Table of Contents
Advertisement
Available languages
Available languages
Quick Links
Advertisement
Table of Contents

Subscribe to Our Youtube Channel
Related Manuals for Electrex 100 Series








Summary of Contents for Electrex 100 Series
- Page 1 EN - USER’S GUIDE FR - GUIDE DE L’UTILISATEUR ES - MANUAL DE INSTRUCCIONES PT - MANUAL DE INSTRUÇÕES Plasma Cutting Inverter Onduleur pour coupage Plasma Inverter para corte Plasma MIT11093 Ed.03 09/2020...
-
Page 2: Table Of Contents
GB - The machine you have just acquired has taken advantages, in its production, of the wide experience in the manufacturing of welding and cutting machines, along with the latest power electronics technologies. It will give you entire satisfaction for years if you respect all the operating and maintenance instructions given in this manual. We strongly suggest reading very carefully the chapters concerning security and individual protection before using this machine. -
Page 3: Safety Instructions
1. SAFETY INSTRUCTIONS In its conception, specification of parts and production, this machine is in compliance with the regulation in force, namely the European Standards (EN) and internationals (IEC). There are applicable the European Directives “Electromagnetic compatibility” and “Low voltage”, as well as the standards IEC 60974-1 / EN 60974-1 and IEC 60974-10 / EN 60974-10. - Page 4 1.2 ELECTRICAL SECURITY 1.2.1 Connection to the network Before connecting your equipment, you must check: - The safety device against over-currents, and the electrical installation are compatible with the maximum power and the supply voltage of the welding power source (refer to the instructions plates). - The connection, either single-phase, or three-phase with earth can be effected on a socket compatible with the welding power source cable plug.
- Page 5 Current Amps Welding process Coated electrodes MIG on heavy metals MIG on light alloys TIG on all metals Air/Arc gouging Plasma cutting Depending on the conditions of use, the next highest or lowest category number may be used. The expression “heavy metals” covers steels, alloyed steels, copper and its alloys. The shaded areas represent applications where the welding processes are not normally used at present.
-
Page 6: Introduction
2. INTRODUCTION The plasma cutting process is based on the ionization of a gas. The air, compressed through a chamber, becomes ionized by contact with the electric arc established between the electrode (negative) and the workpiece (positive) and becomes plasma. The temperature reached, at around 20,000ºC, allows the metal to melt quickly. - Page 7 The quality of the compressed air or of the gas is fundamental to obtain an optimal cutting quality, thus the presence of contaminants my cause: Arc ignition failures Low quality of the cuttings Reduction of the duration of the consumables. The contaminants may be: - Solid dross - Humidity...
-
Page 8: General Description
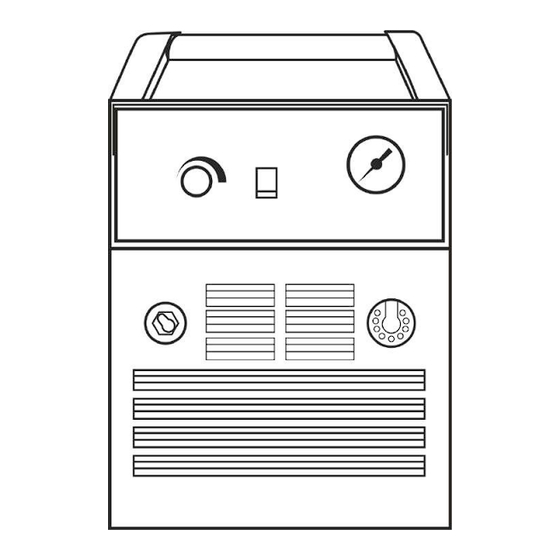
3 - DESCRIPTION Pilot arc indicator Current adjustment knob Low air pressure / Torch failure indicator Normal cut / Grid cut selector Overvoltage indicator Air pressure indicator Power ON indicator 4 – TECHNICAL DATA Input voltage 3 x 400Vac Frequency 50/60 (Hz) Max. -
Page 9: Installation/Operation
5 – INSTALLATION/ FUNCTIONS The installation of these machines must be held by qualified personal. All connections must be held accordingly with the norms and laboral risks laws of each country. CONNECTION TO THE MAIN SUPPLY - Connect input cable to mains with a normalized plug: the yellow and green wire must be connected to earth. The remaining wires must be connected to a mains socket the most possible near the cutting zone, therefore allowing an immediate disconnection in case of emergency. - Page 10 30º Fig. 3 - Should you need to make holes or begin cutting from the centre of the work piece, you must hold the torch at an angle ( 30º), and slowly straighten it so that the nozzle does not spray molten metal. This must be done when making holes in pieces more than 3 mm thick.
- Page 11 CONSUMABLES REPLACEMENTS IMPORTANT: Always shut off the machine before replacing consumer parts. Difusser Electrode Swirl ring Tip cutting Shield cap Figure 5: head torch layout The electrode must be replaced when it has a crater in the centre approximately 1 mm deep. The diffuser must be replaced when some areas are blackened.
-
Page 12: Electrical Schema
6 – ELECTRICAL SCHEMA 7 - MAINTENANCE ATTENTION IT IS RECOMMENDED NOT TO OPEN OR HANDLE THE EQUIPMENT INSIDE. IN CASE OF FAILURE, CONTACT NEAREST AUTHORISED TECHNICAL SERVICE CONTACT THE DISTRIBUTOR. HANDLING INSIDE EQUIPMENT DURING GUARANTEE PERIOD WITHOUT THE DISTRIBUTOR OR THE MANUFACTURER’S AUTHORIZATION DISABLES... -
Page 13: Trouble Shooting Guide
Avoid hard hitting on the cutting source. Although the purpose of use of the machine is the industrial one and it is a portable device, the machine is manufactured with last generation electronic component clusters and repeated hitting on the machine may seriously damage it. - Page 14 Cutting quality problems and solutions Problem Steel Stainless steel Aluminium Cutting speed too high, torch distance too big. Air pressure too high, torch distance too big. High speed, low air Cutting speed too low. Cutting speed too low. pressure. Cutting speed too high, torch distance too big, low air pressure. Air pressure low, cutting Rare case.
-
Page 15: Instructions De Sécurité
1.1 COMPATIBILITÉ ELECTROMAGNETIQUE Si des perturbations électromagnétiques apparaissent, c’est de la responsabilité de l’utilisateur de résoudre le problème avec l’assistance technique du constructeur. Dans certains cas, l’action corrective peut se réduire à la simple connexion à la terre du circuit de soudage. Dans le cas contraire, il peut être nécessaire de construire un écran électromagnétique autour de la source et d’adjoindre à... - Page 16 Vous vous interdirez, sauf à prendre des mesures très spéciales que vous appliquerez avec une grande sévérité de soudage et de coupage à l'arc dans des enceintes conductrices, qu'elles soient étroites ou que vous deviez laisser les appareils de soudage à l'extérieur. A fortiori, vous vous obligerez à prendre des mesures de sécurité très sérieuses pour souder dans les enceintes peu ventilées ou humides, et si la source de courant de soudage est placée à...
-
Page 17: Introduction
- pas de choc : arrimez les bouteilles, épargnez-leur les coups. - pas de chaleur excessive (supérieure à 50 °C). Détendeur - Assurez-vous que la vis de détente est desserrée avant le branchement sur la bouteille. - Vérifiez bien le serrage du raccord de liaison avant d'ouvrir le robinet de bouteille. N'ouvrez ce dernier que lentement et d'une fraction de tour. - Page 18 La qualité de l'air comprimé est indispensable pour obtenir une qualité de coupe optimale. Les contaminants peuvent causer: - Défaut d’amorçage d'arc - Faible qualité de coupage - Réduction de la vie des consommables. Les contaminants peuvent être: - Impuretés solides - Humidité...
-
Page 19: Description
3 - DESCRIPTION Indicateur d’arc pilote Bouton de réglage de courant Indicateur d'erreur de torche / basse pression d'air Sélecteur Coupe Normale / Coupe Grille Indicateur de protection thermique Indicateur de pression d'air Indicateur de machine connectée 4 – CARACTERISTIQUES Tension d’alimentation 3 x 400Vac Fréquence... -
Page 20: Installation Et Opération
5 – INSTALLATION ET FONCTIONNEMENT L'installation de ces machines doit être confiée à un personnel qualifié. Toutes les connexions doivent être établies conformément aux normes et aux lois sur les risques du travail de chaque pays. CONNEXION AU RESEAU - Connecter au réseau électrique de tension d’alimentation indiquée sur la plaque de caractéristiques à traves d’une fiche standard avec connexion de terre, fusible où... - Page 21 - Pour couper des tôles de métal perforées ou maillage métallique, après quelque cycle de coupage, enfoncer la gâchette pour amorcer l’arc pour le prochain cycle de coupage. Après 6 secondes sans couper, l’arc pilote s’éteint. - Quand nécessaire percer où commencer à couper sur le centre de la pièce, la torche doit se maintenir inclinée dans un angle de ±...
-
Page 22: Schema Electrique
REMPLACEMENT DES CONSOMMABLES IMPORTANT: DECONNECTER LA MACHINE AVANT REMPLACER CONSOMMABLES. Remplacer : - L’électrode si on vérifie l’existence d’un cratère de à environs 1 mm de profondeur dans son centre. - Le diffuseur quand quelques parties se trouvent brulés. - Le pointe de coupage quand le trou devient ovalisé et la capacité de coupage est réduite. - La protection quand la partie isolante est détériorée. -
Page 23: Entretien
7. ENTRETIEN ATTENTION NOUS RECOMMANDONS DE NE PAS OUVRIR OU MANIPULER L’APPAREIL. EN CAS DE PANNE APPELEZ LE SERVICE APRES VENTE DE VOTRE DISTRIBUTEUR. DES CHANGES INTRODUITES AUTORISÉES FABRICANT ANNULENT LE PERIODE DE GARANTIE. PRECAUTION! DECONNECTER LA MACHINE AVANT REALISER QUELQUE INTERVENTION. INTERVENTIONS DE REPARATION OU ENTRETIEN DOIVENT ETRE REALISEES PAR PERSONNEL QUALIFIE. -
Page 24: Résolution De Problèmes
8 - PROBLÈMES - CAUSES – SOLUTIONS PROBLÈMES CAUSES SOLUTIONS S’assurer que l’arc pénètre complètement dans la pièce à couper et que la position de la torche n’est pas avec un angle Haute vitesse. inférieur à 10-15º relativement au plan de coupage. Ça évitera une consommation excessive de la buse de coupage. -
Page 25: Instrucciones De Seguridad
1. INSTRUCCIONES DE SEGURIDAD Esta máquina, en su concepción, especificación de componentes e producción, está de acuerdo con la reglamentación en vigor [normas europeas (EN) e internacionales (IEC). Son aplicables las Directivas europeas “Compatibilidad electromagnética” y “Baja tensión”, bien como las normas IEC 60974-1 / EN 60974-1 e IEC 60974-10 / EN 60974-10. - Page 26 - El interruptor de la fuente de corriente de soldadura, si existe, indicará "OFF". 1.2.2 Puesto trabajo La aplicación de la soldadura al arco implica el estricto cumplimiento de las condiciones de seguridad frente a la corriente eléctrica (decreto de 14.12.1988). Es necesario garantizar que ninguna parte metálica accesible a los soldadores, pueda entrar en contacto directo o indirecto con un conductor de la red de alimentación.
-
Page 27: Introducción
1.3.2 Riegos lesiones internas Seguridad contra humos y vapores, gases nocivos y tóxicos - Las operaciones de soldadura al arco con electrodos deben realizarse en lugares convenientemente ventilados. - Los humos de soldadura emitidos en los talleres deben recogerse según se produzcan, lo más cerca posible de su producción y evacuarse directamente al exterior. - Page 28 La calidad de aire comprimido o gas es esencial para lograr una calidad de corte óptima, ya que los contaminantes pueden causar: - Fallos de cebado del arco - Cortes de baja calidad - Reducción de la duración de los consumibles. Los contaminantes pueden ser: - Impurezas sólidas - Humedad...
-
Page 29: Descripción General
Corte mecanizado: Máximo - El espesor de acero que puede ser perforada con buena calidad sin un desgaste excesivo de los consumibles. Si el borde del corte se inicia, la capacidad máxima de corte es la misma que la de la operación manual. -
Page 30: Instalación/Funcionamiento
Factor de servicio al 100% Regulación de corriente 20 – 100A Espesor máx. de corte (acero al carbono) < = 45 (mm) Espesor de corte recomendada (acero al carbono) < = 35 (mm) Espesor de corte recomendada (inox) < = 30 (mm) Espesor de corte recomendada (aluminio) <... - Page 31 No conectar la pinza de masa a la parte de material que se va a cortar. Levantar el dispositivo de seguridad del gatillo y luego pulsar el mando de la antorcha para hacer aparecer el arco piloto (K). El led (J) se encenderá...
- Page 32 Cuadro de relación de espesor, corriente de corte y velocidad de corte en diversos materiales. Espesor acero (mm) Corriente Espesor aluminio Corriente Espesor acero inoxidable Corriente (Amp) (mm) (Amp) (mm) (Amp) 10,0 10,0 12,0 10,0 11,0 16,0 14,0 16,0 21,0 18,0 20,0 25,0...
-
Page 33: Esquema Electrico
Figura 5: composición de la cabeza de la antorcha Para mejores labores de mantenimiento del corte, usar la siguiente combinación de boquilla de corte/protección exterior. Corriente de 10 a 15 de 16 a 25 de 26 a 40 de 41 a 55 de 56 a 70 de 71 a 80 de 81 a 90... -
Page 34: Mantenimiento
7 - MANTENIMIENTO ¡ ATENCIÓN SE RECOMIENDA NO ABRIR NI MANIPULAR EL EQUIPO. EN CASO DE AVERÍA DIRÍJASE AL SERVICIO TÉCNICO AUTORIZADO MÁS CERCANO O CONTACTE CON SU DISTRIBUIDOR. LA MANIPULACIÓN DEL EQUIPO DURANTE SU PERIODO DE GARANTÍA, SIN LA AUTORIZACIÓN DEL DISTRIBUIDOR O DEL FABRICANTE, INVALIDA LA GARANTÍA DE LA MÁQUINA. -
Page 35: Resolución De Problemas
PROBLEMAS CAUSAS SOLUCIONES Asegurarse siempre de que el arco penetra completamente la pieza de trabajo, y la antorcha no está sostenida en un ángulo Alta velocidad. inferior a 10-15º con respecto al plano de corte. Esto evitará un consumo incorrecto de la boquilla y quemaduras al soporte de la misma. -
Page 36: Instruções De Segurança
1 INSTRUÇÕES DE SEGURANÇA 1.1 COMPATIBILIDADE ELECTROMAGNÉTICA É da responsabilidade do utilizador solucionar, com a assistência técnica do fabricante, problemas originados por perturbações electromagnéticas. Em alguns casos, a solução pode limitar-se á simples ligação á terra do circuito de corte/soldadura. Caso contrário, pode ser necessário instalar um filtro electromagnético em torno da fonte e filtros de entrada. - Page 37 1.2 SEGURANÇA ELÉCTRICA 1.2.1 Ligação à rede de alimentação Antes de ligar o seu aparelho, comprove que: - O contador eléctrico, o dispositivo de protecção contra as sobreintensidades e a instalação eléctrica são compatíveis com a potência máxima e a tensão de alimentação do seu equipamento (indicados na placa de características do aparelho).
- Page 38 - É indispensável proteger os olhos contra os golpes de arco (deslumbramento do arco em luz visível e radiações infravermelhas e ultravioleta UV). - O cabelo e a cara contra as projecções. A máscara de corte/plasma deve estar provida de um filtro protector especificado de acordo com a intensidade de corrente de corte/plasma (ver tabela em baixo).
-
Page 39: Introdução
2. INTRODUÇÃO O processo de corte por jacto de plasma baseia-se na ionização de um fluxo de ar comprimido ou de um gás de corte, por contacto com o arco estabelecido entre o eléctrodo (negativo) e a peça a cortar (positivo), transformando-se em plasma condutor. - Page 40 A qualidade do ar comprimido ou do gás é fundamental para se obter óptima qualidade de corte, dado que a presença de contaminantes pode causar: falhas de ignição de arco baixa qualidade dos cortes redução da vida útil dos consumíveis. Os contaminantes podem ser: - Impurezas sólidas - Humidade...
-
Page 41: Descrição Geral
3 - DESCRIÇÃO Indicador de arco piloto Botão de ajuste de corrente Indicador de erro na tocha / baixa pressão de ar Selector de corte normal ou em chapa perfurada Indicador de proteção térmica Indicador de pressão de ar Indicador de máquina ligada 4 –... -
Page 42: Instalação/Funcionamento
5 – INSTALAÇÃO/FUNCIONAMENTO A instalação destas máquinas deve ser realizada por pessoal qualificado. Todas as conexões devem ser realizadas em conformidade com as normas vigentes e em pleno respeito da lei de prevenção de acidentes e riscos laborais de cada país. Ligação à... - Page 43 - Desligar a máquina quando finalizado o trabalho. 30º Figura 3 Tabela de relação de espessura, corrente de corte e velocidade de corte, em diversos materiais. Espessura Aço Corrente Espessura Corrente Espessura aço Corrente (mm) (Amp) aluminio (Amp) inoxidable (mm) (Amp) (mm) 10,0...
-
Page 44: Esquema Electrico
Difusor Electrodo Swirl ring Boquilha Protecção Bocal Figura 5: composição da cabeça da tocha COMBINAÇÃO DE BOQUILHA DE CORTE/PROTECÇÃO EXTERIOR Corrente de 10 a 15 de 16 a 25 de 26 a 40 de 41 a 55 de 56 a 70 de 71 a 80 de 81 a 90 de 91 a 100... -
Page 45: Manutenção
7 - MANUTENÇÃO ATENÇÃO RECOMENDA-SE NÃO ABRIR NEM MANIPULAR O EQUIPAMENTO. EM CASO DE AVARIA DIRIJA-SE AO SERVIÇO TÉCNICO AUTORIZADO MAIS PRÓXIMO OU CONTACTE O SEU DISTRIBUIDOR. ALTERAÇÕES INTRODUZIDAS NO EQUIPAMENTO DURANTE O SEU PERÍODO DE GARANTIA, SEM A AUTORIZAÇÃO DO DISTRIBUIDOR OU DO FABRICANTE, INVALIDA A GARANTIA DA MÁQUINA. -
Page 46: Resolução De Problemas
8 . PROBLEMAS - CAUSAS - SOLUÇÕES PROBLEMAS CAUSAS SOLUÇÕES Assegurar-se sempre de que o arco penetra completamente a peça de trabalho e a tocha não está a cortar Alta velocidade. com um ângulo inferior a 10-15º relativamente ao plano de corte. Isto evitará...
Need help?
Do you have a question about the 100 Series and is the answer not in the manual?
Questions and answers