Advertisement
Quick Links
W315 PLASTİK BORU HİDROLİK ALIN KAYNAK&DİRSEK
MAKİNESİ d.90-280-(315) KULLANMA KILAVUZU
W315 PLASTIC PIPES HYDRAULIC BUTT WELDING&ELBOW
MACHINE d.90-280-(315) USER MANUAL
W315 СВАРОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ СТЫКОВОЙ
СВАРКИ ПОЛИЭТИЛЕНОВЫХ ТРУБ
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
www.elbor.com.tr
Advertisement

Related Manuals for WELTECH Elbor W315













Summary of Contents for WELTECH Elbor W315
- Page 1 W315 PLASTİK BORU HİDROLİK ALIN KAYNAK&DİRSEK MAKİNESİ d.90-280-(315) KULLANMA KILAVUZU W315 PLASTIC PIPES HYDRAULIC BUTT WELDING&ELBOW MACHINE d.90-280-(315) USER MANUAL W315 СВАРОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛИЭТИЛЕНОВЫХ ТРУБ ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ www.elbor.com.tr...
- Page 2 İçindekiler Content W315 HİDROLİK ALIN KAYNAK&DİRSEK MAKİNESİ (W315 HYDRAULIC BUTT WELDING MACHINE)....MAKİNANIN ÖZELLİKLERİ (PROPERTIES OF THE MACHINE) ................ALIN KAYNAK MAKİNASI EKİPMANLARI (EQUIPMENTS OF THE MACHINE) ............ ANA GÖVDE (MAIN BODY) ..........................TRAŞLAYICI (TRIMMER) ..........................ISITICI (HEATER) .............................. MUHAFAZA VE DESTEK KUTUSU (PROTECTIVE CASING) ................
- Page 3 W315 HİDROLİK ALIN KAYNAK& DİRSEK MAKİNESİ W315 HYDRAULIC BUTT WELDING&ELBOW MACHINE W315 ПОЛУГИДРАВЛИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛИЭТИЛЕНИВЫХ ТРУБ Güç kaynağı 220 V 50/60 Hz Monofaze Power Supply Питание Traşlayıcı motor gücü 220 V-0,75 KW Trimmer motor power Торцеватель с электроприводом Hidrolik motor gücü...
- Page 4 W315 HİDROLİK ALIN KAYNAK MAKİNESİ GENEL ÖZELLİKLERİ • W315 Weltech Alın kaynak makinesi 32 Bar'a kadar ısıtma sistemi kullanılarak, makine boyutlarına göre, 90 - 110 - 125 - 140 - 160 -180 - 200 - 225 - 250 -280mm çapa ve 32 Bar’a kadar PE, PP, PVDF malzemeli 30°,45°,60°,90° plastik Dirsek imalatını...
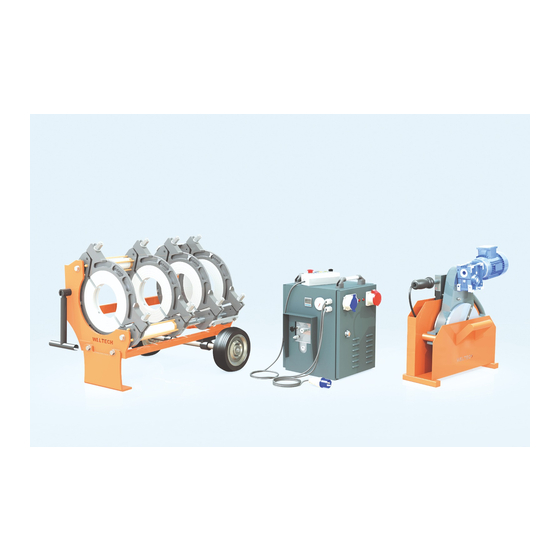
- Page 5 HİDROLİK ALIN KAYNAK MAKİNESİ EKİPMANLARI EQUIPMENTS OF THE HYDRAULIC MACHINE ОБОРУДОВАНИЕ АППАРАТА ISITICI ANA GÖVDE HİDROLİK ÜNİTE MAIN BODY HYDRAULIC UNIT HEATER НАГРЕВАТЕЛЬ ЦЕНТРАТОР Гидростанция TRAŞLAYICI MUHAFAZA VE DESTEK KUTUSU KELEPÇE VE PAFTALAR TRIMMER CLAMP AND INSERTS PROTECTIVE AND CASING ТОРЦЕВАТЕЛЬ...
- Page 6 ANA GÖVDE. Ana gövde, üzerinde bulunan iki adet hareketli ve iki adet sabit kıskaç ile kaynak işlemi yapılacak plastik borulara destek olarak, sabitlenmesini ve merkezlenmesini sağlamaktadır. Sisteme hidrolik basınç kuvveti uygulanır. Taşıyıcı mil üzerinde bulunan iki adet piston ile bu kuvvet hareketli kıskaçları ileri ve geri yönlendirerek, kaynak işleminin gerçekleşmesi için gereken hareketi sağlar.
- Page 7 TABLE 1: AÇILI PAFTA-ANGLED INSERT...
- Page 8 30º ELBOW DIMENSIONS‐ 15 º INSERT PIPE DIA a b 90 175 150 110 180 150 125 184 150 140 188 150 160 193 150 180 198 150 200 203 150 225 210 150 250 267 200 280 275 200 315 284 200 355 295 ...
- Page 9 45º ELBOW DIMENSIONS‐11.25 º INSERT PIPE DIA a b c d 90 170 150 145 100 110 172 150 148 102 125 175 150 153 104 140 178 150 161 105 160 182 150 171 107 180 186 150 182 110 200 190 150 ...
- Page 10 60º ELBOW DIMENSIONS‐15 º INSERT PIPE DIA a b c d 90 175 150 180 120 110 180 150 186 127 125 184 150 197 130 140 188 150 204 130 160 193 150 215 130 180 198 150 226 130 200 204 150 ...
- Page 11 90º ELBOW DIMENSIONS‐15 º INSERT PIPE DIA a b c d 90 160 135 130 80 110 164 135 140 83 125 168 135 151 84 140 173 135 158 83 160 178 135 167 81 180 183 135 176 80 200 189 135 ...
- Page 12 TRAŞLAYICI Traşlayıcı; sağ ve sol tarafında bulunan iki döner kanat ve bu kanatlar üzerinde bulunan kesici bıçaklar ile ana gövde üzerine sabitlenmiş ve merkezlenmiş boruların, ısıtma işleminden önce alın temizliğini yapan ve ısıtmaya hazır hale getiren alın kaynak makinesi elemanıdır.Traşlayıcının döner hareketi, üzerinde bulunan motor ve redüktör grubu tarafından sağlanır. TRIMMER The trimmer is the tool which cleans and smoothes the both ends of the pipes before the heating process with its blades on both sides.
- Page 13 ISITMA PLAKASI TAŞIMA KOLU HEATING PLATE HANDLE ПОВЕРХНОСТЬ НАГРЕВАТЕЛЯ РУЧКА ELEKTRİK FİŞİ POWER PLUG ВИЛКА MUHAFAZA VE DESTEK KUTUSU Muhafaza ve destek kutusu, ısıtıcının ısı kaybını önler ve traşlayıcı, ısıtıcıya destek olarak dışarıdan gelecek etkilere karşı (darbe, su, vb.) korur. PROTECTIVE CASE The protective casing prevents heat loss of the heater and protects the trimmer from external effects (impact, water, etc.).
- Page 14 HİDROLİK VE ELEKTRİK KONTROL ÜNİTESİ (HYDRAULIC POWER PACK WITH ELECTRIC CONTROL UNIT ) ГИДРОАГРЕГАТ С БЛОКОМ УПРАВЛЕНИЯ. Elektrik ve hidrolik kontrol ünitesi; makinenin çalışması için gerekli olan elektriği ısıtıcı ve traşlayıcıya hidrolik basıncı ise ana makineye iletir. Kontrol ünitesi el kumandası vasıtası ile çalıştırılır. El kumandasının üzerinde iki buton ve bir anahtar vardır. Butonlar hareketli kıskaçları...
- Page 15 ALIN KAYNAK MAKİNASININ ÇALIŞTIRILMASI VE KAYNAK İŞLEMİ 1- Elektrik ünitesinin elektrik fişi, jeneratöre veya herhangi bir 220 V fişe takılır. 2- Isıtıcı, kaynak işlemine başlamadan önce elektrik panosuna takılıp elektrik verilir ve ısıtılmaya başlanır. 3- Hareket kolu kullanılarak hareketli kelepçe grubu ileri ve geri çalıştırılır ve makinenin problemsiz hareketi gözlenir. 4- Boru çapına uygun paftalar seçilir, traşlama için gereken boşluk gözetilerek borular paftalarla ana makineye bağlanır.
- Page 16 Pipe wall thickness Толщина стенки трубы T.01 Boru et kalınlığı - kaynak sıcaklığı tablosu. T.01 Pipe wall thickness - source temperature table. Т.01 Толщина стенки трубы-Таблица температуры сварки OPERATION OF THE MACHINE AND WELDING PROCESS 1-Supply energy to the hydraulic unit by means of the generator 220 V 2-Plug in the socket of the heater to the plug socket on the hydraulic unit and wait for the temperature raising.
- Page 17 Инструкция по применению сварочного стыкового оборудования 1-Во время сварки Нагреватель и торцеватель подключаются в розетку или генератор с напряжением в 220 B 2-Прежде чем начать процесс сварки необходимо нагревательный элемент довести до нужной температуры 210 С +/- 220 С 3-Для установления давления нагрева (увеличение по часовой стрелке) и проверки машины, нажмите...
- Page 18 KAYNAK POZİSYONLARI WELDING POSITIONS Позиции сварки Düz boruların bağlantı şekli Düz ve inegal te borularının bağlantı şekli Installation of straight pipes Installation of straight pipe and reducing tee Сварка труб Сварка трубы с редукционным тройником Düz boru ve dirsek borunun bağlantı şekli Düz boru ve flanş...
- Page 19 Şekil 1. Flanş adaptör paftasının kullanılması Fig. 1. Using the flange adaptor clamp Рис. 1. Фланцевый адаптер Для сварки коротких втулок под фланец FLANŞ ADAPTÖRÜ OPSİYONEL OLUP FİYATA DAHİL DEĞİLDİR FLANGE ADAPTER IS OPTIONAL AND NOT INCLUDED IN THE PRICE ФЛАНЦЕВЫЙ ПЕРЕХОДНИК ДОПОЛНИТЕЛЬНО И НЕ ВКЛЮЧЕН...
- Page 20 GÜVENLİK AÇISINDAN DİKKAT EDİLMESİ GEREKEN HUSUSLAR Makinenin çalışma sistemi hakkında bilgisi olmayan kişiler makineyi kullanmamalıdır. Operatör kazaya sebebiyet verebilecek giysiler giymekten kaçınmalıdır. Çalışma anında makine ekipmanlarının, kazaya sebebiyet vermemesi için uygun aralıklarla yerleştirilerek kullanılmalıdır. Makine ve ekipmanları, çalışma anında devrilmeye karşı düzgün bir zemine yerleştirilmelidir. Kullanıma başlamadan önce, elektrik bağlantıları...
- Page 21 BORULARDA KAYNAK HATALARI WELDING DEFECTS ОШИБКИ ПРИ СВАРКИ ТРУБЫ FARKLI SICAKLIK VE ZAMANDAN KAYNAKLANAN HATA DOĞRU KAYNAK CORRECT WELDING ERROR DUE TO DIFFERENT HEATING AND TIME ПРАВИЛЬНАЯ СВАРКА ОШИБКА ИЗ РАЗЛИЧНЫХ ТЕМПЕРАТУР И РАННЯЯ СВАРКА ÇOK FAZLA BASINÇTAN KAYNAKLANAN HATA YETERSİZ BASINÇTAN KAYNAKLANAN HATA ERROR DUE TO OVER-PRESSURE ERROR DUE TO INSUFFICIENT PRESSURE...
- Page 22 W315 HİDROLİK ALIN KAYNAK MAKİNESİ KAYNAK PARAMETRELERİ W315 HYDRAULIC WELDING MACHINE WELDING PARAMETERS W315 ПАРАМЕТРЫ СВАРОЧНОГО АППАРАТА ВРЕМЯ : İstenilen dudak kalınlığı için gereken süre : Basınçsız ısıtma süresi : Değiştirme için gereken zaman : Basıncı arttırma zamanı : Soğutma için gereken zaman : Dudak kalınlığı...
- Page 23 W315 WELDING PARAMETERS - KAYNAK PARAMETRELERİ Total Cylinder Section 20 cm² PN4 SDR41 Accord ng DVS 2207-1 HDPE100 P pe Wall Force Bead Heat-Up t me Change- Pressure Cool ng-Up Total d ameter (OD) th ckness (s) (Pressure) he ght w thout Over t me (t3) ncreas ng...
- Page 24 HDPE 100 Total Cylinder Section 20,00 cm² Total Cylinder Section 20,00 cm² Total Cylinder Se PN6,3 SDR26 Accord ng DVS 2207-1 HDPE100 P pe Wall Force Bead Heat-Up t me Change- Pressure Cool ng-Up Total d ameter (OD) th ckness (s) (Pressure) he ght w thout...
- Page 25 HDPE 100 Total Cylinder Section 20 cm² PN10 SDR17 Accord ng DVS 2207-1 HDPE100 P pe Wall Force Bead Heat-Up t me Change- Pressure Cool ng-Up Total d ameter (OD) th ckness (s) (Pressure) he ght w thout Over t me (t3) ncreas ng t me (t5) Weld ng...
- Page 26 HDPE 100 Total Cylinder Section 20 cm² PN16 SDR11 Accord ng DVS 2207-1 HDPE100 P pe Wall Force Bead Heat-Up t me Change- Pressure Cool ng-Up Total d ameter (OD) th ckness (s) (Pressure) he ght w thout Over t me (t3) ncreas ng t me (t5) Weld ng...
- Page 27 HDPE 100 Total Cylinder Section 20 cm² PN25 SDR7,4 Accord ng DVS 2207-1 HDPE100 P pe Wall Force Bead Heat-Up t me Change- Pressure Cool ng-Up Total d ameter (OD) th ckness (s) (Pressure) he ght w thout Over t me (t3) ncreas ng t me (t5) Weld ng...
- Page 28 HDPE 80 Total Cylinder Section 20 cm² PN3,2 SDR41 Accord ng DVS 2207-1 HDPE80 P pe Wall Force Bead Heat-Up t me Change- Pressure Cool ng-Up Total d ameter (OD) th ckness (s) (Pressure) he ght w thout Over t me (t3) ncreas ng t me (t5) Weld ng...
- Page 29 HDPE 80 Total Cylinder Section 20 cm² HDPE80 PN5 SDR26 Accord ng DVS 2207-1 P pe Wall Force Bead Heat-Up t me Change- Pressure Cool ng-Up Total d ameter (OD) th ckness (s) (Pressure) he ght w thout Over t me (t3) ncreas ng t me (t5) Weld ng...
- Page 30 HDPE 80 Total Cylinder Section 20 cm² PN8 SDR17 HDPE80 Accord ng DVS 2207-1 P pe Wall Force Bead Heat-Up t me Change- Pressure Cool ng-Up Total d ameter (OD) th ckness (s) (Pressure) he ght w thout Over t me (t3) ncreas ng t me (t5) Weld ng...
- Page 31 HDPE 80 Total Cylinder Section 20 cm² PN12,5 SDR11 HDPE80 Accord ng DVS 2207-1 P pe Wall Force Bead Heat-Up t me Change- Pressure Cool ng-Up Total d ameter (OD) th ckness (s) (Pressure) he ght w thout Over t me (t3) ncreas ng t me (t5) Weld ng...
- Page 32 HDPE 80 Total Cylinder Section 20 cm² PN20 SDR7,4 HDPE80 Accord ng DVS 2207-1 P pe Wall Force Bead Heat-Up t me Change- Pressure Cool ng-Up Total d ameter (OD) th ckness (s) (Pressure) he ght w thout Over t me (t3) ncreas ng t me (t5) Weld ng...
- Page 33 Total Cylinder Section 20 cm² Accord ng DVS 2207-1 PN2,5 SDR41 P pe Wall Force Bead Heat-Up t me Change- Pressure Cool ng-Up Total d ameter (OD) th ckness (s) (Pressure) he ght w thout Over t me (t3) ncreas ng t me (t5) Weld ng pressure (t2)
- Page 34 Total Cylinder Section 20 cm² PN4 SDR26 Accord ng DVS 2207-1 P pe Wall Force Bead Heat-Up t me Change- Pressure Cool ng-Up Total d ameter (OD) th ckness (s) (Pressure) he ght w thout Over t me (t3) ncreas ng t me (t5) Weld ng pressure (t2)
- Page 35 Total Cylinder Section 20 cm² PN10 SDR11 Accord ng DVS 2207-1 P pe Wall Force Bead Heat-Up t me Change- Pressure Cool ng-Up Total d ameter (OD) th ckness (s) (Pressure) he ght w thout Over t me (t3) ncreas ng t me (t5) Weld ng pressure (t2)
- Page 36 Total Cylinder Section 20 cm² PN20 SDR6 Accord ng DVS 2207-1 P pe Wall Force Bead Heat-Up t me Change- Pressure Cool ng-Up Total d ameter (OD) th ckness (s) (Pressure) he ght w thout Over t me (t3) ncreas ng t me (t5) Weld ng pressure (t2)
-
Page 38: Garanti̇ Belgesi̇
Elbor Makine San. ve Tic. Ltd. Şti. Merkez Mahallesi, Selimpasa Ortakoy Sanayi Bolgesi, 608. Caddesi, 732. Sokak, Selim Paşa Cd. No:97 İstanbul / TÜRKİYE Tel: +90 212 549 43 57 / Fax: +90 212 549 43 58 info@elbor.com.tr export@elbor.com.tr export@weltech.com.tr... -
Page 39: Certificate Of Warranty
Elbor Makine San. ve Tic. Ltd. Şti. Merkez Mahallesi, Selimpasa Ortakoy Sanayi Bolgesi, 608. Caddesi, 732. Sokak, Selim Paşa Cd. No:97 İstanbul / TÜRKİYE Tel: +90 212 549 43 57 / Fax: +90 212 549 43 58 info@elbor.com.tr export@elbor.com.tr export@weltech.com.tr... - Page 40 Elbor Makine San. ve Tic. Ltd. Şti. Merkez Mahallesi, Selimpasa Ortakoy Sanayi Bolgesi, 608. Caddesi, 732. Sokak, Selim Paşa Cd. No:97 İstanbul / TÜRKİYE Tel: +90 212 549 43 57 / Fax: +90 212 549 43 58 info@elbor.com.tr export@elbor.com.tr export@weltech.com.tr...
- Page 41 Elbor Makine San. ve Tic. Ltd. Şti. Merkez Mahallesi, Selimpasa Ortakoy Sanayi Bolgesi, 608. Caddesi, 732. Sokak, Selim Paşa Cd. No:97 İstanbul / TÜRKİYE Tel: +90 212 549 43 57 / Fax: +90 212 549 43 58 info@elbor.com.tr export@elbor.com.tr export@weltech.com.tr www.elborweltech.com /elbormak ne1 /elbormak ne...
Need help?
Do you have a question about the Elbor W315 and is the answer not in the manual?
Questions and answers