Table of Contents
Troubleshooting

Related Manuals for Miller XMT 450 CV















Summary of Contents for Miller XMT 450 CV
- Page 1 OM-292663A 2023-06 Processes Multiprocess Welding Description Arc Welding Power Source 450 CC/CV ® With ArcReach OWNER’S MANUAL For product information, Owner’s Manual translations, and more, visit www.MillerWelds.com...
- Page 2 We know you don’t have time to do it any other way. That’s why when Niels Miller first started building arc welders in 1929, he made sure his products offered long-lasting value and superior quality.
-
Page 3: Table Of Contents
TABLE OF CONTENTS SECTION 1 – SAFETY PRECAUTIONS – READ BEFORE USING..............1 Symbol Usage . -
Page 5: Section 1 - Safety Precautions - Read Before Using
SECTION 1 – SAFETY PRECAUTIONS – READ BEFORE USING Protect yourself and others from injury—read, follow, and save these important safety precautions and operating instructions. 1-1. Symbol Usage DANGER! – Indicates a hazardous situation which, if not avoided, will result in death or serious injury. The possible hazards are shown in the adjoining symbols or explained in the text. - Page 6 HOT PARTS can burn. WELDING can cause fire or explosion. � Do not touch hot parts bare handed. � Allow cooling period before working on equipment. Welding on closed containers, such as tanks, drums, or pipes, can cause them to blow up. �...
-
Page 7: Additional Hazards For Installation, Operation, And Maintenance
� Never weld on a pressurized cylinder—explosion will result. CYLINDERS can explode if � Use only correct compressed gas cylinders, regulators, hoses, damaged. and fittings designed for the specific application; maintain them Compressed gas cylinders contain gas under high and associated parts in good condition. pressure. -
Page 8: California Proposition 65 Warnings
� To reduce possible interference, keep weld cables as short as ARC WELDING can cause possible, close together, and down low, such as on the floor. interference. � Locate welding operation 100 meters from any sensitive electronic equipment. � Electromagnetic energy can interfere with sensitive electronic equipment such as microprocessors, �... -
Page 9: Section 2 - Consignes De Sécurité - Lire Avant Utilisation
SECTION 2 – CONSIGNES DE SÉCURITÉ - LIRE AVANT UTILISATION Pour écarter les risques de blessure pour vous-même et pour autrui — lire, appliquer et ranger en lieu sûr ces consignes relatives aux précautions de sécurité et au mode opératoire. 2-1. - Page 10 � S’assurer que tous les panneaux et couvercles sont correctement LES ACCUMULATIONS DE GAZ en place. risquent de provoquer des blessures � Fixer le câble de retour de façon à obtenir un bon contact métal- ou même la mort. métal avec la pièce à souder ou la table de travail, le plus près possible de la soudure.
-
Page 11: Symboles De Dangers Supplémentaires En Relation Avec L'installation, Le Fonctionnement Et La Maintenance
� Brancher le câble de masse sur la pièce le plus près possible de � Les porteurs d’implants médicaux doivent consulter leur médecin la zone de soudage pour éviter le transport du courant sur une lon- et le fabricant du dispositif avant de s’approcher de la zone où se gue distance par des chemins inconnus éventuels en provoquant déroule du soudage à... -
Page 12: Proposition Californienne 65 Avertissements
� Affûter l'électrode au tungstène uniquement à la meuleuse dotée LIRE LES INSTRUCTIONS. de protecteurs. Cette manœuvre est à exécuter dans un endroit sûr lorsque l'on porte l'équipement homologué de protection du vi- � Lire et appliquer les instructions sur les étiquettes sage, des mains et du corps. -
Page 13: Informations Relatives Aux Cem
Safety in Welding, Cutting, and Allied Processes, CSA Standard Subpart N, Part 1910 Subpart Q, and Part 1926, Subpart J. Website: W117.2 from Canadian Standards Association. Website: www. csa- www.osha.gov. group.org. OSHA Important Note Regarding the ACGIH TLV, Policy Statement on the Uses of TLVs and BEIs. -
Page 14: Section 3 - Definitions
Warning! Watch Out! There are possible hazards as shown by the symbols. Some symbols are found only on CE products. Some symbols are found only on CE products. Safe1 2012 05 1-1. Additional Safety Symbols And Definitions 1-1. Additional Safety Symbols And Definitions 1-1. - Page 15 Keep flammables away from cutting. Do not cut near flammables. Welding sparks can cause fires. Have a fire extinguisher nearby, and have a watchperson ready to use it. Do not cut on drums or any closed containers. Safe13 2012 05 Safe14 2012 05 Safe17 2017 04 Do not fuel a hot engine.
-
Page 16: Miscellaneous Symbols And Definitions
3-2. Miscellaneous Symbols And Definitions Amperage Flux Cored Arc Arc Force (DIG) Welding (FCAW) Voltage Shielded Metal Arc Flux Cored Arc Welding (SMAW) Welding - Self Shielded (FCAW-S) Setup (Arc Control) Primary Voltage Three Phase Static Gas Tungsten Arc Frequency Convert- Welding (GTAW) er-Transformer- Rectifier... -
Page 17: Section 4 - Specifications
Information About Default Weld Parameters And Settings NOTICE – Each welding application is unique. Although certain Miller Electric products are designed to determine and default to certain typical welding parameters and settings based upon specific and relatively limited application variables input by the end user, such default settings are for reference purposes only;... -
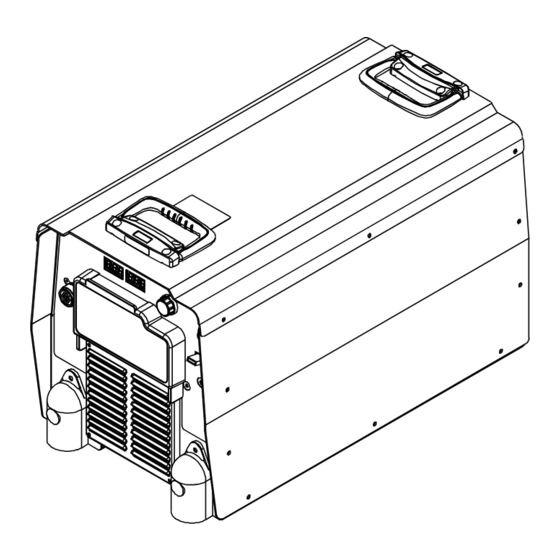
Page 18: Dimensions And Weight
4-7. Dimensions And Weight Hole Layout Dimensions A 8-11/16 in. (221 mm) B 11-3/8 in. (289 mm) 26.8 in. C 15-3/4 in. (681 mm) (400 mm) D 22-7/16 in. 17.2 in. (570 mm) (437 mm) E 2-3/4 in. (70 F 3-3/8 in. (86 mm) Dia. -
Page 19: Duty Cycle And Overheating
4-9. Duty Cycle And Overheating Duty Cycle is percentage of 10 minutes that unit can weld at rated load without overheating. If unit overheats, thermostat(s) opens, output stops, and cooling fan runs. Wait fifteen minutes for unit to cool. Reduce amperage or duty cycle before welding. -
Page 20: 4-10. Volt-Ampere Curves
4-10. Volt-Ampere Curves Volt-ampere curves show minimum and maximum voltage and amperage output ca- pabilities of welding power source. Curves of other settings fall between curves shown. STICK STICK REMOTE SCRATCH ARC CONTROL (DIG) 100% AMPERAGE AMPERAGE 252918-A / 252919-A OM-292663 Page 16... -
Page 21: Section 5 - Installation
SECTION 5 – INSTALLATION 5-1. Selecting A Location Do not move or operate unit where it Movement could tip. Special installation may be required where gasoline or volatile liquids are present - see NEC Article 511 or CEC Section 20. 1 Lifting Forks Extend forks beyond opposite side of unit. -
Page 22: Selecting Cable Sizes
5-2. Selecting Cable Sizes* NOTICE – The Total Cable Length in Weld Circuit (see table below) is the combined length of both weld cables. For example, if the power source is 100 ft (30 m) from the workpiece, the total cable length in the weld circuit is 200 ft (2 cables x 100 ft). Use the 200 ft (60 m) column to determine cable size. -
Page 23: Connecting Weld Output Cables
5-4. Connecting Weld Output Cables Do not place anything between weld cable terminal and copper bar. 803778-B Incorrect Installation 3/4 in. (19 mm) Turn off power before connecting to 1 Weld Output Terminal output terminal and secure with nut so that ps head wrench crescent wrench... -
Page 24: Remote 14 Receptacle Information
5-5. Remote 14 Receptacle Information Socket* Socket Information REMOTE 14 24 volts AC. Pro- 24 VOLTS AC tected by supplemen- tary protector CB2. Contact closure to A completes 24 volts C L N AC contactor control circuit. OUTPUT (CONTACTOR) Output to remote con- trol;... -
Page 25: Optional Gas Valve Operation And Shielding Gas Connection
5-7. Optional Gas Valve Operation And Shielding Gas Connection Obtain gas cylinder and chain to running gear, wall, or other stationary support so cyl- inder cannot fall and break off valve. 1 Cylinder 2 Regulator/Flowmeter Install so face is vertical. 3 Gas Hose Connection Fitting has 5/8-18 right-hand threads. -
Page 26: Electrical Service Guide
5-8. Electrical Service Guide Failure to follow these electrical service guide recommendations could create an electric shock or fire hazard. These recommen- dations are for an individual branch circuit sized for the rated output and duty cycle of one welding power source. In individual branch circuit installations, the National Electrical Code (NEC) allows the receptacle or conductor rating to be less than the rating of the circuit protection device. -
Page 27: Connecting Input Power
5-9. Connecting Input Power = GND/PE Earth Ground L1 L2 tools/ tools/ flathead philips head wrench crescent wrench wrench allen_set flathead philips head wrench crescent wrench tools/ 04 / 803766-C / 218005-A 5/16 in. Select size and length of conductors using Connect input conductors L1, L2, and L3 to Significant DC voltage can remain flathead... -
Page 28: Section 6 - General Operation
SECTION 6 – GENERAL OPERATION 6-1. Front Panel Ref. 273528-B 10 Arc Control Stiff Indicator � � The meters display the actual weld Weld process operation sections de- output values after arc initiation and 11 Arc Control Soft Indicator scribe functionality of the identified remains displayed for approximately items (See Sections 7-2 thru 9-2). -
Page 29: Mode Switch Settings
6-2. Mode Switch Settings Switch Position Process Output Control Panel Adjust Remote 14 ArcReach Adjust Adjust GMAW WIRE - Gas Remote 14 Volts Volts FCAW GMAW WIRE - Gas* Electrode Hot Volts Volts Volts FCAW WIRE - No Gas* FCAW-S Electrode Hot Volts Volts... -
Page 30: Section 7 - Gtaw Operation
SECTION 7 – GTAW OPERATION 7-1. Typical Connection For GTAW Process Turn off power before making connections. 1 Foot Control 2 Positive (+) Weld Output Terminal 3 Remote 14 Receptacle Connect desired remote control to Remote 14 receptacle if required. 4 Gas In Connection (Optional) 5 Gas Cylinder 6 Gas Out Connection (Optional) -
Page 31: Lift-Arc
7-2. Lift-Arc TIG Welding Mode - GTAW Lift-Arc - Output ON ® Ref. 273528-B 1 − 2 “Touch” Seconds Do NOT Strike Like A Match! Weld terminals are energized at all The open-circuit voltage is shown in the Left � If an ArcReach device is used for am- Display. -
Page 32: Tig Welding Mode - Gtaw Process - Remote On/Off
7-3. TIG Welding Mode - GTAW Process - Remote ON/OFF Ref. 273528-B Weld terminals energized Rotate Mode Switch to TIG position as � If a remote control is connected to the through the remote control in TIG shown. Remote14 Receptacle and used for welding mode. -
Page 33: Section 8 - Gmaw/Fcaw Operation
SECTION 8 – GMAW/FCAW OPERATION 8-1. Typical Connection For Remote Control Feeder GMAW/FCAW Process Ref. 277778-A 6 Gun Turn power before making � The connection diagram illustrates connections. 7 Wire Feeder DCEP (reverse polarity) suitable for all wires except self-shielded FCAW-S. 1 Remote 14-Receptacle 8 Gas Hose The majority of self-shielded FCAW-S... -
Page 34: Mig Welding Mode - Gmaw/Fcaw Process - Remote On-Off
8-2. MIG Welding Mode - GMAW/FCAW Process - Remote ON-OFF Ref. 273528-B Rotate Mode Switch to GMAW/FCAW GAS, Arc Control Weld terminals energized through the remote control in MIG REMOTE ON/OFF position. Pressing the Arc Control button will cause welding mode. The preset voltage is shown in the Left Dis- the Arc Control Indicator to light. -
Page 35: Typical Connection For Voltage-Sensing Feeder Gmaw/Fcaw/Fcaw-S Process
8-3. Typical Connection For Voltage-Sensing Feeder GMAW/FCAW/FCAW-S Process Turn off power before making connections. 1 Positive (+) Weld Output Terminal 2 Negative (-) Weld Output Terminal 3 Ground Cable to Workpiece 4 Workpiece 5 Voltage Sensing Clamp 6 Gun 7 Gun Trigger Receptacle 8 Wire Feeder 9 Gas Hose 10 Gas Cylinder... -
Page 36: V-Sense Feeder Welding Mode - Gmaw/Fcaw/Fcaw-S Output On
8-4. V-Sense Feeder Welding Mode - GMAW/FCAW/FCAW-S Output ON Ref. 273528-B Weld terminals are energized at all Operation Arc Control times in V-Sense Feeder welding The Adjust Control is used to set desired Pressing the Arc Control button will cause mode. -
Page 37: Section 9 - Smaw/Cac-A Operation
SECTION 9 – SMAW/CAC-A OPERATION 9-1. Typical Connection For SMAW And CAC-A Process Ref. 277781-C 3 Positive (+) Weld Output Terminal 6 Negative (-) Weld Output Terminal Turn power before making connections. 4 Remote 14 Receptacle 7 Workpiece 1 Electrode Holder (Carbon Arc) Connect desired remote control to remote 14 receptacle as required. -
Page 38: Stick Welding Modes - Smaw Exx18/Smaw Exx10/Cac-A Gouge - Output On
9-2. Stick Welding Modes - SMAW EXX18/SMAW EXX10/CAC-A Gouge - Output ON Ref. 273528-B Weld terminals are energized at all Operation will light and STIF or SOFT will appear on times in Stick welding mode. the Left Display. 0 to 25 will appear on the While the Amps Indicator is lit under the Right Display. -
Page 39: Optional Low Open Circuit Voltage (Ocv) Welding Modes
9-3. Optional Low Open Circuit Voltage (OCV) Welding Modes Low OCV Operation The unit can be optionally configured for low open circuit voltage (OCV) operation in OUTPUT ON: Wire, Stick, Lift-Arc TIG modes. When the unit is configured for low OCV operation a lower sensing voltage is present between the electrode and the workpiece prior to the elec- trode touching the workpiece. -
Page 40: Section 10 - Maintenance And Troubleshooting
SECTION 10 – MAINTENANCE AND TROUBLESHOOTING solderiron heavy-duty workclamp light-duty workclamp wirecutter frontcutter stripcrimp 10-1. Routine Maintenance A complete Parts List is available at www.MillerWelds.com A complete Parts List is available at www.MillerWelds.com SECTION 17 MAINTENANCE & TROUBLESHOOTING MAINTENANCE & TROUBLESHOOTING Disconnect power before maintaining. -
Page 41: 10-3. Help Displays
10-3. Help Displays � All directions are in reference to the front of the unit. All circuitry referred to is located inside the unit. Help 1, 6, 7 Display Indicates a malfunction in the primary power circuit. If this display is shown, contact a Fac- tory Authorized Service Agent. -
Page 42: 10-4. Troubleshooting
10-4. Troubleshooting Trouble Remedy No weld output; unit completely Place line disconnect switch in On position (see Section 5-9). inoperative. Check and replace line fuse(s), if necessary, or reset circuit breaker (see Section 5-9). Check for proper input power connections (see Section 5-9). No weld output;... - Page 43 OM-292663 Page 39...
-
Page 44: Section 11 - Electrical Diagram
SECTION 11 – ELECTRICAL DIAGRAM Figure 11-1. Circuit Diagram OM-292663 Page 40... - Page 45 Ref. 292480-A OM-292663 Page 41...
- Page 46 Notes...
- Page 47 Effective January 1, 2023 (Equipment with a serial number preface of ND or newer) This limited warranty supersedes all previous Miller warranties and is exclusive with no other guarantees or war- ranties expressed or implied. � CoolBelt, PAPR Blower, and PAPR Face...
- Page 48 Appleton, WI 54914 USA tact your distributor and/or equipment manu- facturer’s Transportation Department. International Headquarters–USA USA Phone: 920-735-4505 USA & Canada FAX: 920-735-4134 International FAX: 920-735-4125 For International Locations Visit www.MillerWelds.com ORIGINAL INSTRUCTIONS – PRINTED IN USA © Miller Electric Mfg. LLC 2023-06...
Need help?
Do you have a question about the XMT 450 CV and is the answer not in the manual?
Questions and answers