Table of Contents
Advertisement
Available languages
Available languages
Quick Links
Advertisement
Table of Contents

Related Manuals for Electrex MONOMIG 200 C MULTI SYN








Summary of Contents for Electrex MONOMIG 200 C MULTI SYN
-
Page 2: Table Of Contents
CONTENTS: English: 1 – Safety instructions ………………………………………….. page 4 2 – MIG/MAG Welding ………………………………….……………. page 7 3 – TIG Welding ……………………………………….……………. page 8 4 – MMA Welding ……………………………………….……………. page 9 5 – Control Panel ……………………………………….……………. page 10 6 – Technical data ………………………..……………………… page 11 7 –... - Page 3 Español: 1 – Instrucciones de seguridad ………………………………….. pág. 36 2 – Soldadura MIG/MAG ……………………………….……………. pág. 39 3 – Soldadura TIG …………………………………….……………. pág. 40 4 – Soldadura MMA …………………………………….……………. pág. 41 5 – Panel de control ………………………………….……………. pág. 42 6 – Características ………………………..……………………… pág.
-
Page 4: Safety Instructions
1. SAFETY INSTRUCTIONS In its conception, specification of parts and production, this machine complies with the regulation in force, namely the European Standards (EN) and internationals (IEC). There are applicable the European Directives “Electromagnetic compatibility”, “Low voltage” and “RoHS”, as well as the standards IEC / EN 60974-1 and IEC / EN 60974-10. - Page 5 1.1 ELECTROMAGNETIC COMPATIBILITY The user is responsible for installing and using the arc welding equipment according to the manufacturer’s instructions. If electromagnetic disturbances are detected, then it shall be the responsibility of the user of the arc welding equipment to resolve the situation with the technical assistance of the manufacturer.
- Page 6 1.2.3 Risks of fire and explosion Welding can originate risks of fire or explosion. You must pay attention to fire safety regulation - Remove flammable or explosive materials from welding area; - Always have sufficient fire fighting equipment; - Fire can break out from sparks even several hours after the welding work has been finished. 1.3 INDIVIDUAL PROTECTION 1.3.1 Risks of external injuries Arc rays produce very bright ultra violet and infrared beams.
-
Page 7: Mig/Mag Welding
2. MIG/MAG WELDING (Metal Inert Gas / Metal Active Gas) MIG / MAG (MIG - Metal Inert Gas and MAG - Metal Active Gas) is an electric arc welding process with shielding gas that uses wire that melts as it is fed. The action of the gas can be none on the welding bath (MIG - Metal Inert Gas) as is the case of Argon or react with the bath (MAG - Metal Active Gas) as is the case... -
Page 8: Tig Welding
3. TIG WELDING (Tungsten inert gas) It is a process of arc welding under shield gas, using a torch with infusible tungsten electrode and which can be run with or without filler metal in an inert gas atmosphere such as argon and mixtures thereof. -
Page 9: Mma Welding
4. MMA WELDING (coated electrode) To stablish a welding electric arc, a difference of potential must be Electrode holder inducted between the electrode and the workpiece. The air between them becomes ionized and conductive, so that the circuit is closed and an electric arc is created. The heat of the arc partially melts the base material and the electrode to be deposited Coated electrode creating a welding seam. -
Page 10: Control Panel
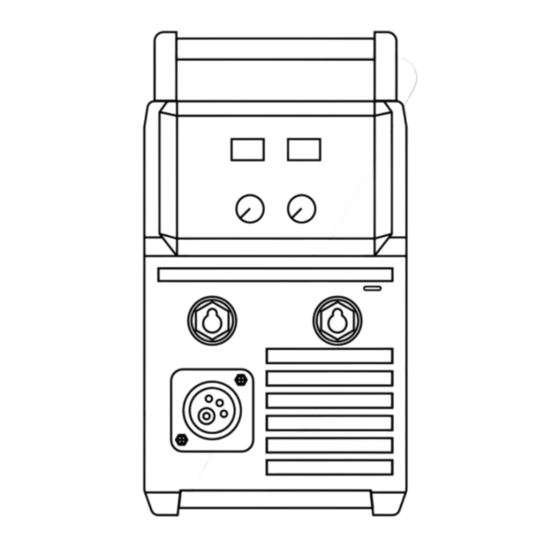
5. CONTROL PANEL Fig. 1 Welding current display Hot Start adjustment to improve the arc ignition (MMA mode) Arc Force to avoid the electrode sticking to the workpiece during welding (MMA mode) TEST GAS key to purge torch gas tubes and to allow the adjustment of gas flow on the flowmeter. Pushing the key button, the gas flows;... -
Page 11: Technical Data
6 – TECHNICAL DATA PRIMARY 200 MULTI SYN Single phased power supply (-+10%) 1 x 230 V (-+10%) Frequency 50/60 Maximum primary current (MIG/MAG) 41,2 Maximum primary current (MMA) Maximum primary current (TIG) 30,2 Max. power consumption (MIG/MAG) 9,48 Max. power consumption (MMA) 9,89 Max. -
Page 12: Wire Coil
7.3 WIRE COIL INSTALLATION (MIG/MAG welding) Fig.2 - Unscrew the retaining nut (1 - Fig.2) to place the wire coil on the wire coil holder (4-fig.1). Confirm that the breaking system (2- Fig.2) is operative, with spindle (5- Fig.2) correctly inserted in the breaking hole (3- Fig.2). -
Page 13: Functions
8. FUNCTIONS 8.1 MIG/MAG WELDING - Make the necessary connections to mains and earth as described in “Installation”. - Install the wire coil as indicated on the previous chapter WIRE COIL INSTALLATION. - Connect input gas tube to gas inlet on machine rear panel and to the flowmeter on gas bottle. - Adjust gas flow 6 l/min and 12 l/min according to the current value. - Page 14 - With buttons 7 (Fig.5), select MANUAL or the desired synergic program. - If MANUAL is chosen: adjust welding voltage with button 8 (Fig.5) from 10 to 26V. During welding, this parameter is continuously active by turning knob 8 (Fig. 5), the welding voltage is adjusted. adjust also, by means of the adjusting knob 5 (Fig.5), the wire motor speed between 1.5 to 15 m/min as shown on the digital display.
-
Page 15: Mma Welding Process
8.2 MMA WELDING PROCESS (coated electrode) - Make the necessary connections to mains and earth as described in “Installation”. Connect the earth and electrode holder cables to welding plugs + (positive) and – (negative) according to electrode polarity. If necessary, pay attention to electrode manufacturer instructions. - Turn the main switch on rear panel to ON position. -
Page 16: Tig Welding Process
8.3 –TIG WELDING - Make the necessary connections to mains and earth as described in “Installation”. - Connect earth cable to positive plug by turning it firmly to right to assure a perfect electric contact. - Connect TIG torch power cable to negative plug by turning it to right to assure a perfect electric contact. - Connect gas tube to gas bottle. - Page 17 9. ELECTRICAL SCHEME...
-
Page 18: Maintenance
10. MAINTENANCE This arc welding equipment should be routinely maintained according to the manufacturers’ recommendations. All access and service doors and covers should be closed and properly fastened when the arc welding equipment is in operation. The arc welding equipment should not be modified in any way, except for those changes and adjustments covered in the manufacturer’s instructions. - Page 19 Wire coil breakage system too Adjust with adequate much tightened. pressure Damaged wire or wire coil. Check and replace, if necessary. Porosity in welding melt. Gas failure Check the bottle pressure and control de gas flow. Solenoid valve blocked Check and, if necessary, disassemble for cleaning.
- Page 20 1. INSTRUCTIONS DE SECURITÉ Dans sa conception, spécification des composants et fabrication, cette machine est en accord avec la réglementation en vigueur, à savoir les normes européennes (EN) et internationales (IEC). Sont applicables les Directives Européennes «Compatibilité Electromagnétique», «Baisse Tension» et «RoHS», ainsi que les normes IEC / EN 60974-1 et IEC / EN 60974-10.
- Page 21 1.1 COMPATIBILITÉ ELECTROMAGNETIQUE Si des perturbations électromagnétiques apparaissent, c’est de la responsabilité de l’utilisateur de résoudre le problème avec l’assistance technique du constructeur. Dans certains cas, l’action corrective peut se réduire à la simple connexion à la terre du circuit de soudage.
- Page 22 1.3.1 Risques d’atteintes externes Les arcs électriques produisent une lumière infrarouge et des rayons ultraviolets très vifs. Ces rayons endommageront vos yeux et brûleront votre peau si vous n’êtes pas correctement protégé. - Le soudeur à l'arc doit être habillé et protégé en fonction des contraintes de son travail. - Faîtes en sorte qu'aucune partie du corps des opérateurs et de leurs aides ne puisse entrer en contact avec des pièces et parties métalliques du circuit de soudage, et à...
- Page 23 2. SOUDAGE MIG/MAG (Metal Inert Gas / Metal Active Gas) MIG / MAG (MIG – Metal Inert Gas et MAG - Metal active gas) est un procédé de soudage à l'arc électrique avec un gaz protecteur qui utilise un fil qui fond à mesure qu'il est alimenté. L'action du gaz peut être nulle sur le bain de soudage (MIG - Metal Inert Gas) comme c'est le cas de l'Argon où...
- Page 24 3. SOUDAGE TIG (Tungten inert gas) TIG (Tungsten Inert Gas) est un procédé de soudage à l'arc sous atmosphère de gaz protecteur. Au moyen d’une torche TIG équipée d’une électrode en tungstène infusible (point de fusion de 3000°C) ce procédé ne libère pas des atomes con- taminants de soudage.
- Page 25 4. SOUDAGE MMA (électrode enrobé) Pour établir un arc électrique est induite une différence de potentiel entre l'électrode et la pièce à souder. L'air parmi eux devient ionisé et conducteur, de sorte que se ferme le circuit et l'arc électrique est créé. La température de l'arc fait fondre les matériels de base et d’addition qui est déposé...
- Page 26 5. PANNEAU DE CONTRÔLE Fig. 1 Afficheur numérique de courant de soudage Voyant de réglage de Hot Start pour améliorer l'amorçage de l'arc (mode MMA) Voyant de réglage d’Arc Force pour éviter que l'électrode ne colle à la pièce pendant le soudage (mode MMA) Bouton TEST GAS pour purger le tube de gaz de la torche et permettre régler le fluxe du débitmètre.
- Page 27 6 – CARACTERISTIQUES PRIMAIRE 200 MULTI SYN Tension d’alimentation monophasée (- 1 x 230 V (-+10%) +10%) Fréquence 50/60 Courant primaire maxime (MIG/MAG) 41,2 Courant primaire maxime (MMA) Courant primaire maxime (TIG) 30,2 Puissance max. absorbée (MIG/MAG) 9,48 Puissance max. absorbée (MMA) 9,89 Puissance max.
- Page 28 7.3 INSTALLATION DE BOBINE DE FIL (Soudage MIG/MAG) Fig.2 - Dévisser l'écrou de serrage (1 - Fig.2) pour placer la bobine de fil sur le support de bobine de fil (4- fig.1). Confirmer que le système de freinage (2- Fig.2) est opérationnel, avec la broche (5- Fig.2) correctement insérée dans le trou de la bobine (3- Fig.2).
-
Page 29: Soudage Mig/Mag
8. FONCTIONS 8.1 SOUDAGE MIG/MAG - Effectuer les connexions au réseau et à la terre (voir chapitre "BRANCHEMENT/MISE EN MARCHE"). - Installer la bobine de fil comme indiqué au chapitre précédent INSTALLATION DE LA BOBINE DE FIL - Raccorder le tuyau de gaz à la valve de la bouteille de gaz et au connecteur d'entrée de gaz sur le panneau arrière. - Page 30 - Avec boutons 7 (Fig.5), sélectionner MANUAL ou le programme synergique souhaité. - Si MANUAL est choisi : régler la tension de soudage avec le bouton 8 (Fig.5) de 10 à 26V. Pendant le soudage, ce paramètre est actif en permanence en tournant le bouton 8 (Fig. 5), la tension de soudage est ajustée. régler également, au moyen du bouton de réglage 5 (Fig.5), la vitesse du moteur du fil entre 1,5 et 15 m/min comme indiqué...
-
Page 31: Soudage Mig/Mag
8.2 SOUDAGE MMA (électrode enrobée) - Effectuer les connexions au réseau et á la terre (voir chapitre "BRANCHEMENT/MISE EN MARCHE"). Connecter le câble de masse et porte-électrodes aux prises rapides + (positive) et – (négative) selon la polarité de l’électrode à utiliser et d’accord les renseignements du fabricant. - Mettre le poste en marche en posant le disjoncteur ON/OFF. -
Page 32: Soudage Tig
8.3 –SOUDAGE TIG - Effectuer les connexions au réseau et á la terre (voir chapitre "BRANCHEMENT/MISE EN MARCHE"). - Connecter connecter la pince de masse au raccord rapide positive, et le serrer fermement en tournant à droite pour assurer un contact électrique parfait. - Connecter le câble de puissance de la torche TIG au connecteur rapide négatif (-) sur le panneau avant et le serrer fermement en tournant à... -
Page 33: Schème Électrique
9. SCHÉMA ÉLECTRIQUE... -
Page 34: Réparations
10. MAINTENANCE Le poste de soudage doit être entretenu régulièrement conformément aux prescriptions du fabricant. Les capots et autres accès doivent être fermés et correctement fixés lorsque la source de soudage fonctionne. L’équipement de soudage ne doit en aucun cas être modifié sauf indications contraires mentionnées par le fabricant. - Page 35 Guide-fil avarié. Nettoyer nécessaire, remplacer. Le galet ne correspond pas au Remplacer le galet au diamètre diamètre du fil correspondant. Système de freinage trop serré. Desserrer la pression du système. Fil oxydé, mal enroulé avec des Vérifier la bobine. spires surpassées. Mauvaise qualité...
-
Page 36: Instrucciones De Seguridad
1. INSTRUCCIONES DE SEGURIDAD Esta máquina, en su concepción, especificación de componentes y producción, está de acuerdo con la reglamentación en vigor [directivas comunitarias, normas europeas (EN) e internacionales (IEC). Son aplicables las Directivas europeas “Compatibilidad electromagnética”, “Baja tensión” y “RoHS”, bien como a norma IEC / EN 60974-10 y los requisitos de seguridad de la normativa IEC / EN 60974-1, 2, 5. - Page 37 1.1 COMPATIBILIDAD ELECTROMAGNÉTICA Si aparecen perturbaciones electromagnéticas, es de responsabilidad del usuario solucionar el problema con la asistencia técnica del fabricante. En algunos casos, la acción correctora puede reducirse a la simple conexión a la tierra del circuito de soldadura (ver nota a continuación).
- Page 38 1.3 PROTECCIÓN INDIVIDUAL 1.3.1 Riegos de lesiones externas Los arcos eléctricos producen una luz infrarroja y rayos ultravioletas muy vivos. Estos rayos dañarán sus ojos y quemarán su piel si no se protegen correctamente. - El soldador debe estar equipado y protegido en función de las dificultades del trabajo. - Taparse de modo que ninguna parte del cuerpo de los soldadores, pueda entrar en contacto con partes metálicas del equipo de soldadura, y también aquéllas que podrían encontrarse con la tensión de la red de alimentación.
-
Page 39: Soldadura Mig/Mag
2. SOLDADURA MIG/MAG (Metal Inert Gas / Metal Active Gas) MIG/MAG (MIG – Metal Inert Gas e MAG – Metal Active Gas) es un proceso de soldadura por arco eléctrico sobe gas de protección con el electrodo en bobina de hilo no revestido que funde a medida que es alimentado. -
Page 40: Soldadura Tig
3. SOLDADURA TIG (Tungsten Inert gas) Es un proceso de soldadura por arco eléctrico bajo pro- tección gaseosa, utilizando una antorcha con eléctrodo infusible de tungsteno y que puede ser ejecutado con o sin metal de aportación, en atmosfera de gas inerte co- mo el argón y sus mezclas. -
Page 41: Soldadura Mma
4. SOLDADURA MMA (electrodo revestido) Para establecer un arco eléctrico de soldadura se induce una diferencia de potencial entre el electrodo y la pieza de trabajo. El aire entre ellos se ioniza y se convierte en conductor, de modo que el circuito se cierra y crea el arco eléctrico. El calor del arco funde parcialmente el material de base que se deposi- ta creando un baño de soldadura. -
Page 42: Panel De Control
5. PANEL DE CONTROL Fig. 1 Display de corriente de soldadura Ajuste Hot Start para mejorar el cebado del arco (modo MMA) Arc Force para evitar colar el electrodo a la pieza a soldar durante la soldadura (modo MMA) Tecla TEST GAS para purgar el tubo de gas de la pistola y permitir la regulación del flujo en el caudalímetro. -
Page 43: Características
6 – CARACTERÍSTICAS PRIMÁRIO 200 MULTI SYN Alimentación monofásica (-+10%) 1 x 230 V (-+10%) Frecuencia 50/60 Corriente primaria máxima (MIG/MAG) 41,2 Corriente primaria máxima (MMA) Corriente primaria máxima (TIG) 30,2 Potencia absorbida máxima (MIG/MAG) 9,48 Potencia absorbida máxima (MMA) 9,89 Potencia absorbida máxima (TIG) 6,95... - Page 44 7.3 INSTALACIÓN BOBINA DE HILO (soldadura MIG/MAG) Fig.2 - Destornillar la tuerca de sujeción (1- Fig.2) para colocarse la bobina de hilo (3- Fig.2) sobre el portabobinas (4-fig.1). Confirmar que el sistema de freno (2- Fig.2) queda operativo, con el perno del portabobinas (5- Fig.2) correctamente introducido en el agujero de la bobina (3- Fig.2).
-
Page 45: Funciones
8. FUNCIONES 8.1 SOLDADURA MIG/MAG - Efectuar las conexiones a la red y tierra tal y como se indica en el capítulo "Instalación". - Instalar la bobina de hilo como se indica en el capítulo anterior INSTALACIÓN BOBINA DE HILO. - Conectar el tubo de gas de la antorcha a la entrada de gas en el panel trasero y al caudalímetro del tubo de gas. - Page 46 - Con los botones 7 (Fig.5), seleccionar MANUAL o el programa sinérgico deseado. - Si se elige MANUAL: regular la tensión de soldadura con el botón 8 (Fig.5) de 10 a 26V. Durante la soldadura, este parámetro está continuamente activo girando el botón 8 (Fig. 5), se ajusta la tensión de soldadura. ajuste también, por medio del botón de ajuste 5 (Fig.5), la velocidad del motor de hilo entre 1,5 a 15 m/min como se muestra en la pantalla digital.
- Page 47 8.2 SOLDADURA PROCESO MMA (electrodo revestido) - Efectuar las conexiones a la red y tierra tal y como se indica en el capítulo "Instalación". Conectar el cable de masa y porta-electrodos a las tomas rápidas + (positivo) y – (negativo) según la polaridad del electrodo utilizado y, de acuerdo con las indicaciones del fabricante.
- Page 48 8.3 – SOLDADURA TIG - Efectuar las conexiones a la red y tierra tal y como se indica en el capítulo "Instalación". - Conectar el cable de la pinza de masa a la toma positiva rodándolo firmemente hacia la derecha hasta asegurar un contacto perfecto.
-
Page 49: Esquema Eléctrico
9. ESQUEMA ELÉCTRICO... - Page 50 10. MANTENIMIENTO Se debe verificar el equipo de soldadura regularmente. En ningún caso se debe soldar con la máquina destapada o destornillada. No deben introducirse cambios de componentes o especificaciones sin previo acuerdo del fabricante. ANTES DE TODA INTERVENCIÓN INTERNA, desconectar el equipo de la red y tomar medidas para impedir la conexión accidental del aparato.
- Page 51 Hilo oxidado, mal arrollado con espiras Verificar el estado de la bobina. sobrepuestas. Falta de contacto del hilo con la punta de Verificar el estado de la punta y, si contacto de la antorcha necesario, cambiarla. Porosidades en la soldadura. Falta de gas.
-
Page 52: Instruções De Segurança
1. INSTRUÇÕES DE SEGURANÇA Esta máquina, na sua concepção, especificação de componentes e fabricação, está de acordo com a regulamentação em vigor, nomeadamente as normas europeias (EN) e internacionais (IEC). São aplicáveis as Directivas europeias “Compatibilidade Electromagnética”, “Baixa Tensão” e “RoHS”, bem como as normas IEC / EN 60974-1 e IEC / EN 60974-10. Os choques eléctricos podem ser mortais. - Page 53 1.1 COMPATIBILIDADE ELECTROMAGNÉTICA É da responsabilidade do utilizador solucionar, com a assistência técnica do fabricante, problemas originados por perturbações electromagnéticas. Em alguns casos, a solução correcta pode limitar-se á simples ligação á terra do circuito de soldadura. Caso contrário, pode ser necessário instalar um filtro electromagnético em torno da fonte e filtros de entrada. Em todos os casos, as perturbações electromagnéticas deverão reduzir-se até...
- Page 54 - Comprovar que as chispas projectadas não poderão desencadear um incêndio. Recordar que estas chispas podem reavivar-se várias horas depois do final da soldadura. 1.3 PROTECÇÃO INDIVIDUAL 1.3.1 Riscos de lesões externas O arco eléctrico produz radiações infravermelhas e ultravioletas muito vivas. Estes raios poderão causar danos nos olhos e queimaduras na pele se não se protegerem correctamente.
-
Page 55: Soldadura Mig/Mag
2. SOLDADURA MIG/MAG (Metal Inert Gas / Metal Active Gas) MIG/MAG (MIG – Metal Inert Gas e MAG – Metal Active Gas) é um processo de soldadura por arco eléctrico sob gás de protecção com o eléctrodo em bobina de fio não revestido que funde à... -
Page 56: Soldadura Tig
3. SOLDADURA TIG (Tungsten inert gas) É um processo de soldadura por arco eléctrico sob pro- tecção gasosa, utilizando uma tocha com eléctrodo infu- sível de tungsténio e que pode ser executado com ou sem metal de adição, em atmosfera de gás inerte como argon e suas misturas. -
Page 57: Soldadura Mma
4. SOLDADURA MMA (eléctrodo revestido) Para estabelecer um arco eléctrico de soldadura é induzida uma diferença de potencial entre o eléctrodo e a peça a soldar. O ar entre eles ioniza-se e torna-se condutor, de modo que fecha o circuito e cria o arco eléctrico. O calor do arco funde o material de base e o de adição que se deposita criando um banho de sol- dadura. -
Page 58: Painel De Controlo
5. PAINEL DE CONTROLO Fig. 1 Display da corrente de soldadura Ajuste Hot Start para melhorar a ignição do arco (modo MMA) Arc Force para evitar que o eletrodo cole à peça de trabalho durante a soldadura (modo MMA) Tecla TEST GAS para purgar o tubo de gás da pistola e permitir a regulação de fluxo no debitómetro. Pulsando a tecla o gás flui. -
Page 59: Características
6 – CARACTERÍSTICAS PRIMÁRIO 200 MULTI SYN Alimentação monofásica (-+10%) 1 x 230 V (-+10%) Frequência 50/60 Corrente primária máxima (MIG/MAG) 41,2 Corrente primária máxima (MMA) Corrente primária máxima (TIG) 30,2 Potência absorvida máxima (MIG/MAG) 9,48 Potência absorvida máxima (MMA) 9,89 Potência absorvida máxima (TIG) 6,95... -
Page 60: Bobina De Fio
7.3 INSTALACÃO BOBINA DE FIO (soldadura MIG/MAG) Fig.2 - Para aplicar a bobina sobre o desenrolador, desapertar a porca de sujeição (1-fig.2) e colocar a bobina de fio verificando se o orifício da bobina (3-fig.2) se aloja no pino (5-fig.2) do desenrolador para que o sistema de travagem (2-fig 2) se mantenha operativo. -
Page 61: Funções
8. FUNÇÕES 8.1 SOLDADURA MIG/MAG - Efectuar as ligações à rede e à terra tal como se indica no capítulo “Instalação”. - Instalar a bobina de fio como indicado no capítulo anterior INSTALACÃO BOBINA DE FIO. - Ligar o tubo de gás da tocha à entrada de gás no painel traseiro e ao debitómetro instalado na garrafa de gás. - Page 62 - Com os botões 7 (Fig.5), selecione MANUAL ou o programa sinérgico desejado. - Se MANUAL for escolhido: ajuste a tensão de soldadura com o botão 8 (Fig.5) de 10 a 26V. Durante a soldadura, este parâmetro está ativo continuamente girando o botão 8 (Fig. 5), a tensão de soldadura é ajustada. ajuste também, por meio do botão de ajuste 5 (Fig.5), a velocidade do motor de fio entre 1,5 a 15 m/min, conforme mostrado no display digital.
- Page 63 8.2 SOLDADURA PROCESSO MMA (eléctrodo revestido) - Efectuar as ligações à rede e à terra tal como se indica no capítulo “Instalação”. Ligar o cabo de massa e o porta-eléctrodos às tomadas rápidas + (positivo) e – (negativo) segundo a polaridade do elétrodo utilizado e de acordo com as indicações do fabricante.
- Page 64 8.3 – SOLDADURA TIG - Efectuar as ligações à rede e à terra tal como se indica no capítulo “Instalação”. - Conecte o cabo do alicate de massa à tomada positiva, rodando-a firmemente para a direita para assegurar um contacto perfeito. - Ligar o cabo de potência da tocha TIG à...
-
Page 65: Esquema Eléctrico
9. ESQUEMA ELÉCTRICO... -
Page 66: Manutenção
10. MANUTENÇÃO O equipamento de soldadura deve verificar-se regularmente. Em nenhum caso se deve soldar com a máquina destapada ou mal aparafusada. O equipamento de soldadura não deve nunca se modificar excepto de acordo com indicações do fabricante. Antes de qualquer intervenção ou reparação, deve assegurar-se que o equipamento de soldadura está desligado da instalação eléctrica e tomar medidas para impedir a ligação acidental da ficha na tomada. - Page 67 Porosidade na soldadura Falta de gás Verificar a pressão da garrafa e controlar o fluxo de gás Electroválvula bloqueada Verificar o seu funcionamento e, se necessário desmontar e limpar cuidadosamente. Excesso de vento ou correntes de ar na Resguardar a zona ou, eventualmente aumentar o fluxo de zona da soldadura gás.
Need help?
Do you have a question about the MONOMIG 200 C MULTI SYN and is the answer not in the manual?
Questions and answers