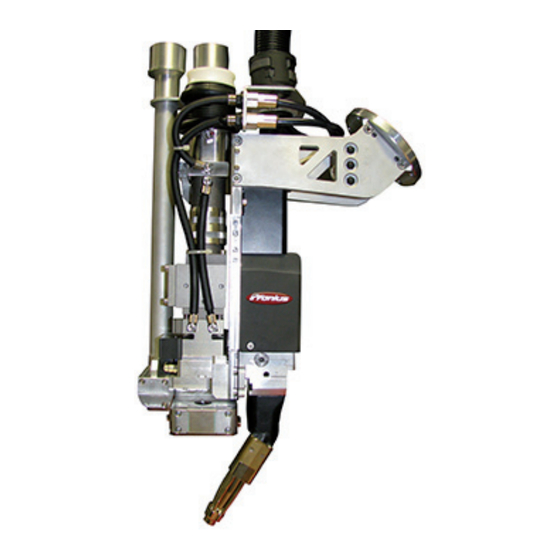
Optionale Kom- Folgende Komponenten sind für den Laser-Schweißkopf „LaserHybrid Ultracompact“ op- ponenten tional verfügbar: Fokusbeobachtung unterschiedliche Laser-Strahlquellen Temperatursensor CrashBox Gerätebeschrei- bung (16) (15) (14) (13) (3a) (12) (11) (10) Pos. Bezeichnung Anschluss Abluft Cross-Jet Schutzabdeckung / Anschluss LWL-Kabel Zusatzabsaugung (3a) - Page 17 Pos. Bezeichnung Einstellvorrichtung Abdeckung Antriebsrollen (10) Motorabdeckung (11) Schenkel Roboteranbindung (12) Bedienelemente Taste Drahtrücklauf Taste Drahteinfädeln Taste Gasprüfen (13) Roboteraufnahme (14) CrashBox (Option) (15) Anschluss Wasserkühlung Laser-Optik (16) LaserHybrid Ultracompact Schlauchpaket...
-
Page 18: Anschluss-Spezifikationen
Anschluss-Spezifikationen Anschluss-Spezi- fikationen Pos. Bezeichnung LWL-Kabel für Laser Biegeradius > 100 mm WICHTIG! Beim LWL-Kabel nur Fasern </= 0,3 mm verwenden! Größere Fasern können das Schweißergebnis beeinträchtigen und zu Beschädi- gungen am Laser-Schweißkopf führen. Anschluss Abluft Cross-Jet zum Anschließen eines Schlauches gemäß folgender Daten: Innendurchmesser Di = 40 mm Anschluss Zusatzabsaugung zum Anschließen eines Schlauches gemäß... -
Page 19: Druckluft-Schema
Pos. Bezeichnung Anschlüsse Wasserkühlung Laser-Optik (vom LaserHybrid Verbindungs-Schlauchpaket) externer Draht-Förderschlauch (Fronius) LaserHybrid Verbindungs-Schlauchpaket (Fronius) Schlauchpaket inkl. Druckluft für Cross-Jet und Radialluft-Strömung, Wasserküh- lung Laser-Optik und Medienkupplung Druckluft-Sche- 1000 l/min Pos. Bezeichnung Zuleitung Kompressor (min. 6 bar) Anschluss Zuluft Cross-Jet Abzweigung Radialluft-Strömung... -
Page 20: Inbetriebnahme
Inspektion“. Inbetriebnahme Die Inbetriebnahme der Laser-Schweißkopfes umfasst folgende Abschnitte: (Übersicht) Laser-Schweißkopf am Roboter montieren LaserHybrid Ultracompact Schlauchpaket am Laser-Schweißkopf anschließen Laser-Optik, Cross-Jet und Zusatzabsaugung anschließen Vorschubrollen einsetzen / wechseln Laser-Schweißkopf einrichten Radialluft-Strömung einstellen Referenzprogramm erstellen und Position der Drahtelektrode zum Laser-Fokus über- prüfen... -
Page 21: Laser-Schweißkopf Am Roboter Montieren
HINWEIS! Der Laser-Schweißkopf verfügt über keinen serienmäßigen Kollisi- kopf am Roboter onsschutz. montieren Fronius empfiehlt daher die Verwendung eines handelsüblichen Kollisionsschutz für Roboteranwendungen, um eine Beschädigung des Laser-Schweißkopfes bei einem Crash zu verhindern. Laser-Schweißkopf entsprechend den Vor- gaben des Roboterherstellers am Roboter... -
Page 22: Laserhybrid Ultracompact Schlauchpaket Am Laser-Schweißkopf Anschließen
LaserHybrid Ultracompact Schlauchpaket am Laser- Schweißkopf anschließen Vorbereitung 2 Innensechskant-Schrauben (3) ent- fernen SW 3 mm Abdeckung Antriebsrollen (2) entfer- 2 Innensechskant-Schrauben (1) ent- fernen SW 3 mm Motorabdeckung (4) entfernen LaserHybrid Ul- Schlauchpaket (1) einführen tracompact Sechskantmutter (3) über das... - Page 23 Schlauch für Wasservorlauf und Was- serrücklauf (4) der Wasserkühlung La- ser-Optik gemäß Kennzeichnung anschließen Innensechskant-Schraube (6) entfer- SW 3 mm Zugentlastung (5) ansetzen Zugentlastung (5) mittels Innensechs- kant-Schraube (6) von unten montie- SW 3 mm Stecker (7) am Motor anstecken...
-
Page 24: Externen Draht-Förderschlauch Am Laser-Schweißkopf Anschließen / Wechseln
Medienkupplung (8) mittels Innen- sechskant-Schraube (9) montieren SW 4 mm Schlauchpaket-Abdeckung (10) aus dem Lieferumfang des Schlauchpake- tes mit 2 Innensechskant-Schrauben (11) und (12) montieren SW 2,5 mm (10) (11) (12) Externen Draht- Externen Draht-Förderschlauch (1) Förderschlauch einführen am Laser- Verriegelungsknopf (2) drücken und Schweißkopf an- halten... -
Page 25: Abschließende Tätigkeiten
Abschließende HINWEIS! Beim Montieren der Tätigkeiten Abdeckungen darauf achten, dass Kabel nicht eingeklemmt, ge- quetscht oder sonst irgendwie be- schädigt werden! Motorabdeckung (4) aufsetzen Motorabdeckung (4) mit 2 Innensechs- kant-Schrauben (1) fixieren SW 3 mm Abdeckung Antriebsrollen (2) aufset- Abdeckung Antriebsrollen (2) mit 2 In- nensechskant-Schrauben (3) fixieren SW 3 mm... -
Page 26: Laser-Optik, Cross-Jet Und Zusatzabsaugung Anschließen
Laser-Optik, Cross-Jet und Zusatzabsaugung an- schließen Laser-Optik an- Das Anschließen der Laser-Optik darf nur gemäß der Bedienungsanleitung der Laser-Op- schließen tik erfolgen. Vorgaben und Sicherheitshinweise des Laser-Optik Herstellers beachten! Cross-Jet und Zu- Schläuche für Cross-Jet und Zusatzabsaugung gemäß Anschluss-Spezifikationen an satzabsaugung den entsprechenden Anschlüssen anschließen (z.B. -
Page 27: Vorschubrollen Einsetzen / Wechseln
Vorschubrollen einsetzen / wechseln Vorbereitung 2 Innensechskant-Schrauben (2) ent- fernen SW 3 mm Abdeckung Antriebsrollen (1) entfer- Vorschubrollen Externen Draht-Förderschlauch abste- einsetzen / wech- cken seln Klemmbügel (1) aufschwenken Schraubbare Welle (3) entfernen Vorschubrolle (2) entnehmen... -
Page 28: Abschließende Tätigkeiten
Sechskant-Mutter SW 10 mm (5) ent- fernen - mit dem Triebrad-Schlüssel (6) aus dem Lieferumfang des Laser- Schweißkopfes an der Vorschubrolle (4) gegenhalten Vorschubrolle (4) entnehmen Einbau in umgekehrter Reihenfolge Abschließende HINWEIS! Beim Montieren der Tätigkeiten Abdeckungen darauf achten, dass Kabel nicht eingeklemmt, ge- quetscht oder sonst irgendwie be- schädigt werden! -
Page 29: Laser-Schweißkopf Einrichten
Laser-Schweißkopf einrichten Stick-Out HINWEIS! Bei der Einstellung der räumlichen Lage des Schweiß- brenners generell auf ein Stick- Schweißbrenner Out von 14 mm achten. 14 mm Kontaktrohr Stick-Out Einstellbare Ach- Die räumliche Lage des Lichtbogen-Prozesses gegenüber dem Laserstrahl ist in zwei kar- tesischen Koordinatenachsen einstellbar. -
Page 30: Die Einstellvorrichtung Am Laser-Schweißkopf
Die Einstellvor- Der Laser-Schweißkopf ist mit einer Einstellvorrichtung ausgestattet, die ein exaktes Po- richtung am La- sitionieren in der x- und der y-Koordinatenachse ermöglicht. ser-Schweißkopf Die Einstellvorrichtung besteht grundsätz- lich aus: Einstellschraube mit Teilung Innensechskant-Schraube SW 3 mm ¼-Umdrehung entspricht einem Verstellweg von 0,25 mm Skala mit Angabe des Verstellbe- reiches... - Page 31 - 3 mm + 3 mm Gewindestift (1) lösen SW 3 mm y-Achse mittels Einstellschraube (2) und Innensechskant-Schlüssel SW 3 mm einrichten: 1 Umdrehung entspricht 1,0 mm Nach dem Einrichten der y-Achse den Gewindestift (1) wieder fixieren...
-
Page 32: Radialluft-Strömung Einstellen
Radialluft-Strömung einstellen Voraussetzung WICHTIG! Das Einstellen der Radialluft-Strömung muss vor der Inbetriebnahme des La- ser-Schweißkopfes erfolgen! Für das Einstellen Der Radialluft-Strömung ist der Durchfluss- Mengenmesser aus dem Lieferumfang des Laser-Schweißkopfes erforderlich. Radialluft-Strö- WICHTIG! Beim Entfernen der Schutzglas- mung einstellen Lade darauf achten, dass diese nicht ver- schmutzt, zerkratzt oder sonst irgendwie beschädigt wird. - Page 33 Schlauch (5) und Adapter (4) aus dem Lieferumfang des Laser-Schweißkopf- es zusammenstecken Schlauch anstecken Durchfluss-Mengenmesser (6) auf Schlauch und Adapter aufsetzen Luftversorgung aufdrehen Luftmenge mittels kleinem Schlitz- schraubendreher auf 25 l/min einstel- Durchfluss-Mengenmesser (6) abneh- Schlauch (5) und Adapter (4) abste- cken...
- Page 34 WICHTIG! Beim Entfernen der Schutzglas- Lade darauf achten, dass diese nicht ver- schmutzt, zerkratzt oder sonst irgendwie beschädigt wird. Schutzglas-Lade aus der Laser-Optik nehmen Luftanschluss (3) zurück schwenken Luftschlauch (2) anstecken WICHTIG! Beim Einsetzen der Schutzglas- Lade darauf achten, dass diese nicht ver- schmutzt, zerkratzt oder sonst irgendwie beschädigt wird.
-
Page 35: Referenzprogramm Erstellen Und Position Der Drahtelektrode Zum Laser-Fokus Überprüfen
Referenzprogramm erstellen und Position der Drah- telektrode zum Laser-Fokus überprüfen Sicherheit WARNUNG! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Perso- nen- und Sachschäden verursachen. Die Einstellarbeiten dürfen nur von geschul- tem Fachpersonal durchgeführt werden! Beachten Sie die Sicherheitsvorschriften in der Bedienungsanleitung, insbesondere den Teil „Si- cherheitstechnische Inspektion“. -
Page 36: Position Der Drahtelektrode Zum Laser-Fokus Überprüfen
Mit dem Roboter die Schablone anfah- ren, sodass sich der Laser-Fokus im Fadenkreuz der Schablone befindet, die Drahtelektrode auf der Skalie- rung der Schablone befindet. Position als Referenzprogramm im Ro- boter abspeichern Abstand der Drahtelektrode zum La- ser-Fokus in der x- und in der y-Achse gemäß... -
Page 37: Signalablauf Für Das Laserhybrid-Schweißen
Signalablauf für das LaserHybrid-Schweißen Sicherheit WARNUNG! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Perso- nen- und Sachschäden verursachen. Das Programmieren des Schweißablaufes darf nur von geschultem Fachpersonal durchgeführt werden! Beachten Sie die Si- cherheitsvorschriften in der Bedienungsanleitung; insbesondere den Teil „Sicher- heitstechnische Inspektion“. HINWEIS! Beim Schweißen vieler kurzer Schweißnähte in unmittelbarer Abfolge die Cross-Jet Strömung und externe Absaugung erst am Ende des gesamten Ab- laufes abschalten. - Page 38 Signal „Roboter Start“ setzen Der Abstand zwischen Laser und Drahtelektrode soll je nach Prozess 1 - 5 mm betra- gen. Endposition LaserHybrid-Schweißen: Roboterbewegung stoppen Signal „Laser aus“ setzen Signal „Schweißen ein“ zurücksetzen Warten bis das Stromfluss-Signal = Null ist Endposition Roboter: Signal „Cross-Jet aus“...
-
Page 39: Schweißbrenner Tauschen
Schweißbrenner tauschen Sicherheit VORSICHT! Verbrennungsgefahr durch infolge des Betriebes stark erhitzten Schweißbrenner. Die Reinigung des Schweißbrenners und das Überprüfen sei- ner Komponenten darf nur in abgekühltem Zustand des Schweißbrenners erfol- gen. Schweißbrenner 2 Innensechskant-Schrauben (2) und tauschen (3) entfernen SW 2,5 mm Schlauchpaket-Abdeckung (1) entfer- Innensechskant-Schraube (5) entfer- SW 4 mm... - Page 40 Innensechskant-Schrauben (6) und (7) entfernen SW 3 mm Schweißbrenner (8) nach unten abzie- Montage in umgekehrter Reihenfolge WICHTIG! Bei der Montage des Schweiß- brenners auf Zustand und Vorhandensein der O-Ringe achten!
-
Page 41: Schweißbrenner-Verschleißteile Tauschen
Schweißbrenner-Verschleißteile tauschen Sicherheit VORSICHT! Verbrennungsgefahr durch infolge des Betriebes stark erhitzten Schweißbrenner. Die Reinigung des Schweißbrenners und das Überprüfen sei- ner Komponenten darf nur in abgekühltem Zustand des Schweißbrenners erfol- gen. Schweißbrenner- Ersatzteile Schweißbrenner- Verschleißteile tauschen Gasdüse tauschen Überwurfmutter tauschen (Innensechskant-Schlüssel SW 4 mm) (Gabelschlüssel SW 12 mm) Kontaktrohr tauschen... - Page 42 Schweißbrenner-Seele tauschen...
-
Page 43: Spritzerschutz-Blech Tauschen
Spritzerschutz-Blech tauschen Spritzerschutz- Innensechskant-Schrauben (1) und (2) Blech demontie- entfernen SW 3 mm Spritzerschutz-Blech (3) nach hinten schieben und abnehmen Spritzerschutz- Spritzerschutz-Blech (1) einhängen Blech montieren und nach vorne schieben Spritzerschutz-Blech (1) mit 2 Innen- sechskant-Schrauben (2) und (3) mon- tieren SW 3 mm... -
Page 44: Laser-Optik Tauschen
Laser-Optik tauschen Sicherheit WARNUNG! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Perso- nen- und Sachschäden verursachen. Die Montage darf nur von geschultem Fach- personal durchgeführt werden! Beachten Sie die Sicherheitsvorschriften in der Bedienungsanleitung, insbesondere den Teil „Sicherheitstechnische Inspektion“. Vorbereitung Laser-Schweißkopf so positionieren, dass die Laser-Optik vertikal ist und möglichst leicht zugänglich ist LWL-Kabel gemäß... - Page 45 WICHTIG! Beim Entfernen und Einsetzen der Schutzglas-Lade darauf achten, dass diese nicht verschmutzt, zerkratzt oder sonst irgendwie beschädigt wird. Schutzglas-Lade (5) aus der Laser- Optik nehmen Luftschlauch abstecken Luftanschluss (6) zur Seite schwenken Schutzglas-Lade (5) wieder einsetzen (5) (6) 2 Innensechskant-Schrauben (7) und (8) entfernen SW 3 mm Cross-Jet (9) nach vorne wegziehen...
- Page 46 4 Innensechskant-Schrauben (10) - (13) an der Unterseite des Laser- Schweißkopfes entfernen SW 2,5 mm (10) (11) (12) (13) Kühlwasser-Schläuche (14) und (15) abstecken (14) (15) 2 Innensechskant-Schrauben (16) und (17) entfernen SW 3 mm (16) (17)
-
Page 47: Montagepositionen Für Den Einbau Der Laser-Optik
2 Innensechskant-Schrauben (17) und (18) lösen SW 3 mm Laser-Optik nach oben oben heraus ziehen (17) (18) Montagepositio- nen für den Ein- bau der Laser- Optik z.B. Laser-Optik mit Kamera-Modul (1) (ohne Kamera) Montageposition für Laser-Optik mit Kamera-Modul Montageposition für Laser-Optik ohne Kamera-Modul... -
Page 48: Laser-Optik Einbauen
Laser-Optik ein- WICHTIG! Beim Austausch der Laser-Optik darauf achten, dass Laser-Optik und bauen Schweißbrenner in Bezug auf die Brennweite zusammen passen. WICHTIG! Beim Einsetzen der Laser-Optik darauf achten, dass sich die Pass-Stifte an der Unterseite der Laser-Optik in den dafür vorgesehenen Öffnungen befinden. - Page 49 Kühlwasser-Schläuche (11) und (12) anstecken (11) (12) Cross-Jet (13) von vorne einsetzen (13) Cross-Jet mit 2 Innensechskant- Schrauben (14) und (15) fixieren SW 3 mm (15) (14)
-
Page 50: Abschließende Tätigkeiten
WICHTIG! Beim Entfernen und Einsetzen der Schutzglas-Lade darauf achten, dass diese nicht verschmutzt, zerkratzt oder sonst irgendwie beschädigt wird. Schutzglas-Lade (16) aus der Laser- Optik nehmen Luftanschluss (17) zurück schwenken Luftschlauch anstecken Schutzglas-Lade (16) wieder einset- (16) (17) Absaugungsrohr (18) einschrauben (18) Abschließende Spritzerschutz-Blech (1) einhängen... - Page 51 Spritzerschutz-Blech (1) mit 2 Innen- sechskant-Schrauben (2) und (3) mon- tieren SW 3 mm...
-
Page 52: Maßnahmen Zur Verringerung Der Optik-Verschmutzung
Maßnahmen zur Verringerung der Optik-Verschmut- zung Maßnahmen zur Cross-Jet und Absaugung Verringerung der Optik- Ver- Die in dieser Bedienungsanleitung angegebenen Werte für Cross-Jet und Absaugung schmutzung beachten. Min. 5 Sekunden vor dem Schweißstart Cross-Jet und Absaugung einschalten. Cross-Jet und Absaugung erst ausschalten, wenn der Laser-Schweißkopf sicher in der rauchfreien Zone steht. - Page 53 WICHTIG! Vor dem Wechsel mit Druckluft reinigen! Wechsel des Laser-Schweißkopfes 12. Beim Wechsel eines Laser-Schweißkopfes unbedingt die Radialluft-Strömung ent- sprechend der Bedienungsanleitung neu einstellen.
-
Page 54: Technische Daten
Drahtdurchmesser 1,0 - 1,6 mm Spannungsbemessung (V-Peak) 141 V Schlauchpaket-Länge Kühlsystem Flüssigkeitskühlung Kühlmittel Original Fronius Kühlmittel Geringste Kühlleistung gemäß IEC 60974-2, 870 W abhängig von der Schlauchpaket-Länge Kühlmittel-Druck min. / max. 3,0 / 5,5 bar Kühlmittel-Mindestdurchfluss 1,0 l/min Das Produkt entspricht den Anforderungen laut Norm IEC 60974-7. - Page 55 Thank you for the trust you have placed in our company and congratulations on buying this high-quality Fronius product. These instructions will help you familiarise yourself with the product. Reading the instructions carefully will enable you to learn about the many different features it has to offer.
- Page 57 Requirements for the robot ........................Connection options on the robot ......................Fitting the laser welding head to the robot .................... Connecting the LaserHybrid Ultracompact hosepack to the laser welding head ........Preparations............................Connecting the LaserHybrid Ultracompact hosepack to the laser welding head........
- Page 58 Mounting positions for installing the laser optics system ..............Fitting the laser optics system....................... And finally............................. 100 Measures to reduce optics contamination ....................102 Measures to reduce optics contamination .................... 102 Technical data............................104 LaserHybrid Ultracompact (laser welding head) ................... 104 LaserHybrid Ultracompact hosepack ....................104...
-
Page 59: Safety Rules
Safety rules Explanation of DANGER! Indicates immediate and real danger. If it is not avoided, death or se- safety symbols rious injury will result. WARNING! Indicates a potentially dangerous situation. Death or serious injury may result if appropriate precautions are not taken. CAUTION! Indicates a situation where damage or injury could occur. - Page 60 Utilisation for in- The LaserHybrid welding head may only be used for jobs as defined by the tended purpose “Intended purpose”. only The LaserHybrid welding head is intended solely for use in LaserHybrid welding of aluminium, CrNi and steel materials. Utilisation for any other purpose, or in any other manner, shall be deemed to be "not in accordance with the intended purpose".
- Page 61 Obligations of Before starting work, all persons entrusted with carrying out work on the personnel LaserHybrid welding head shall undertake to observe the basic regulations on workplace safety and accident prevention to read the sections on “safety rules“ and the “warnings“ contained in this manual, and to sign to confirm that they have understood these.
- Page 62 Hazards from fly- Move all combustible objects well away from the welding location. ing sparks Welding must NEVER be performed on containers that have had gases, fuels, mineral oils etc. stored in them. Even small traces of these substances left in the containers are a major explosion hazard. Special regulations apply to rooms at risk from fire and/or explosion.
- Page 63 EMC precautions It is the responsibility of the owner/operator to ensure that no electromagnetic interference is caused to electrical and electronic equipment. If electromagnetic interference is found to be occurring, the owner/operator is obliged to take all necessary measures to prevent this interference. Evaluation of possible electromagnetic problems that may occur on equipment in the vicinity, and of the degree of immunity of this equipment as per the CE Declaration of Conformity:...
- Page 64 Particular danger Risk of eye injury from the laser beam. In addition to the safety shield spots containing regulation UV filter glass, ensure that all persons wear regulation laser goggles to protect their eyes from laser beams. Despite this, you should still ensure that nobody can accidentally look into the laser beam.
- Page 65 Safety precau- The cell for the LaserHybrid welding process must meet the following tions at the instal- requirements: lation location sealed off so as to be lightproof vis-à-vis adjoining rooms screened with min. 1 mm thick steel sheet and/or approved laser filter glass to prevent any UV or laser radiation escaping both the laser welding process and the arc welding process must stop automatically as soon as the cell is opened.
- Page 66 Calibration of In view of international standards, regular calibration of power sources is power sources advisable. Fronius recommends a 12-month calibration interval. For more information, please contact your Fronius service centre! CE-marking The LaserHybrid welding head fulfils the fundamental requirements of the Low-Voltage and Electromagnetic Compatibility Directive and is thus CE- marked.
-
Page 67: General
Application areas The LaserHybrid Ultracompact laser welding head is primarily used in laser-MIG and laser- MAG applications: for axle and bodywork production with sheet thicknesses of 1 - 4 mm in the motor ve-... -
Page 68: Optional Components
Optional compo- The following components are available as options for the LaserHybrid Ultracompact laser nents welding head: Focus monitoring Various laser beam sources Temperature sensor Crash box Description of the device (16) (15) (14) (13) (3a) (12) (11) (10) Item... - Page 69 Item Designation Drive rollers cover (10) Motor cover (11) Robot connection flange (12) Controls Wire retract button Wire threading button Gas-test button (13) Robot holder (14) Crash box (option) (15) Laser optics system water cooling connection (16) LaserHybrid Ultracompact hosepack...
-
Page 70: Connection Specifications
Connection specifications Connection spec- ifications Item Designation Fibre optic cable for laser, bending radius > 100 mm IMPORTANT! Only use a fibre optic cable with fibres of </= 0.3 mm. Larger fibres can affect the welding result and cause damage to the laser welding head. -
Page 71: Compressed Air Diagram
Item Designation Laser optics system water cooling connection (of LaserHybrid interconnecting hosepack) External wirefeeding hose (Fronius) LaserHybrid interconnecting hosepack (Fronius) Hosepack incl. compressed air for Crossjet and radial air flow, water cooling for laser optics system and media coupling Compressed air... -
Page 72: Start-Up
Commissioning the laser welding head comprises the following sections: (overview) Fitting the laser welding head to the robot Connecting the LaserHybrid Ultracompact hosepack to the laser welding head Connecting the laser optics system, Crossjet and additional extractor Inserting/replacing drive rollers... -
Page 73: Fitting The Laser Welding Head To The Robot
NOTE! The laser welding head does not have collision protection as standard. welding head to Fronius therefore recommends using a commercial collision protection device for the robot robot applications to prevent the laser welding head being damaged in the event of a crash. -
Page 74: Connecting The Laserhybrid Ultracompact Hosepack To The Laser Welding Head
Connecting the LaserHybrid Ultracompact hosepack to the laser welding head Preparations Remove the two Allen screws (3) (3 mm) Remove the drive rollers cover (2) Remove the two Allen screws (1) (3 mm) Remove the motor cover (4) Connecting the... - Page 75 Connect water flow and return hoses (4) for the laser optics water cooling system as indicated Remove the Allen screw (6) (3 mm) Put strain-relief device in place (5) Fit strain-relief device from below (5) using an Allen screw (6) (3 mm) Fit connector (7) to the motor...
-
Page 76: Connecting/Replacing External Wirefeeding Hose To The Laser Welding Head
Fit media coupling (8) using an Allen screw (9) (4 mm) Fit hosepack cover (10) from the hose- pack scope of supply using two Allen screws (11) and (12) (2.5 mm) (10) (11) (12) Connecting/re- Feed in external wirefeeding hose (1) placing external Press and hold retainer button (2) wirefeeding hose... -
Page 77: And Finally
And finally... NOTE! When fitting the covers en- sure that cables are not trapped, crushed or damaged in any way. Fit motor cover (4) Secure motor cover (4) with two Allen screws (1) (3 mm) Fit drive rollers cover (2) Secure drive rollers cover (2) with two Allen screws (3) (3 mm) -
Page 78: Connecting The Laser Optics System, Crossjet And Additional Extractor
Connecting the laser optics system, Crossjet and additional extractor Connecting the The laser optics system must be only connected as per the laser optics system operating laser optics sys- instructions. Follow the specifications and safety instructions set out by the laser optics system manu- facturer. -
Page 79: Inserting/Replacing Feed Rollers
Inserting/replacing feed rollers Preparations Remove the two Allen screws (2) (3 mm) Remove the drive rollers cover (1) Inserting/replac- Disconnect the external wirefeeding ing drive rollers hose Swing clamping stirrup open (1) Remove threaded shaft (3) Remove drive roller (2) -
Page 80: And Finally
Remove 10 mm hexagonal nut (5) - counter on the drive roller (4) using the sprocket wrench (6) from the laser wel- ding head scope of supply Remove drive roller (4) Fit in reverse sequence And finally... NOTE! When fitting the covers en- sure that cables are not trapped, crushed or damaged in any way. -
Page 81: Adjusting The Laser Welding Head
Adjusting the laser welding head Stick-out NOTE! When setting the physical position of the welding torch, en- sure the stick-out is always 14 Schweißbrenner 14 mm Kontaktrohr Stick-Out Adjustable axes The physical position of the arc process relative to the laser beam can be adjusted in two Cartesian coordinate axes. -
Page 82: Adjusting Device On The Laser Welding Head
Adjusting device The laser welding head is fitted with an adjusting device that enables precise positioning on the laser weld- in the x and y coordinate axes. ing head The adjusting device basically comprises: Adjusting screw with pitch Allen screw (3 mm), quarter turn corresponds to an ad- justment of 0.25 mm... -
Page 83: Adjusting The Y-Axis
Adjusting the y- NOTE! The y setting range of ± 3 mm starts from the second graduation mark on axis the y scale. In position 0 both the laser and wire electrode would fall on the same exact loca- tion. - 3 mm + 3 mm Undo grub screw (1) -
Page 84: Setting The Radial Air Flow
Setting the radial air flow Requirements IMPORTANT! The radial air flow must be set before switching on the laser welding head. The flow rate meter from the laser welding head scope of supply is required to set the radial air flow. Setting the radial IMPORTANT! When removing the protecti- air flow... - Page 85 Connect the hose (5) and adapter (4) from the laser welding head scope of supply Connect hose Fit flow rate meter (6) to the hose and adapter Turn on air supply Set flow rate to 25 l/min using a small slotted screwdriver Remove flow rate meter (6) Disconnect hose (5) and adapter (4)
- Page 86 IMPORTANT! When removing the protecti- ve glass drawer, ensure that it does not be- come dirty, scratched or damaged in any way. Take protective glass drawer out of the laser optics system Swivel the air connection (3) back Connect air hose (2) IMPORTANT! When inserting the protecti- ve glass drawer, ensure that it does not be- come dirty, scratched or damaged in any...
-
Page 87: Creating A Reference Program And Setting The Position Of The Wire Electrode In Relation To The Focus Point Of The Laser
Creating a reference program and setting the posi- tion of the wire electrode in relation to the focus point of the laser Safety WARNING! Work that is carried out incorrectly can cause serious injury and dam- age. Set up work must only be performed by trained and qualified personnel. Ob- serve the safety regulations in the operating instructions, paying particular attention to the section entitled "Safety inspection". -
Page 88: Checking The Position Of The Wire Electrode In Relation To The Focal Spot Of The Laser
Move the robot towards the gauge so that the focal spot of the laser is within the crosshairs on the gauge, the wire electrode is on the scale marked on the gauge. Save the position as a reference pro- gram in the robot Document the gap between the wire electrode and the focal spot of the la- ser along both the x- and y-axes as per... -
Page 89: Signal Sequence For Laserhybrid Welding
Signal sequence for LaserHybrid welding Safety WARNING! Work that is carried out incorrectly can cause serious injury and dam- age. The welding sequence must only be programmed by trained specialist per- sonnel. Observe the safety regulations in the operating instructions, paying particular attention to the section entitled "Safety inspection". - Page 90 Set the "robot start" signal The distance between the laser and the wire electrode should be 1 - 5 mm depending on the process. LaserHybrid welding end position: Stop the movement of the robot Set the "laser off" signal Reset the "welding start" signal Wait until the current flow signal = zero Robot end position: Set the "Crossjet off"...
-
Page 91: Replacing The Welding Torch
Replacing the welding torch Safety CAUTION! A welding torch that has become very hot through use can cause se- vere burns. The welding torch must only be cleaned and its components checked when it is cool. Replacing the Remove the two Allen screws (2) and welding torch (2.5 mm) Remove the hosepack cover (1) - Page 92 Remove Allen screws (6) and (7) (3 mm) Pull off the welding torch (8) in a down- wards direction Fit in reverse sequence IMPORTANT! When fitting the welding torch ensure that the O-rings are present and in a suitable condition.
-
Page 93: Replacing Welding Torch Wearing Parts
Replacing welding torch wearing parts Safety CAUTION! A welding torch that has become very hot through use can cause se- vere burns. The welding torch must only be cleaned and its components checked when it is cool. Welding torch spare parts Replacing weld- ing torch wearing parts... - Page 94 Replacing the welding torch inner liner...
-
Page 95: Replacing The Spatter Guard Sheet
Replacing the spatter guard sheet Removing the Remove Allen screws (1) and (2) spatter guard (3 mm) sheet Push the spatter guard sheet (3) back and remove Fitting the spatter Slot in the spatter guard sheet (1) and guard sheet push it forwards Fit the spatter guard sheet (1) with the two Allen screws (2) and (3) -
Page 96: Replacing The Laser Optics System
Replacing the laser optics system Safety WARNING! Work that is carried out incorrectly can cause serious injury and dam- age. Installation must only be carried out by trained and qualified personnel. Ob- serve the safety regulations in the operating instructions, paying particular attention to the section entitled "Safety inspection". - Page 97 IMPORTANT! When removing and inser- ting the protective glass drawer, ensure that it does not become dirty, scratched or da- maged in any way. Take protective glass drawer (5) out of the laser optics system Disconnect air hose Swivel the air connection (6) to one side Reinsert the protective glass drawer (5) (6)
- Page 98 Remove the four Allen screws (10) - (13) from the underside of the laser welding head (2.5 mm) (10) (11) (12) (13) Disconnect cooling water hoses (14) and (15) (14) (15) Remove the two Allen screws (16) and (17) (3 mm) (16) (17)
-
Page 99: Mounting Positions For Installing The Laser Optics System
Undo the two Allen screws (17) and (18) (3 mm) Remove the laser optics system by pulling it upwards (17) (18) Mounting posi- tions for install- ing the laser optics system e.g. laser optics system with camera module (1) (without camera) Mounting position for laser optics system with camera module Mounting position for laser optics system without camera module... -
Page 100: Fitting The Laser Optics System
Fitting the laser IMPORTANT! When replacing the laser optics system, ensure that the laser optics system optics system and the welding torch correspond in terms of the focal length. IMPORTANT! When inserting the laser op- tics system ensure that the pins on the un- derside of the laser optics system are inserted into the openings provided. - Page 101 Connect cooling water hoses (11) and (12) (11) (12) Insert Crossjet (13) from the front (13) Secure the Crossjet with two Allen screws (14) and (15) (3 mm) (15) (14)
-
Page 102: And Finally
IMPORTANT! When removing and inser- ting the protective glass drawer, ensure that it does not become dirty, scratched or da- maged in any way. Take protective glass drawer (16) out of the laser optics system Swivel the air connection (17) back Connect air hose Reinsert the protective glass drawer (16) - Page 103 Fit the spatter guard sheet (1) with the two Allen screws (2) and (3) (3 mm)
-
Page 104: Measures To Reduce Optics Contamination
Measures to reduce optics contamination Measures to re- Crossjet and extractor duce optics con- tamination Observe the values specified in these operating instructions for the Crossjet and ex- tractor. Switch on the Crossjet and extractor at least 5 seconds before the start of welding. Only switch off the Crossjet and extractor when the laser welding head is in the smoke- free zone. - Page 105 IMPORTANT! Clean with compressed air before replacing. Changing the laser welding head 12. When changing the laser welding head, the radial air flow must be reset according to the operating instructions.
-
Page 106: Technical Data
Voltage measurement (V-Peak) 141 V Hosepack length Cooling system Liquid cooling Coolant Original Fronius coolant Lowest cooling power in accordance with IEC 60974-2, 870 W depending on the length of the hosepack Coolant pressure min./max. 3.0 – 5.5 bar Minimum coolant flow rate 1.0 l/min... - Page 107 Nous vous remercions de la confiance que vous nous témoignez et nous vous félicitons d'avoir acquis ce produit Fronius de haute qualité technique. Les présentes Instructions de service doivent vous permettre de vous familiariser avec ce produit. Par une lecture atten- tive, vous apprendrez à...
- Page 109 Possibilités de connexion avec le robot ....................123 Monter la tête de soudage laser sur le robot ..................123 Raccorder le faisceau de liaison LaserHybrid Ultracompact à la tête de soudage laser ......124 Préparation ............................124 Raccorder le faisceau de liaison LaserHybrid Ultracompact à la tête de soudage laser ...... 124 Raccorder / remplacer la gaine de dévidoir externe sur la tête de soudage laser........
- Page 110 Installer l'optique laser .......................... 150 Opérations finales ..........................152 Mesures de diminution de l'encrassement de l'optique................154 Mesures de diminution de l'encrassement de l'optique ................ 154 Caractéristiques techniques........................156 LaserHybrid Ultracompact (tête de soudage) ..................156 LaserHybrid Ultracompact faisceau de liaison..................156...
-
Page 111: Consignes De Sécurité
Consignes de sécurité Explication des DANGER ! Signale un risque de danger immédiat. S'il n'est pas évité, il peut en- consignes de sé- traîner la mort ou des blessures graves. curité AVERTISSEMENT ! Signale une situation potentiellement dangereuse. Si elle n'est pas évitée, elle peut entraîner la mort ou des blessures graves. - Page 112 Emploi conforme La tête laser hybride doit s’utiliser exclusivement pour des travaux corre- spondants à l’emploi conforme. La tête laser hybride est exclusivement destinée au soudage laser hybride d’aluminium, de CrNi et de matériaux en acier. Toute autre utilisation est considérée non conforme Le fabricant ne saurait être tenu responsable des dégâts causés.
- Page 113 Obligations du Toutes les personnes chargés de travailler sur la tête laser hybride personnel s’engagent à observer les prescriptions élémentaires de sécurité du travail et de prévention des accidents avant le début du travail et à lire le chapitre « consignes de sécurité » et remarques d’avertissement dans le présent mode d’emploi, et attester par une signature qu’elles les ont comprises.
- Page 114 Danger par le vol Retirer les objets inflammables de la zone de travail. d’étincelles Ne pas souder sur des récipients contenant ou ayant contenu des gaz, des combustibles ou des huiles minérales . Danger d’explosion en raison des résidus. Dans les pièces menacées d’incendie ou de feu, des prescriptions spéciales s’appliquent, se conformer aux prescriptions nationales et internationales.
- Page 115 Mesures CEM L’exploitant est responsable de veiller à ce que des pannes électromagné- tiques ne se produisent pas sur des dispositifs électriques et électroniques. Quand on constate des défaillances électromagnétiques, l’exploitant est tenu de prendre des mesures pour les éliminer. Evaluation de problèmes électromagnétiques possible s sur des installations environnante et leur robustesse selon la déclaration de conformité...
- Page 116 Points de dan- Danger de blessures des yeux par le rayon laser En complément au bouclier gers particuliers de protection avec filtre UV conforme, protéger les yeux au moyen de lunettes de protection contre les rayons laser. S’assurer toutefois que personne ne dirige son regard involontairement dans le rayon laser.
- Page 117 Mesures de sécu- La cellule pour le processus de soudage pour la tête laser hybride doit rité sur le lieu de satisfaire aux exigences suivantes : mise en place fermée et imperméable à la lumière par rapport aux pièces adjacentes blindée avec une tôle d’acier d’au moins 1 mm et/ou un verre de protec- tion contre la sortie de rayons UV et laser.
- Page 118 Calibrage des En raison des normes internationales, nous recommandons de faire calibrer sources de cou- régulièrement les sources de courant. Fronius recommande un intervalle de rant calibrage de 12 mois. Pour plus d’informations, contactez votre point de service Fronius.
-
Page 119: Généralités
Grande tolérance d'écartement des bords Possibilité d'adaptation pour laser à fibres, à disques et à diodes Domaines d'appli- La tête de soudage laser LaserHybrid Ultracompact est surtout utilisée pour les applica- cation tions MIG-Laser et MAG-Laser : dans la fabrication d'axes et de carrosseries pour l'industrie automobile avec épais- seurs de tôle de 1 à... -
Page 120: Composants En Option
Composants en Les composants suivants sont disponibles pour la tête de soudage laser LaserHybrid option Ultracompact : Observation du foyer Sources de rayonnement laser diverses Capteur de température CrashBox Description de l'appareil (16) (15) (14) (13) (3a) (12) (11) (10) Pos. - Page 121 Couvercle moteur (11) Bras connexion robot (12) Éléments de commande Touche Retour de fil Touche Insertion du fil Touche Contrôle gaz (13) Support robot (14) CrashBox (Option) (15) Raccordement refroidissement à eau optique laser (16) Faisceau de liaison LaserHybrid Ultracompact...
-
Page 122: Spécification Des Raccordements
Spécification des raccordements Spécification des raccordements Pos. Désignation Câble fibre optique pour laser rayon de courbure > 100 mm IMPORTANT ! Pour le câble fibre optique, n'utiliser que des fibres </= 0,3 mm ! Des fibres plus grosses peuvent altérer le résultat de la soudure et endommager la tête de soudage laser. -
Page 123: Schéma Air Comprimé
Désignation Connecteurs refroidissement à eau optique laser (du faisceau de liaison LaserHybrid) Gaine de dévidoir externe (Fronius) Faisceau de liaison LaserHybrid (Fronius) Faisceau de liaison comprenant de l'air comprimé pour Crossjet et ventilateur ra- dial, refroidissement à eau optique laser et raccord tous fluides Schéma air com-... -
Page 124: Mise En Service
La mise en service de la tête de soudage laser comprend les étapes suivantes : (aperçu) Monter la tête de soudage laser sur le robot Raccorder le faisceau de liaison LaserHybrid Ultracompact à la tête de soudage laser Raccorder l'optique laser, le Crossjet et l'aspiration supplémentaire Mettre en place / remplacer les galets d'entraînement Mettre en place la tête de soudage laser... -
Page 125: Monter La Tête De Soudage Laser Sur Le Robot
Fronius recommande donc l'utilisation d'une protection anti-collision usuelle pour applications robot afin d'éviter tout dommage sur la tête de soudage laser en cas de choc. Monter la tête de soudage laser sur le robot en respectant les prescriptions du fabricant du robot. -
Page 126: Raccorder Le Faisceau De Liaison Laserhybrid Ultracompact À La Tête De Soudage Laser
Raccorder le faisceau de liaison LaserHybrid Ultra- compact à la tête de soudage laser Préparation 2 vis à tête à six pans creux (3) ouverture de clé 3 mm Retirer le cache des galets d'entraîne- ment (2) 2 vis à tête à six pans creux (1) ouverture de clé... - Page 127 Brancher le tuyau pour arrivée et re- tour d'eau (4) du système de refroidis- sement à eau optique laser selon les spécifications Retirer la vis à tête à six pans creux (6) ouverture de clé 3 mm Placer l'anti-traction (5) Monter l'anti-traction (5) au moyen d'une vis à...
-
Page 128: Raccorder / Remplacer La Gaine De Dévidoir Externe Sur La Tête De Soudage Laser
Monter le raccord tous fluides (8) au moyen d'une vis à tête à six pans creux ouverture de clé 4 mm Monter le cache du faisceau de liaison (10) inclus à la livraison du faisceau de liaison avec 2 vis à tête à six pans creux (11) et (12) ouverture de clé... -
Page 129: Opérations Finales
Opérations fi- REMARQUE! Lors du montage nales du cache, veiller à ce que le câble ne soit pas coincé, coudé ou en- dommagé de toute autre manière. Poser le cache du moteur (4) Fixer le cache du moteur (4) avec 2 vis à... -
Page 130: Raccorder L'optique Laser, Le Crossjet Et L'aspiration Supplémentaire
Raccorder l'optique laser, le Crossjet et l'aspiration supplémentaire Raccorder l'op- Le raccordement de l'optique laser ne peut se faire que dans le respect des Instructions tique laser de service de l'optique laser. Respecter les directives et consignes de sécurité du constructeur de l'optique laser ! Raccorder le Raccorder aux connecteurs correspondants les tuyaux pour le Crossjet et l'aspiration Crossjet et l'aspi-... -
Page 131: Mise En Place / Remplacement Des Galets D'entraînement
Mise en place / remplacement des galets d'entraîne- ment Préparation Retirer les 2 vis à tête à six pans creux ouverture de clé 3 mm Retirer le cache des galets d'entraîne- ment (1) Mettre en place / Débrancher la gaine de dévidoir exter- remplacer les ga- lets d'entraîne- Basculer le serre-câbles (1) vers le... -
Page 132: Opérations Finales
Retirer l'écrou hexagonal ouverture de clé 10 mm (5) ; le maintenir contre le galet d'entraînement (4) au moyen de la clé à pignon (6) incluse à la livraison de la tête de soudage laser Retirer le galet d'entraînement (4) L'installation s'effectue en suivant les éta- pes en sens inverse Opérations fi-... -
Page 133: Mettre En Place La Tête De Soudage Laser
Mettre en place la tête de soudage laser Stick-Out REMARQUE! Lors du réglage du positionnement de la torche, res- pecter un Stick-Out (partie termi- Schweißbrenner nale du fil) de 14 mm. 14 mm Kontaktrohr Stick-Out Axes réglables Le positionnement du procédé à l'arc électrique par rapport au rayon laser peut être ajusté dans les deux axes des coordonnées cartésiennes. -
Page 134: Dispositif De Réglage Sur La Tête De Soudage
Dispositif de ré- La tête de soudage laser est équipée d'un dispositif de réglage qui permet un positionne- glage sur la tête ment exact sur les axes de coordonnées x et y. de soudage Le dispositif de réglage se compose essen- tiellement de : Vis de réglage avec graduation vis à... -
Page 135: Réglage De L'axe Y
Réglage de l'axe y REMARQUE! La plage de réglage y de ± 3 mm commence au 2ème repère de l'échelle y. En position 0, le laser et le fil-électrode tombent à la même position. - 3 mm + 3 mm Desserrer le goujon fileté... -
Page 136: Régler Le Flux Du Ventilateur Radial
Régler le flux du ventilateur radial Condition préa- IMPORTANT ! Le réglage du flux du ventilateur radial doit se faire avant la mise en service lable de la tête de soudage laser ! Pour le réglage du flux du ventilateur radial, il est nécessaire d'uti- liser le volumètre de débit livré... - Page 137 Emboîter le tuyau (5) et l'adaptateur (4) inclus à la livraison de la tête de soud- Brancher le tuyau Placer le volumètre de débit (6) sur le tuyau et l'adaptateur Desserrer l'arrivée d'air Régler le débit d'air à 25 l/min au moy- en d'un petit tournevis à...
- Page 138 IMPORTANT ! Lors du retrait du verre de protection, veiller à ce que celui-ci ne soit pas sale, rayé ou endommagé de quelque manière que ce soit. Retirer le verre de protection de l'op- tique laser Remettre en place le raccord d'air (3) Brancher le tuyau d'air (2) IMPORTANT ! Lors de la mise en place du verre de protection, veiller à...
-
Page 139: Établir Un Programme De Référence Et Vérifier La Position Du Fil-Électrode Sur Le Foyer Du Laser
Établir un programme de référence et vérifier la po- sition du fil-électrode sur le foyer du laser Sécurité AVERTISSEMENT ! Les erreurs en cours d'opération peuvent entraîner des dommages corporels et matériels graves. Les opérations de réglage doivent être effectuées exclusivement par du personnel qualifié et formé ! Respectez les consignes de sécurité... -
Page 140: Vérifier La Position Du Fil-Électrode Sur Le Foyer Du Laser
Effectuer des essais de soudage, tout en documentant les Stickouts et les valeurs de réglage Le meilleur résultat de soudage sert de base pour le programme de référence. Déplacer le gabarit de mesure à l'aide du robot de manière à ce que le foyer du laser se trouve dans le réticule du gabarit de mesure, le fil-électrode se trouve dans... -
Page 141: Diagramme De Signal Pour Le Soudage Laserhybrid
Diagramme de signal pour le soudage LaserHybrid Sécurité AVERTISSEMENT ! Les erreurs en cours d'opération peuvent entraîner des dommages corporels et matériels graves. La programmation du processus de soudage doit être effectuée exclusivement par du personnel qualifié et formé. Respectez les consignes de sécurité figurant dans les Instructions de service, et notamment la section «... - Page 142 Attendre le signal de débit de courant (« Arc électrique créé ») Connecter le signal « Laser activé » Connecter le signal « Démarrage robot » L'écart entre le laser et le fil-électrode doit être, en fonction du procédé, de 1 à 5 mm. Position finale soudage LaserHybrid : Arrêter le mouvement du robot Connecter le signal «...
-
Page 143: Remplacer La Torche De Soudage
Remplacer la torche de soudage Sécurité ATTENTION ! Risque de brûlure en raison de l'échauffement important de la torche de soudage en cours de fonctionnement. Le nettoyage de la torche de sou- dage et le contrôle de ses composants ne peuvent être réalisés que si la torche de soudage est froide. - Page 144 Retirer les vis à tête à six pans creux (6) et (7) ouverture de clé 3 mm Retirer la torche de soudage (8) par le dessous Montage en répétant les étapes en sens in- verse IMPORTANT ! Lors du montage de la tor- che de soudage, vérifier l'état et la présen- ce des joints toriques !
-
Page 145: Remplacer Les Pièces D'usure De La Torche
Remplacer les pièces d'usure de la torche Sécurité ATTENTION ! Risque de brûlure en raison de l'échauffement important de la torche de soudage en cours de fonctionnement. Le nettoyage de la torche de sou- dage et le contrôle de ses composants ne peuvent être réalisés que si la torche de soudage est froide. - Page 146 Remplacer l'âme guide-fil de la torche de soudage...
-
Page 147: Remplacer La Tôle De Protection Anti-Projections
Remplacer la tôle de protection anti-projections Démonter la pro- Retirer les vis à tête à six pans creux tection anti-pro- (1) et (2) jections ouverture de clé 3 mm Repousser la protection anti-projec- tions (3) vers l'arrière et la retirer Monter la protec- Accrocher la protection anti-projec- tion anti-projec-... -
Page 148: Remplacer L'optique Laser
Remplacer l'optique laser Sécurité AVERTISSEMENT ! Les erreurs en cours d'opération peuvent entraîner des dommages corporels et matériels graves. Le montage doit être effectué exclusi- vement par du personnel qualifié et formé ! Respectez les consignes de sécurité figurant dans les Instructions de service, et notamment la section « Inspection technique de sécurité... - Page 149 IMPORTANT ! Lors de la mise en place et du retrait du verre de protection, veiller à ce que celui-ci ne soit pas sale, rayé ou en- dommagé de quelque manière que ce soit. Retirer le verre de protection (5) de l'optique laser Fixer le tuyau d'air Basculer le raccord d'air (6) sur le côté...
- Page 150 Retirer les 4 vis à tête à six pans creux (10) - (13) sur la partie inférieure de la tête de soudage laser ouverture de clé 2,5 mm (10) (11) (12) (13) Débrancher les tuyaux d'eau de refroi- dissement (14) et (15) (14) (15) Retirer les 2 vis à...
-
Page 151: Positions De Montage Pour L'installation De L'optique Laser
Déserrer 2 les vis à tête à six pans creux (17) et (18) ouverture de clé 3 mm Retirer l'optique laser par le haut (17) (18) Positions de montage pour l'installation de l'optique laser par ex. optique laser avec module caméra (1) (sans caméra) Position de montage pour optique laser avec module caméra Position de montage pour optique laser sans module caméra... -
Page 152: Installer L'optique Laser
Installer l'optique IMPORTANT ! Lors du remplacement de l'optique laser, vérifier que l'optique laser et la laser torche de soudage soient compatibles en termes de distance focale. IMPORTANT ! Lors de l'installation de l'op- tique laser, vérifier que les goujons d'ad- aptation soient bien sur la partie inférieure de l'optique laser dans les ouvertures pré- vues à... - Page 153 Brancher les tuyaux à eau de refroidis- sement (11) et (12) (11) (12) Introduire le Crossjet (13) par l'avant (13) Fixer le Crossjet avec 2 vis à tête à six pans creux (14) et (15) ouverture de clé 3 mm (15) (14)
-
Page 154: Opérations Finales
IMPORTANT ! Lors de la mise en place et du retrait du verre de protection, veiller à ce que celui-ci ne soit pas sale, rayé ou en- dommagé de quelque manière que ce soit. Retirer le verre de protection (16) de l'optique laser Remettre en place le raccord d'air (17) Raccorder le tuyau d'air... - Page 155 Monter la protection anti-projections (1) avec 2 vis à tête à six pans creux (2) et (3) ouverture de clé 3 mm...
-
Page 156: Mesures De Diminution De L'encrassement De L'optique
Mesures de diminution de l'encrassement de l'op- tique Mesures de dimi- Crossjet et aspiration nution de l'encrassement Respecter les valeurs figurant dans les Instructions de service concernant le Crossjet de l'optique et l'aspiration. Mettre le Crossjet et l'aspiration en marche min. 5 secondes avant le démarrage du soudage. - Page 157 Remplacement du câble fibre optique 11. Lors du remplacement du câble fibre optique, la tête de soudage laser doit se trouver en position horizontale afin qu'aucune poussière ne tombe dans l'optique. IMPORTANT ! Nettoyer à l'air comprimé avant le remplacement ! Remplacement de la tête de soudage laser 12.
-
Page 158: Caractéristiques Techniques
141 V Longueur du faisceau de liaison Système de refroidissement Refroidissement par liquide Réfrigérant Réfrigérant d'origine Fronius Puissance de refroidissement min. conformément à IEC 870 W 60974-2, en fonction de la longueur du faisceau de liaison Pression de réfrigérant min./max. - Page 159 Spare parts list...
- Page 164 FRONIUS INTERNATIONAL GMBH Froniusplatz 1, A-4600 Wels, Austria Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940 E-Mail: sales@fronius.com www.fronius.com www.fronius.com/addresses Under http://www.fronius.com/addresses you will find all addresses of our Sales & service partners and Locations...
Need help?
Do you have a question about the LaserHybrid Ultracompact and is the answer not in the manual?
Questions and answers