Table of Contents
Advertisement
Available languages
Available languages
Quick Links
Advertisement
Chapters
Table of Contents

Related Manuals for Fronius Robacta Drive CMT W












Summary of Contents for Fronius Robacta Drive CMT W
- Page 1 Operating instructions Robacta Drive CMT W Robacta Drive CMT W Pro Robacta Drive CMT PAP W Robacta Drive CMT PAP W Pro RA Drive CMT PAP W FL Bedienungsanleitung Operating instructions Návod k obsluze Návod na obsluhu 操作说明书 42,0410,1384 016-30052022...
-
Page 3: Table Of Contents
Inhaltsverzeichnis Sicherheit Sicherheit Installation und Inbetriebnahme Gerätekonzept Erstausrüstung und Werkzeug Grundausstattung Robacta Drive CMT Pro Rohrbogen-Empfehlung Draht-Führungseinsatz montieren Verschleißteile an der Antriebseinheit montieren Schlauchpaket montieren und anschließen PAP Schlauchpaket montieren und anschließen Drahtpuffer anschließen RA Drive CMT-PAP W FL anschließen Schweißbrenner anschließen Externen Draht-Förderschlauch anschließen Richtige Verlegung des Roboter-Schlauchpaketes... -
Page 4: Sicherheit
Sicherheit Sicherheit WARNUNG! Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten. Schwere Personen- und Sachschäden können die Folge sein. ▶ Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen nur von technisch geschultem Fachpersonal ausgeführt werden. ▶ Dieses Dokument vollständig lesen und verstehen. ▶... - Page 5 Wassergekühlte Geräte nie ohne Kühlmittel in Betrieb nehmen. ▶ Während des Schweißens sicherstellen, dass ein ordnungsgemäßer Kühlmit- tel-Durchfluss gegeben ist - bei Verwendung von Fronius-Kühlgeräten ist dies der Fall, wenn im Kühlmittel-Behälter des Kühlgerätes ein ordnungs- gemäßer Kühlmittel-Rückfluss ersichtlich ist.
-
Page 6: Installation Und Inbetriebnahme
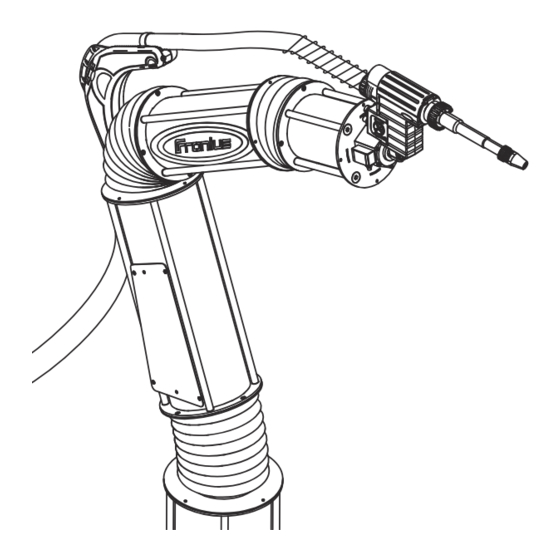
Installation und Inbetriebnahme Gerätekonzept Der CMT Roboter-Schweißbrenner Robacta Drive CMT besteht aus Rohrbogen, Antriebseinheit mit Haltewinkel und Schlauchpaket. In Kombination mit dem Drahtpuffer am Schlauchpaket sorgt der integrierte Draht-Antriebsmotor für eine schnelle, reversierende Bewegung der Drahtelek- trode. Die externe Drahtführung ermöglicht einen raschen Wechsel aller Draht- Förderkomponenten. -
Page 7: Grundausstattung Robacta Drive Cmt Pro
CrNi inch .032 .035 .039 .047 "CB" "CB" i n . ( 1 . Werkzeug: Gabelschlüssel SW 10/12 Arretierschlüssel SW 13 Ablängrohr (zum Ablängen des Draht-Führungseinsatzes) Innensechskant-Schlüssel SW 3 * „Schlüssel für Überwurfmutter“ (Option) Grundausstat- * Flachstecker am Gehäuse tung Robacta ** Gasdüsen-Positionsset Drive CMT Pro inkl. -
Page 8: Rohrbogen-Empfehlung
Rohrbogen- Robacta 280 : 22° Empfehlung Robacta 300 : 22°, 36° Robacta 400 : 22°, 36° Robacta 500 : 22°, 36° Robacta 700 : 22°, 36° Robacta 5000 : 22°, 36° Erforderliche Kontaktrohre: Kontaktrohr M8 CB (mit Zentrierbohrung) Kontaktrohr M10 CB (mit Zentrierbohrung) Nachfolgende Montageschritte sind am Beispiel eines Robacta 300 / 500 erläutert. -
Page 9: Draht-Führungseinsatz Montieren
Draht-Führungs- WICHTIG! Ausschließlich Kontaktrohre mit Zentrierbohrung verwenden! einsatz montie- * Der Draht-Führungseinsatz 44,0350,1806 kann bei einem Robacta 280 45°- Brennerkörper nur von vorne montiert und demontiert werden. WICHTIG! Beim Ablängen des Draht-Führungseinsatzes darauf achten, dass das Kontaktrohr im Rohrbogen fest montiert ist der Draht-Führungseinsatz satt am Kontaktrohr anliegt Grate auf der Innenseite des Draht-Führungseinsatzes entfernen. -
Page 10: Verschleißteile An Der Antriebseinheit Montieren
"CB" i n c Verschleißteile WICHTIG! Beim Aufsetzen des Rohrbogens auf die Robacta Drive CMT Kuppel- an der Antriebs- stelle folgendes beachten: der Draht-Führungseinsatz muss knickfrei in das Aus- einheit montie- laufstück an der Robacta Drive CMT Kuppelstelle gleiten. VORSICHT! Gefahr von Kühlmittel-Austritt. -
Page 12: Schlauchpaket Montieren Und Anschließen
Schlauchpaket WICHTIG! Bei Montage des Schlauchpaketes Anschlusskabel in Ausnehmung montieren und verlegen (Abb.5). Auf richtigen Anschluss der Steckanschlüsse achten. anschließen * Drehmoment: 3,0 Nm ** Drehmoment: 1,5 Nm max. -
Page 13: Pap Schlauchpaket Montieren Und Anschließen
WICHTIG! Bei Montage des Schlauchpaketes Anschlusskabel in Ausnehmung paket montieren verlegen (Abb.5). Auf richtigen Anschluss der Steckanschlüsse achten. und anschließen * Drehmoment: 3,0 Nm ** Drehmoment: 3,0 Nm WICHTIG! Der Draht-Förderschlauch darf nicht aus dem Schlauchpaket gezo- gen werden. Der Wiedereinbau ist nur durch Fronius möglich. -
Page 14: Drahtpuffer Anschließen
Drahtpuffer an- WICHTIG! Draht-Förderschlauch zwischen Drahtpuffer und Robacta Drive CMT schließen keiner Zugspannung aussetzen. -
Page 15: Ra Drive Cmt-Pap W Fl Anschließen
RA Drive CMT- * Detaillierte Daten zur Montage an den jeweiligen Robotertypen entnehmen Sie PAP W FL an- dem Beiblatt „Schlauchpaket CMT mit Drahtpuffer am Roboter montieren“ schließen (42,0410,1518). - Page 17 WICHTIG! Draht-Förderschlauch zwi- schen Drahtpuffer und Robacta Drive CMT-PAP W keiner Zugspannung aus- setzen.
-
Page 18: Schweißbrenner Anschließen
Schweißbrenner WICHTIG! Beim Anschließen des Schweißbrenners kontrollieren ob anschließen sämtliche Anschlüsse fest angeschlossen sind sämtliche Kabel, Leitungen, und Schlauchpakete unbeschädigt und korrekt isoliert sind. * Steuerleitung Drahtpuffer ** Option Brenner ausblasen WICHTIG! Bei Nichtverwendung der Option Brenner ausblasen auf dichten Ver- schluss der Ausblasleitung achten. -
Page 19: Richtige Verlegung Des Roboter-Schlauchpaketes
"click" Richtige Verle- Um eine optimale Drahtförderung zu erreichen, bei der Verlegung des Schlauch- gung des Robo- paketes folgendes beachten: ter-Schlauchpa- Schlauchpakt nicht knicken ketes Schlauchpaket nicht überstrecken Biegeradien im Schlauchpaket so groß wie möglich halten Drahtpuffer nach Möglichkeit mittels Balancer zentral über dem Roboterarm positionieren... -
Page 20: Maximale Achsrotation Pap
Um eine optimale Drahtförderung zu erreichen, bei der Verlegung des Schlauch- paketes folgendes beachten: Bei fix montiertem Drahtpuffer den vorderen Teil des Schlauchpaketes mit- tels Balancer aufhängen Schlauchpaket-Halterungen verwenden (z.B.: Schlauchpaket-Halterung Uni- versal) Je nach Platzangebot Knickschutz-Feder verwenden Maximale Achs- rotation PAP... -
Page 21: Bedienelemente Und Funktionen
Bedienelemente WARNUNG! und Funktionen Gefahr durch austretende Drahtelektrode. Schwere Personenschäden können die Folge sein. ▶ Schweißbrenner so halten, dass die Schweißbrenner-Spitze von Gesicht und Körper weg zeigt. WICHTIG! Drahtelektrode vor dem Einfädeln entgraten! Beim Einfädeln von wei- chen Drahtelektroden (AlSi 5, Al, und AlMg) Spannhebel öffnen. * LED leuchtet - grün: Betriebsbereit - rot: keine Steuersignal-Verbindung... -
Page 22: Anpressdruck Einstellen
(m/min) (ipm) t (s) Anpressdruck VORSICHT! einstellen Verletzungsgefahr durch rotierende Vorschubrollen. Schwere Personenschäden können die Folge sein. ▶ Nicht in die Vorschubrollen greifen. WICHTIG! Das Justieren der Einstellschraube ist nur bei eingefädelter Draht- elektrode zulässig. Angegebene Werte gelten im geschlossenem Zustand. Al- AlSi 80-120N... -
Page 23: Haltewinkel Wechseln
AlMg 100-150N Fe, CrNi, CuSi 150-200N Haltewinkel WICHTIG! Beim Montieren des Haltewinkels Robacta Drive CMT flex (22° / 36°) wechseln darauf achten, dass die Montagemarke der gewünschten Neigung mit der Monta- gemarke an Robacta Drive CMT übereinstimmt (TCP in 6. Roboterachse). * Drehmoment: 2,4 Nm °... -
Page 24: Robacta Drive Cmt Pro Gasdüsen-Positionsset Wechseln
i n c Robacta Drive VORSICHT! CMT Pro Gasdüsen-Posi- Verbrennungsgefahr durch heißen Rohrbogen. tionsset wech- Schwere Personenschäden können die Folge sein. ▶ seln Vor dem Wechseln des Gasdüsen-Positionsset Rohrbogen abkühlen lassen. ▶ Netzschalter an der Stromquelle in Stellung -O- schalten. - Page 25 WICHTIG! Vor der Montage des Gasdüsen-Positionsset muss die Überwurfmut- ter (*) am Rohrbogen sein. * Überwurfmutter Kabel richtig positionieren: ** Gasdüsen-seitig *** Antriebseinheit-seitig...
-
Page 26: Pflege, Wartung Und Entsorgung
Pflege, Wartung und Entsorgung Allgemeines Regelmäßige und vorbeugende Wartung des CMT Roboter-Schweißbrenners sind wesentliche Faktoren für einen störungsfreien Betrieb. Der Schweißbrenner ist hohen Temperaturen und starker Verunreinigung ausgesetzt. Daher benötigt der Schweißbrenner eine häufigere Wartung als andere Komponenten des Schweißsystems. WICHTIG! Vermeiden Sie beim Entfernen von Schweißspritzern Riefen und Krat- zer. -
Page 27: Bei Jeder Inbetriebnahme
Bei jeder Inbe- Kontaktrohr kontrollieren triebnahme Ausgeschliffenes Kontaktrohr austauschen Gasdüse von Schweißspritzern befreien (z.B. manuell, durch Ausblasen oder automatisiert mit Robacta Reamer oder Robacta TC 1000) Bei nicht entfernbaren Verunreinigungen im Steckbereich Gasdüse austau- schen Wasseranschlüsse auf Dichtheit prüfen Wasserrückfluss-Menge im Kühlmittel-Behälter überwachen, ggf. Kühlgerät entlüften * Spritzerschutz oder Isolationen auf Beschädigung prüfen... -
Page 28: Bei Jedem Austausch Der Draht-Spule
Bei jedem Aus- Draht-Führungsseelen mit reduzierter Druckluft ausblasen tausch der Empfohlen: Draht-Führungsseele austauschen (mind. alle 4 Monate) Draht-Spule Vorschubrollen kontrollieren und gegebenenfalls austauschen Draht-Förderschlauch und Antriebseinheit mit reduzierter Druckluft reinigen Entsorgung Elektro- und Elektronik-Altgeräte müssen gemäß Europäischer Richtlinie und na- tionalem Recht getrennt gesammelt und einer umweltgerechten Wiederverwer-... -
Page 29: Gewährleistung
Der CMT Roboter-Schweißbrenner Robacta Drive CMT ist ausgelegt für automa- tisierte Anwendungen in Verbindung mit einer Kollisionsbox und üblichen Schweißgeschwindigkeiten. Für andere Anwendungen übernimmt Fronius International GmbH keine Gewähr- leistung. HINWEIS! Das Öffnen versiegelter Schrauben kann zur Beschädigung der Antriebseinheit führen. -
Page 30: Fehlerdiagnose, Fehlerbehebung
Fehlerdiagnose, Fehlerbehebung Fehlerdiagnose, kein Schweißstrom Fehlerbehebung Netzschalter eingeschaltet, Anzeigen an der Stromquelle leuchten, Schutzgas vorhanden Ursache: Masseanschluss falsch Behebung: Masseanschluss und Klemme auf Polarität überprüfen Ursache: Stromkabel im Robacta Drive CMT Schlauchpaket unterbrochen Behebung: Service-Dienst verständigen Ursache: Loser Anschluss des Schlauchpaketes Behebung: Anschluss des Schlauchpaketes auf festen Sitz überprüfen Robacta Drive CMT arbeitet nicht... - Page 31 schlechte Schweißeigenschaften Ursache: falsche Schweißparameter Behebung: Einstellungen überprüfen Ursache: Masseverbindung schlecht Behebung: guten Kontakt zum Werkstück herstellen Ursache: kein oder zu wenig Schutzgas Behebung: Druckminderer, Gasschlauch, Gas-Magnetventil und Brenner-Gasan- schluss überprüfen. Bei gasgekühlten Schweißbrennern Gasabdich- tung überprüfen, geeignete Draht-Führungsseele verwenden. Ursache: Anschlüsse undicht Behebung:...
- Page 32 schlechte Drahtförderung Ursache: Drahteinlauf passt nicht Behebung: Position der Draht-Einlaufdüse zu den Vorschubrollen überprüfen und korrigieren Ursache: Bremse am CMT-Drahtvorschub zu fest eingestellt Behebung: Bremse am CMT-Drahtvorschub lockerer einstellen Ursache: Bohrung des Kontaktrohres auf Grund von Ablagerungen verkleinert Behebung: Kontaktrohr austauschen Ursache: Draht-Förderseele oder Draht-Führungseinsatz defekt Behebung:...
- Page 33 Kurze Lebensdauer des Kontaktrohres Ursache: Abrieb der Drahtelektrode infolge von zu starkem Anpressdruck an den Vorschubrollen Behebung: Anpressdruck an den Vorschubrollen reduzieren Ursache: Falsche Dimension des Kontaktrohres Behebung: Kontaktrohr korrekt dimensionieren Ursache: Zu lange Einschaltdauer des Schweißbrenners Behebung: Einschaltdauer herabsetzen oder leistungsfähigeren Schweißbrenner verwenden Ursache: Kontaktrohr überhitzt.
- Page 34 Porosität der Schweißnaht Ursache: Verunreinigte Gasdüse, dadurch unzureichender Gasschutz der Schweißnaht Behebung: Schweißspritzer entfernen Ursache: Löcher im Schutzgas-Schlauch oder ungenaue Anbindung des Schutzgas-Schlauches Behebung: Schutzgas-Schlauch austauschen, für exakte Anbindung des Schutz- gas-Schlauches sorgen Ursache: O-Ringe an den Anschlüssen sind defekt Behebung: O-Ringe austauschen Ursache:...
-
Page 35: Technische Daten
Technische Daten Symbolerklärung Wasserkühlung Schlauchpaket-Länge Einschaltdauer in % max. Schweißstrom in A Elektrodendurchmesser Ø geringste Kühlleistung laut Norm IEC 60974-2, abhängig von der Schlauchpaket-Länge Spannungsbemessung (V-Peak): für maschinellgeführte Schweißbrenner: 141 V Das Produkt entspricht den Anforderungen laut Norm IEC 60974-7. Robacta 300 Robacta 500 Robacta 700... - Page 36 Robacta Drive CMT/PAP Robacta Drive CMT Twin X / I (10 min / [%] / [A] 40 / 500 [%] / [A] 60 / 450 40°C) [%] / [A] 100 / 360 100 / 720 (2 x 360) M21 (EN 439) X / I (10 min / [%] / [A]...
- Page 37 Contents Safety Safety Installation and commissioning Device concept Original equipement and tools Robacta Drive CMT Pro basic version Recommended torch necks Fitting the wire guide insert Install Wear Parts on Drive Unit Fitting and connecting the hosepack Fitting and connecting the PAP hosepack Connecting the wire buffer Connecting the RA Drive CMT-PAP W FL Connecting the welding torch...
-
Page 38: Safety
Safety Safety WARNING! Danger from incorrect operation and work that is not carried out properly. This can result in serious personal injury and damage to property. ▶ All the work and functions described in this document must only be carried out by technically trained and qualified personnel. - Page 39 Never operate water-cooled welding torches without coolant. ▶ During welding, ensure that the coolant is circulating correctly – this will be the case for Fronius cooling units if a regular return flow of coolant can be seen in the coolant container of the cooling unit. ▶...
-
Page 40: Installation And Commissioning
Installation and commissioning Device concept The Robacta Drive CMT robot welding torch consists of atorch neck, drive unit with fixing bracket and hosepack. In combination with the wire buffer on the hosepack, the integral wire drive mo- tor can quickly reverse the welding wire. The external wirefeed means that all wirefeed components can be replaced quickly. -
Page 41: Robacta Drive Cmt Pro Basic Version
CrNi inch .032 .035 .039 .047 "CB" "CB" i n . ( 1 . Tools: Flat spanner, size 10/12 Locking spanner, size 13 Cutting pipe (for cutting the wire guide insert to length) Allen key, size 3 * „Spanner for union nut“ (optional) Robacta Drive * Blade terminal on housing CMT Pro basic... -
Page 42: Recommended Torch Necks
Recommended Robacta 280 : 22° torch necks Robacta 300 : 22°, 36° Robacta 400 : 22°, 36° Robacta 500 : 22°, 36° Robacta 700 : 22°, 36° Robacta 5000 : 22°, 36° Contact tubes required: M8 CB contact tube (with centre hole) M10 CB contact tube (with centre hole) The following assembly steps are explained using a Robacta 300 / 500 as the ex- ample. -
Page 43: Fitting The Wire Guide Insert
Fitting the wire IMPORTANT! Use only contact tubes with centre holes. guide insert * If a Robacta 280 45° torch body is being used, the wire guide 44,0350,1806 can only be fitted and removed from the front. IMPORTANT! When cutting the wire guide insert to length, make sure that the contact tube is firmly attached to the torch neck the wire guide insert butts right up against the contact tube Deburr the inside of the wire guide insert. -
Page 44: Install Wear Parts On Drive Unit
"CB" i n c Install Wear IMPORTANT! Take care to ensure the following when attaching the torch neck to Parts on Drive the Robacta Drive CMT coupling point: the wire guide insert must slide into the Unit outlet section on the Robacta Drive CMT coupling point without kinking. CAUTION! Risk of coolant escaping. -
Page 46: Fitting And Connecting The Hosepack
Fitting and con- IMPORTANT! When fitting the hosepack, lay the connection cable in the recess necting the ho- (Fig. 5). Be sure to connect the plug connectors correctly. sepack * Torques: 3.0 Nm ** Torques: 1,5 Nm max. -
Page 47: Fitting And Connecting The Pap Hosepack
PAP (Fig. 5). Be sure to connect the plug connectors correctly. hosepack * Torques: 3,0 Nm ** Torques: 3,0 Nm IMPORTANT! The wirefeeding hose must not be pulled out of the hosepack. Re- fitting can only be performed by Fronius. -
Page 48: Connecting The Wire Buffer
Connecting the IMPORTANT! Do not subject the wirefeeding hose between the wire buffer and wire buffer the Robacta Drive CMT to tensile stress. -
Page 49: Connecting The Ra Drive Cmt-Pap W Fl
Connecting the * For detailed information on fitting the hosepack to the respective robot types, RA Drive CMT- please refer to the „Fitting the CMT hosepack with wire buffer to the robot“ leaf- PAP W FL let (42,0410,1518). - Page 51 IMPORTANT! Do not subject the wire- feeding hose between the wire buffer and the Robacta Drive CMT-PAP W to tensile stress.
-
Page 52: Connecting The Welding Torch
Connecting the IMPORTANT! When connecting the torch check that welding torch all connections are firmly made all cables, pipes and hose packs are undamaged and correctly insulated. * Control cable for wire buffer ** Torch blow-through option IMPORTANT! Ensure the blowthrough line is tightly sealed if the torch blow- through option is not being used. -
Page 53: Correct Laying Of The Robot Hose Pack
"click" Correct laying of To attain optimum wirefeed, observe the following when laying the hose pack: the robot hose Do not kink the hose pack pack Do not overstretch the hosepack Keep bends in the hose pack as wide as possible Where possible, use the balancer to position the wire buffer centrally above the robot arm To attain optimum wirefeed, observe the following when laying the hose pack:... -
Page 54: Maximum Pap Axis Rotation
For fixed wire buffers, suspend the front of the hosepack using the balancer Use hose pack holders (e.g.: Universal hose pack holder) If there is enough room, use the anti-kink protection spring Maximum PAP axis rotation... -
Page 55: Controls And Functions
Controls and WARNING! functions Danger from welding wire emerging at speed. This can result in serious personal injuries. ▶ Hold the torch so that it points away from your face and body. IMPORTANT! Deburr welding wire before feeding in. Open clamping lever when feeding in soft welding wire (AlSi 5, Al, and AlMg). -
Page 56: Set Contact Pressure
(m/min) (ipm) t (s) Set Contact CAUTION! Pressure Danger of injury due to rotating feed rolls. This can result in serious personal injuries. ▶ Do not touch the feed rolls. IMPORTANT! The adjuster screw can only be adjusted when the welding wire has been fed in. -
Page 57: Changing The Fixing Bracket
AlMg 100-150N Fe, CrNi, CuSi 150-200N Changing the fi- IMPORTANT! When fitting the Robacta Drive CMT flex (22° / 36°) fixing bracket, xing bracket ensure that the installation marker for the desired angle matches the installation marker on the Robacta Drive CMT (TCP in 6th robot axis). * Torque: 2,4 Nm °... -
Page 58: Robacta Drive Cmt Pro - Change Gas Nozzle Positioning Kit
i n c Robacta Drive CAUTION! CMT Pro - Chan- ge gas nozzle po- Danger of burns from hot torch neck sitioning kit This can result in serious personal injuries. ▶ Allow the torch neck to cool down before changing the gas nozzle positioning kit. - Page 59 IMPORTANT! The union nut (*) must be by the torch neck before the gas nozzle positioning kit is installed. * Union nut Position cable correctly: ** Gas nozzle side *** Drive unit side...
-
Page 60: Care, Maintenance And Disposal
Care, maintenance and disposal General Regular and preventive maintenance of the CMT robot welding torch is essential for problem-free operation. The welding torch is subjected to high temperatures and heavy soiling. The welding torch therefore requires more frequent mainten- ance than other components in the welding system. IMPORTANT! When removing welding spatter, avoid scoring or scratching the torch. -
Page 61: Every Start-Up
Every start-up Check the contact tube Replace worn out contact tube Remove welding spatter from gas nozzle (e.g. manually, by blowing off, or by using a Robacta Reamer or Robacta TC 1000) If there is dirt that cannot be removed from around the nozzle join, replace the gas nozzle Check the water connections for leaks Monitor the water return level in the coolant container and vent the cooling... -
Page 62: Every Time The Wirespool Is Changed
Every time the Blow out inner liners with air at reduced pressure wirespool is Recommended: Replace inner liner (at least once every 4 months) changed Check feed rollers and replace if required Clean the wirefeed hose and drive unit with reduced compressed air Disposal Waste electrical and electronic equipment must be collected separately and re- cycled in an environmentally-friendly way, in accordance with the European Di-... -
Page 63: Liability
Fronius International GmbH accepts no liability for any other use. NOTE! Undoing sealed screws can damage the drive unit. Fronius International GmbH accepts no liability if sealed screws are undone. -
Page 64: Troubleshooting
Troubleshooting Troubleshooting No welding current Mains switch is on, indicators on the power source are lit, shielding gas available Cause: Incorrect earth (ground) connection Remedy: Check the earth (ground) connection and clamp for correct polarity Cause: There is a break in the current cable in the Robacta Drive CMT ho- sepack Remedy: Contact After-Sales Service... - Page 65 Poor welding properties Cause: Incorrect welding parameters Remedy: Check the settings Cause: Poor connection to earth (ground) Remedy: Ensure good contact to workpiece Cause: Not enough shielding gas, or none at all Remedy: Check the pressure regulator, gas hose, gas solenoid valve and torch gas connection.
- Page 66 Poor wirefeed Cause: Wire does not fit Remedy: Check the position of the wire inlet nozzle relative to the feed rollers, and correct as necessary Cause: Brake force on the CMT wirefeeder set too high Remedy: Set the brake on the CMT wirefeeder to a looser setting Cause: Hole in contact tube constricted due to deposits Remedy:...
- Page 67 Contact tube only has a short service life Cause: Welding wire worn due to heavy contact pressure at the feed rollers Remedy: Reduce contact pressure at the feed rollers Cause: Wrong dimension of contact tube Remedy: Use a contact tube of the correct dimension Cause: Duty cycle of welding torch has been exceeded Remedy:...
-
Page 68: Technical Data
Technical data Explanation of symbols Water cooling Length of the hosepack Duty cycle in % max. welding current in A Electrode diameter Ø Lowest cooling power as per IEC 60974-2 depends on the length of the hosepack Voltage measurement (V-Peak): for mechanically driven welding torches: 141 V This product conforms to the requirements of IEC 60974-7. - Page 69 Robacta Drive CMT/PAP Robacta Drive CMT Twin X / I (10 min / [%] / [A] 40 / 500 [%] / [A] 60 / 450 40°C) [%] / [A] 100 / 360 100 / 720 (2 x 360) M21 (EN 439) X / I (10 min / [%] / [A]...
- Page 71 Obsah Bezpečnost Bezpečnost Instalace a uvedení do provozu Koncepce přístroje Standardní výbava a nářadí Základní výbava Robacta Drive CMT Pro Doporučené hořáky Namontování zaváděcího nástavce drátu Namontování spotřebních dílů na poháněcí mechanismus Namontování a připojení hadicového vedení Namontování a připojení hadicového vedení PAP Připojení...
-
Page 72: Bezpečnost
Bezpečnost Bezpečnost VAROVÁNÍ! Nebezpečí v důsledku nesprávné obsluhy a nesprávně provedených prací. Následkem mohou být těžká poranění a materiální škody. ▶ Veškeré práce popsané v tomto dokumentu smí provádět jen technicky vyškolený odborný personál. ▶ Tento dokument je nutné v plném rozsahu přečíst a porozumět mu. ▶... - Page 73 ▶ Během svařování zajistěte přiměřený průtok chladicího média – při použití chladicích modulů Fronius je tomu tak v případě, že je v zásobníku chladicího média chladicího modulu patrný odpovídající zpětný tok chladicího média. ▶ Výrobce neodpovídá za škody způsobené nedodržením výše uvedených po- kynů, veškeré...
-
Page 74: Instalace A Uvedení Do Provozu
Instalace a uvedení do provozu Koncepce Robotizovaný svařovací hořák CMT Robacta Drive CMT se skládá z těla hořáku, přístroje poháněcího mechanismu se závěsem a z hadicového vedení. Spolu se zásobníkem drátu u hadicového vedení zajišťuje integrovaný motor po- honu drátu rychlý, vratný pohyb drátové elektrody. Externí vedení drátu umožňuje rychlou výměnu veškerých součástí... -
Page 75: Základní Výbava Robacta Drive Cmt Pro
CrNi inch .032 .035 .039 .047 "CB" "CB" i n . ( 1 . Nářadí: vidlicový klíč č.12 upevňovací klíč č.13 zkracovací trubice (na zkrácení zaváděcího nástavce drátu) klíč s vnitřním šestihranem č.3 * „klíč na převlečnou matici“ (volitelně) Základní výbava * Plochá... -
Page 76: Doporučené Hořáky
Doporučené Robacta 280 : 22° hořáky Robacta 300 : 22°, 36° Robacta 400 : 22°, 36° Robacta 500 : 22°, 36° Robacta 700 : 22°, 36° Robacta 5000 : 22°, 36° Potřebné kontaktní trubice: Kontaktní trubice M8 CB (s centrálním otvorem) Kontaktní... -
Page 77: Namontování Zaváděcího Nástavce Drátu
Namontování DŮLEŽITÉ! Používejte výlučně kontaktní trubice s centrálním otvorem! zaváděcího * Pokud těleso hořáku Robacta 280 45° je používán, vedení drátu 44,0350,1806 nástavce drátu lze namontovat a odstraněny z prědní pouze. DŮLEŽITÉ! Při zkracování nástavce je třeba dodržet tyto požadavky: kontaktní... -
Page 78: Namontování Spotřebních Dílů Na Poháněcí Mechanismus
"CB" i n c Namontování DŮLEŽITÉ! Při nasazování těla hořáku na zařízení Robacta Drive CMT dbejte spotřebních dílů prosím na následující: zaváděcí nástavec drátu musí plynule a bez zlomů vklouz- na poháněcí me- nout do přípojky na zařízení Robacta Drive CMT. chanismus POZOR! Nebezpečí... -
Page 80: Namontování A Připojení Hadicového Vedení
Namontování a DŮLEŽITÉ! Při montáži hadicového vedení položte připojovací kabel do určeného připojení had- výřezu (orb. 5). Dbejte na správné připojení přípojek. icového vedení * Krouticí momenty: 3,0 Nm ** Krouticí momenty: 1,5 Nm max. -
Page 81: Namontování A Připojení Hadicového Vedení Pap
(obr. 5). Dbejte na správné připojení konektorových přípojek. icového vedení * Krouticí moment: 3,0 Nm ** Krouticí moment: 3,0 Nm DŮLEŽITÉ! Hadice podávání drátu nesmí být vytažena z hadicového vedení. Zpětnou montáž smí provádět pouze společnost Fronius. -
Page 82: Připojení Zásobníku Drátu
Připojení DŮLEŽITÉ! Bovden drátu nesmí být mezi zásobníkem drátu a zařízením Robacta zásobníku drátu Drive CMT vystaven žádnému tahovému napětí. -
Page 83: Připojení Ra-Drive Cmt-Pap W Fl
Připojení RA- * Podrobné údaje pro montáž na příslušné typy robotů najdete v příloze „Montáž Drive CMT-PAP hadicového vedení CMT s absorbérem drátu na robota“ (42,0410,1518). W FL... - Page 85 DŮLEŽITÉ! Hadice podávání drátu nesmí být mezi absorbérem drátu a zařízením Robacta Drive CMT-PAP W vystavena tahovému napětí.
-
Page 86: Připojení Svařovacího Hořáku
Připojení DŮLEŽITÉ! Při připojování svařovacího hořáku zkontrolujte, zda jsou svařovacího veškerá připojení pevně upevněna, hořáku veškeré kabely, vedení a hadice nepoškozeny a zda jsou správně izolovány. * Řídicí vedení pro zásobník drátu ** Funkce profuku hořáku DŮLEŽITÉ! Pokud nepoužijete funkci profuku hořáku, zkontrolujte těsné uzavření... -
Page 87: Správné Uložení Hadicového Vedení Robota
"click" Správné uložení Pro dosažení optimálního podávání drátu dodržujte pri pokládání hadicového ve- hadicového ve- dení následující pokyny: dení robota nezalamujte hadicové vedení nenapínejte príliš hadicové vedení udržujte co nejvetší polomery ohybu v hadicovém vedení Podle možnosti umístete zásobník drátu pomocí vahadla centrálne nad ra- meno robota... -
Page 88: Maximální Rotace Osy Pap
Pro dosažení optimálního podávání drátu dodržujte pri pokládání hadicového ve- dení následující pokyny: V prípade stabilne upevneného zásobníku drátu zaveste prední cást had- icového vedení pomocí vahadla používejte držáky hadicového vedení (napr.: univerzální držák hadicového ve- dení) Podle prostorových možností použijte pružinovou ochranu proti zalomení Maximální... -
Page 89: Ovládací Prvky A Funkce
Ovládací prvky a VAROVÁNÍ! funkce Nebezpečí zranění vysouvaným svařovacím drátem. Může dojít k vážnému zranění osob. ▶ Držte hořák směrem od obličeje a těla. DŮLEŽITÉ! Před zavedením drátu očistěte drátovou elektrodu! Při zavádění měkkých drátových elektrod (AlSi 5, Al, a AlMg) otevřte napínák. * Rozsvítí... -
Page 90: Nastavení Přítlaku
(m/min) (ipm) t (s) Nastavení přítla- POZOR! Nebezpečí poranění rotujícími podávacími kladkami. Může dojít k vážnému zranění osob. ▶ Nesahejte mezi podávací kladky. DŮLEŽITÉ! Seřizování nastavovacího šroubu smí být prováděno, pouze pokud je drátová elektroda již zavedena. Zadané hodnoty platí pro uzavřený stav. Al- AlSi 80-120N... -
Page 91: Výměna Závěsu
AlMg 100-150N Fe, CrNi, CuSi 150-200N Výměna závěsu DŮLEŽITÉ! Při montáži závěsu Robacta Drive CMT flex (22° / 36°) dbejte na to, aby montážní značka požadovaného úhlu souhlasila s montážní značkou na zařízení Robacta Drive CMT (TCP v 6. ose robota). * Krouticí... -
Page 92: Robacta Drive Cmt Pro - Výměna Polohovací Soupravy Plynových Hubic
i n c Robacta Drive POZOR! CMT Pro - Výměna poloho- Nebezpečí popálení horkým hořákem. vací soupravy Může dojít k vážnému zranění osob. ▶ plynových hubic Před výměnou polohovací soupravy plynových hubic nechte hořák vychlad- nout. ▶ Přepněte síťový vypínač zdroje do polohy „0“. - Page 93 DŮLEŽITÉ! Před montáží polohovací soupravy plynových hubic musí být na hořáku převlečná matice (*). * Převlečná matice Správné umístění kabelu: ** Na straně plynové hubice *** Na straně pohonné jednotky...
-
Page 94: Péče, Údržba A Likvidace Odpadu
Péče, údržba a likvidace odpadu Všeobecné infor- Pravidelná a preventivní údržba robotizovaného svařovacího hořáku CMT jsou mace podstatné faktory pro zachování bezchybného provozu. Svařovací hořák je vyst- aven vysokým teplotám a silnému znečištění. Proto vyžaduje hořák častější údržbu než jiné součásti svařovacího systému. DŮLEŽITÉ! Při odstraňování... -
Page 95: Při Každém Uvedení Do Provozu
Při každém uve- zkontrolujte kontaktní trubici, dení do provozu vyměňte vydřenou kontaktní trubici, očistěte plynovou hubici od rozstřiků (např. ručně, vyfoukáním nebo automa- tizovaně pomocí zařízení Robacta Reamer nebo Robacta TC 1000), vyměňte hubici v případě neodstranitelného znečištění v oblasti připojení, přezkoušejte těsnost vodních přípojek, překontrolujte velikost zpětného toku v nádržce chladicího média, popř. -
Page 96: Při Každé Výměně Cívky Drátu
Při každé vyfoukejte bovden drátu redukovaným stlačeným vzduchem, výměně cívky doporučujeme: vyměňte bovden drátu (min. každé 4 měsíce), drátu překontrolovat a příp. vyměnit podávací kladky, vyčistit bovden drátu a poháněcí mechanismus pomocí redukovaného st- lačeného vzduchu. -
Page 97: Likvidace Odpadu
Robotizovaný svařovací hořák CMT Robacta Drive CMT je koncipován pro auto- matizované aplikace ve spojení s kolizním přípravkem a při běžných svařovacích rychlostech. Při ostatních využitích nepřebírá Fronius International GmbH žádnou záruku. UPOZORNĚNĹ! Uvolnění zapečetěných šroubů může vést k poškození poháněcího mechanismu. -
Page 98: Diagnostika A Odstraňování Závad
Diagnostika a odstraňování závad Diagnostika a Neprochází svařovací proud odstraňování Síťový vypínač zapnut, kontrolky na zdroji svítí, ochranný plyn je k dispozici závad Příčina: Nevyhovující uzemnění Odstranění: Prověření polarity uzemnění a připojení zemnicí svorky Příčina: Přerušený proudový kabel v hadicovém vedení zařízení Robacta Drive CMT Odstranění: Vyrozumění... - Page 99 Nevyhovující svařovací vlastnosti Příčina: Chybně nastavené svařovací parametry Odstranění: Prověření nastavení Příčina: Špatné zemnicí připojení Odstranění: Vytvoření dobrého kontakt se svařencem Příčina: Neprotéká žádný ochranný plyn, resp. je ho příliš málo. Odstranění: Přezkoušení redukčního ventilu, hadice plynu, magnetického ventilu plynu a přípojky plynu na hořáku U plynem chlazených hořáků...
- Page 100 Špatné podávání drátu Příčina: Zavádění drátu nedosedá Odstranění: Překontrolujte postavení zaváděcí trysky drátu vzhledem k podávacím kladkám a opravte je Příčina: Brzda na podavači drátu CMT je příliš utažena Odstranění: Uvolněte nastavení brzdy na podavači drátu CMT Příčina: Otvor kontaktní trubice je zmenšen kvůli usazeninám Odstranění: Výměna kontaktní...
- Page 101 Krátká životnost kontaktní trubice Příčina: Opotřebení drátové elektrody v důsledku příliš velkého přítlaku u podávacích kladek Odstranění: Zmenšení přítlaku podávacích kladek Příčina: Špatné dimenzování kontaktní trubice Odstranění: Správné dimenzování kontaktní trubice Příčina: Příliš dlouhá doba zapnutí hořáku Odstranění: Zkrácení doby zapnutí nebo použití výkonnějšího hořáku Příčina: Přehřátá...
- Page 102 Svar je porézní Příčina: Znečištěná plynová hubice, v důsledku toho není svar chráněn plynem Odstranění: Odstranění rozstřiků Příčina: Díry v hadici plynu nebo nepřesné napojení přípojek ochranného plynu Odstranění: Vyměňte hadici ochranného plynu, zajistěte jeho exaktní napo- jení Příčina: Vadné o-kroužky na přípojkách Odstranění: Výměna o-kroužků...
-
Page 103: Technické Údaje
Technické údaje Vysvětlení symbolů Vodním chlazením Délka hadicového vedení Doba zapnutí v % Max. svařovací proud v A Průměr elektrody Ø Tento produkt odpovídá požadavkům normy IEC 60974-7, na délce propojovacího hadicového vedení Rozsah napětí (špička V): pro strojove ovládané horáky: 141 V Tento produkt odpovídá... - Page 104 Robacta Drive CMT/PAP Robacta Drive CMT Twin X / I (10 min / [%] / [A] 40 / 500 [%] / [A] 60 / 450 40°C) [%] / [A] 100 / 360 100 / 720 (2 x 360) M21 (EN 439) X / I (10 min / [%] / [A]...
- Page 105 Obsah Bezpečnosť Bezpečnosť Inštalácia a uvedenie do prevádzky Koncepcia zariadenia Základná výbava a nástroj Základná výbava: Robacta Drive CMT Pro Odporúčanie nástavca Montáž vodiacej vložky drôtu Montáž spotrebných dielov na hnaciu jednotku Montáž a pripojenie hadicového vedenia Montáž a pripojenie hadicového vedenia PAP Pripojenie zásobníka drôtu Pripojenie RA Drive CMT-PAP W FL Pripojenie zváracieho horáka...
-
Page 106: Bezpečnosť
Bezpečnosť Bezpečnosť NEBEZPEČENSTVO! Nebezpečenstvo v dôsledku nesprávnej obsluhy a nesprávne vykonaných prác. Následkom môžu byť vážne poranenia osôb a materiálne škody. ▶ Všetky práce a funkcie opísané v tomto dokumente smie vykonávať iba tech- nicky vyškolený odborný personál. ▶ Prečítajte si celý dokument tak, aby ste mu porozumeli. ▶... - Page 107 Zariadenia chladené vodou nikdy neprevádzkujte bez chladiaceho média. ▶ Počas zvárania vždy skontrolujte, či je prietok chladiaceho média správny. Pri používaní chladiacich zariadení od spoločnosti Fronius je tomu tak vtedy, keď je v nádrži na chladiace médium chladiaceho zariadenia vidno náležitý prítok chladiaceho média.
-
Page 108: Inštalácia A Uvedenie Do Prevádzky
Inštalácia a uvedenie do prevádzky Koncepcia zaria- Robotický zvárací horák CMT Robacta Drive CMT sa skladá z nástavca, hnacej denia jednotky s pridržiavacím uholníkom a hadicového vedenia. V kombinácii so zásobníkom drôtu na hadicovom vedení sa integrovaný motor po- honu drôtu stará a rýchly, reverzný pohyb drôtovej elektródy. Externé vedenie drôtu umožňuje rýchlu výmenu všetkých komponentov privádzania drôtu. -
Page 109: Základná Výbava: Robacta Drive Cmt Pro
CrNi inch .032 .035 .039 .047 "CB" "CB" i n . ( 1 . Nástroje: vidlicový kľúč veľkosti 10/12 aretačný kľúč veľkosti 13 skracovacia rúrka (na skrátenie vodiacej vložky drôtu) vnútorný šesťhranný kľúč veľkosti 3 * „kľúč pre prevlečnú maticu“ (voľba) Základná... -
Page 110: Odporúčanie Nástavca
Odporúčanie Robacta 280 : 22° nástavca Robacta 300 : 22°, 36° Robacta 400 : 22°, 36° Robacta 500 : 22°, 36° Robacta 700 : 22°, 36° Robacta 5000 : 22°, 36° Potrebné kontaktné špičky: kontaktná špička M8 CB (so strediacom otvorom) kontaktná... -
Page 111: Montáž Vodiacej Vložky Drôtu
Montáž vodiacej DÔLEŽITÉ! Používajte výlučne kontaktné špičky so strediacim otvorom! vložky drôtu * Ak teleso horáka Robacta 280 45° je používaný, vedenie drôtu 44,0350,1806 je možné namontovat’ a odstránené z prednej iba. DÔLEŽITÉ! Pri skracovaní vodiacej vložky drôtu dbať na to, aby: bola kontaktná... -
Page 112: Montáž Spotrebných Dielov Na Hnaciu Jednotku
"CB" i n c Montáž spot- DÔLEŽITÉ! Pri nasadzovaní nástavca na miesto naspojkovania Robacta Drive rebných dielov CMT dodržte toto: vodiaca vložka drôtu sa musí bez zalomenia zasunúť do výbe- na hnaciu jed- hového dielu na mieste naspojkovania Robacta Drive CMT. notku POZOR! Nebezpečenstvo uniknutia chladiaceho média. -
Page 114: Montáž A Pripojenie Hadicového Vedenia
Montáž a pripo- DÔLEŽITÉ! Pri montáži hadicového vedenia klaďte pripojovací kábel do vybratia jenie hadicového (obr.5). Dbajte na správne pripojenie zásuvkových prípojok. vedenia * Uťahovacie momenty: 3,0 Nm ** Uťahovacie momenty: 1,5 Nm max. -
Page 115: Montáž A Pripojenie Hadicového Vedenia Pap
DÔLEŽITÉ! Pri montáži hadicového vedenia klaďte pripojovací kábel do výrezu jenie hadicového (obr.5). Dbajte na správne pripojenie zásuvkových prípojok. vedenia PAP * Uťahovací moment: 3,0 Nm ** Uťahovací moment: 3,0 Nm DÔLEŽITÉ! Podávacia hadica drôtu sa nesmie vytiahnuť z hadicového vedenia. Opätovnú montáž môže vykonať len pracovník spoločnosti Fronius. -
Page 116: Pripojenie Zásobníka Drôtu
Pripojenie DÔLEŽITÉ! Podávaciu hadicu drôtu nevystavujte medzi zásobníkom drôtu a Ro- zásobníka drôtu bacta Drive CMT žiadnemu ťahovému napätiu. -
Page 117: Pripojenie Ra Drive Cmt-Pap W Fl
Pripojenie RA * Podrobné údaje o montáži na príslušné typy robotov nájdete v prílohe „Montáž Drive CMT-PAP hadicového vedenia CMT so zásobníkom drôtu na robota“ (42,0410,1518). W FL... - Page 119 DÔLEŽITÉ! Podávaciu hadicu drôtu nevystavujte medzi zásobníkom drôtu a Robacta Drive CMT-PAP W žiadnemu ťahovému napätiu.
-
Page 120: Pripojenie Zváracieho Horáka
Pripojenie zvára- DÔLEŽITÉ! Pri pripojovaní zváracieho horáka prekontrolujte, či sú: cieho horáka všetky prípojky pevne pripojené, sú všetky káble, vedenia a hadicové vedenia nepoškodené a správne zaizolo- vané. * ovládacie vedenie zásobníka drôtu ** voľba vyfúkania zváracieho horáka DÔLEŽITÉ! Pri nepoužití voľby vyfúkania zváracieho horáka dbajte na tesné uzat- vorenie vyfukovacieho potrubia. -
Page 121: Správne Kladenie Robotického Hadicového Vedenia
"click" Správne kladenie Na dosiahnutie optimálneho podávania drôtu dodržte pri kladení hadicového ve- robotického had- denia nasledovné: icového vedenia hadicové vedenie nezalamujte, hadicové vedenie nepreťahujte, polomery ohybu v hadicovom vedení zachovajte čo najväčšie, zásobník drôtu umiestnite podľa možnosti pomocou kompenzátora stredovo nad rameno robota. -
Page 122: Maximálna Rotácia Osi Pap
Na dosiahnutie optimálneho podávania drôtu dodržte pri kladení hadicového ve- denia nasledovné: pri pevne namontovanom zásobníku drôtu zaveste prednú časť hadicového vedenia pomocou kompenzátora, použite držiaky hadicového vedenia (napr.: univerzálny držiak hadicového ve- denia), v závislosti od voľného priestoru použite pružinu na ochranu proti zalomeniu. Maximálna rotácia osi PAP... -
Page 123: Ovládacie Prvky A Funkcie
Ovládacie prvky NEBEZPEČENSTVO! a funkcie Nebezpečenstvo poranení spôsobených vysúvajúcou sa drôtovou elektródou. Následkom môžu byť vážne poranenia osôb. ▶ So zváracím horákom nemanipulujte v blízkosti tváre a tela. DÔLEŽITÉ! Drôtovú elektródu pred navlečením odihlite! Pri navliekaní mäkkých drôtových elektród (AlSi 5, Al, a AlMg) otvorte upínaciu páčku. * LED svieti - zelená: pripravené... -
Page 124: Nastavenie Prítlaku
(m/min) (ipm) t (s) Nastavenie POZOR! prítlaku Nebezpečenstvo zranenia v dôsledku otáčajúcich sa posuvových kladiek. Následkom môžu byť vážne poranenia osôb. ▶ Nesiahajte do posuvových kladiek. DÔLEŽITÉ! Kalibrácia nastavovacej skrutky je prípustná iba pri navlečenej drôto- vej elektróde. Uvedené hodnoty platia v zatvorenom stave. Al- AlSi 80-120N... -
Page 125: Výmena Pridržiavacieho Uholníka
AlMg 100-150N Fe, CrNi, CuSi 150-200N Výmena DÔLEŽITÉ! Pri montáži pridržiavacieho uholníka Robacta Drive CMT flex (22° / pridržiavacieho 36°) dbajte na to, aby sa montážna značka požadovaného sklonu zhodovala s uholníka montážnu značkou na Robacta Drive CMT (TCP na 6. osi robota). * Uťahovací... -
Page 126: Robacta Drive Cmt - Pro Výmena Pozičnej Súpravy Plynových Dýz
i n c Robacta Drive POZOR! CMT - Pro Výme- na pozičnej Nebezpečenstvo popálenia spôsobené horúcim nástavcom. súpravy plyn- Následkom môžu byť vážne poranenia osôb. ▶ ových dýz Pred výmenou pozičnej súpravy plynových dýz nechajte vychladnúť nástavec. ▶ Sieťový spínač na prúdovom zdroji prepnite do polohy -O-. - Page 127 DÔLEŽITÉ! Pred montážou pozičnej súpravy plynových dýz musí byť prevlečná matica (*) na nástavci. * prevlečná matica Správne umiestnite kábel: ** na strane plynovej dýzy *** na strane hnacej jednotky...
-
Page 128: Ošetrovanie, Údržba A Likvidácia
Ošetrovanie, údržba a likvidácia Všeobecne Pravidelná a preventívna údržba robotického zváracieho horáka CMT sú pod- statné faktory pre bezporuchovú prevádzku. Zvárací horák je vystavený vysokým teplotám a silnému znečisteniu. Preto tento zvárací horák potrebuje častejšiu údržbu ako iné komponenty zváracieho systému. DÔLEŽITÉ! Pri odstraňovaní... -
Page 129: Pri Každom Uvedení Do Prevádzky
Pri každom uve- skontrolujte kontaktnú špičku, dení do prevádz- vybrúsenú kontaktnú špičku vymeňte, plynovú dýzu zbavte rozstrekov pri zváraní (napr. manuálne, vyfúkaním alebo automatizovane s Robacta Reamer alebo Robacta TC 1000), v prípade znečistení v oblasti zasúvania, ktoré nie je možné odstrániť, vy- meňte plynovú... -
Page 130: Pri Každej Výmene Cievky Drôtu
Pri každej výme- bowdeny drôtu vyfúkajte stlačeným vzduchom so zníženým tlakom, ne cievky drôtu odporúčame: vymeňte bowden drôtu (min. každé 4 mesiace), skontrolujte posuvové kladky a prípadne ich vymeňte, podávaciu hadicu drôtu a hnaciu jednotku vyčistite stlačeným vzduchom so zníženým tlakom. -
Page 131: Likvidácia
Robotický zvárací horák CMT Robacta Drive CMT je určený pre automatizované aplikácie v spojení s CrashBoxom a bežnými rýchlosťami zvárania. Za iné aplikácie firma Fronius International GmbH nepreberá žiadne záruky. UPOZORNENIE! Otvorenie zapečatených skrutiek môže viesť k poškodeniu hnacej jednotky. Ak sa otvoria zapečatené... -
Page 132: Diagnostika Chýb, Odstránenie Chýb
Diagnostika chýb, odstránenie chýb Diagnostika Žiaden zvárací prúd chýb, odstráne- Sieťový spínač zapnutý, zobrazenia na prúdovom zdroji svietia, ochranný plyn je nie chýb prítomný Príčina: Chybná prípojka uzemnenia Odstránenie: Skontrolujte polaritu prípojky uzemnenia a pripojovacej svorky Príčina: Prerušený prúdový kábel v hadicovom vedení Robacta Drive Odstránenie: Upovedomte servisnú... - Page 133 Zlé zváracie vlastnosti Príčina: Nesprávne zváracie parametre Odstránenie: Skontrolujte nastavenia Príčina: Nevyhovujúce uzemňovacie spojenie Odstránenie: Vytvorte dobrý kontakt so zvarencom Príčina: Žiaden ochranný plyn, alebo príliš málo ochranného plynu Odstránenie: Prekontrolujte redukčný ventil, plynovú hadicu, elektromagne- tický ventil plynu a prípojku plynu na horáku. Pri plynom chla- dených zváracích horákoch prekontrolujte utesnenie plynu, použite vhodný...
- Page 134 Chybné podávanie drôtu Príčina: Vstup drôtu nie je vhodný Odstránenie: Prekontrolujte a upravte polohu vstupnej rúrky drôtu k po- suvovým kladkám Príčina: Brzda na podávači drôtu CMT je príliš tuho nastavená Odstránenie: Brzdu na podávači drôtu CMT nastavte voľnejšie Príčina: Otvor kontaktnej špičky je na základe usadenín zmenšený...
- Page 135 Krátka životnosť kontaktnej špičky Príčina: Oder drôtovej elektródy v dôsledku príliš silného prítlaku na po- suvových kladkách Odstránenie: Znížte prítlak na posuvových kladkách Príčina: Chybné nadimenzovanie kontaktnej špičky Odstránenie: Kontaktnú špičku správne nadimenzujte Príčina: Príliš dlhá doba zapnutia zváracieho horáka Odstránenie: Skráťte dobu zapnutia alebo použite výkonnejší...
- Page 136 Pórovitosť zvarového šva Príčina: Znečistená plynová dýza, tým nedostatočná ochrana zvarového šva plynom Odstránenie: Odstráňte rozstreky pri zváraní Príčina: Diery v hadici ochranného plynu alebo nepresné napojenie hadi- ce ochranného plynu Odstránenie: Vymeňte hadicu ochranného plynu, postarajte sa o presné na- pojenie hadice ochranného plynu Príčina: O-krúžky na prípojkách sú...
-
Page 137: Technické Údaje
Technické údaje Vysvetlenie symbolov Vodné chladenie Dlžka hadicového zväzku Doba zapnutia v % Max. zvárací prúd v ampéroch Priemer elektródy Ø Najnižší chladiaci výkon podla normy IEC 60974-7, závisí od dlžky hadicového zväzku Nadimenzovanie napätia (VPeak): pre strojom vedené zváracie horáky: 141 V Výrobok zodpovedá... - Page 138 Robacta Drive CMT/PAP Robacta Drive CMT Twin X / I (10 min / [%] / [A] 40 / 500 [%] / [A] 60 / 450 40°C) [%] / [A] 100 / 360 100 / 720 (2 x 360) M21 (EN 439) X / I (10 min / [%] / [A]...
- Page 139 目录 安全 安全 安装和调试 设备设计方案 原装配件和工具 Robacta Drive CMT Pro 基本版 推荐的焊枪体 安装导线插管 在驱动单元上安装易损部件 安装并连接中继线 安装并连接 PAP 中继线 连接焊丝缓冲器 连接 RA Drive CMT-PAP W FL 连接焊枪 连接外部送丝管 正确铺设机器人综合管线 最大 PAP 绕轴旋转角度 控制和功能 设置压紧力 更换固定支架 更换焊枪体上的易损部件 Robacta Drive CMT Pro - 更换气体喷嘴定位套件 维护、保养和废料处理...
- Page 140 安全 安全 危险! 误操作和工作不当时存在危险。 此时可能导致严重的人身伤害和财产损失。 ▶ 仅接受过技术培训且有资质人员方可执行本文档中所述的全部操作和功能。 ▶ 完整阅读并充分理解本文档。 ▶ 阅读并理解本设备以及全部系统组件的所有安全规程和用户文档。 危险! 电流存在危险。 此时可能导致严重的人身伤害和财产损失。 ▶ 在开始工作之前,关闭所有相关的设备和部件,并将它们同电网断开。 ▶ 保护所有相关设备和部件以使其无法重新开启。 危险! 系统组件故障以及误操作引起的电流存在危险。 此时可能导致严重的人身伤害和财产损失。 ▶ 所有电缆、引线及中继线必须连接牢固、完好无损且正确绝缘。 ▶ 仅使用尺寸适当的电缆、引线和中继线。 危险! 冷却剂溢出时存在危险。 此时可能导致严重的人身伤害和财产损失。 ▶ 当将焊枪与冷却器或其他系统组件断开时,务必使用焊枪附带的塑料密封件密封冷却 剂软管。 危险! 高温系统组件和/或设备存在危险。 此时可能导致严重烧伤或烫伤。 ▶ 在开始工作前,将所有高温系统组件和/或设备冷却至 +25°C/+77°F(例如冷却剂、水 冷系统组件、送丝机驱动电机等)。 ▶ 如果无法降温,则必须穿戴合适的保护装置(例如隔热手套、防护眼镜等)。 危险! 接触有毒焊接烟尘时存在危险。...
- Page 141 小心! 过热表面有烫伤危险。 此时可能导致严重的人身伤害。 ▶ 当运行环境温度最高为 40°C 时,Robacta Drive CMT 的表面温度可高达 90°C。这是 正常的运行温度,不会损害 Robacta Drive CMT。 小心! 无冷却剂操作时存在危险。 此时可能导致财产损失。 ▶ 切勿在没有冷却剂的情况下操作水冷式焊枪。 ▶ 在焊接期间,请确保冷却剂正确循环 - 对于伏能士原厂冷却器而言,判断标准为在冷 却器的冷却剂容器中是否可以看到有规律的冷却剂回流。 ▶ 因不遵守上述规定而造成的任何损失,制造商概不负责。且所有质保索赔均无效。...
- Page 142 安装和调试 设备设计方案 Robacta Drive CMT 机器人焊枪由焊枪体、带固定支架的驱动单元和中继线组成。 结合中继线上的焊丝缓冲器,一体式焊丝驱动电机可以快速反转焊丝。外部送丝机意味着 可快速更换所有送丝机部件。焊枪体采用多种不同的设计,旨在便于接近焊缝。 Robacta Drive CMT 特别适用于: 常规薄钢板应用 镀锡薄钢板无飞溅 MIG 钎焊 铝钢熔焊。 原装配件和工具 要操作 Robacta Drive CMT,必须提供与焊丝直径和填充金属对应的原装配件(请参阅备 件清单): 铝制原装配件 钢/硅铜原装配件 铬镍原装配件 a) 带末段的石墨 b) 石墨 c) 青铜 d) 钢 Steel CuSi inch inch .035 .039 .047 .063 .032...
- Page 143 工具: 尺寸为 10/12 的叉形扳手 尺寸为 13 的锁紧扳手 切割管(用于将导丝插管切割至一定长度) 规格为 3 的内六角扳手 * “联接螺母扳手”(可选) Robacta Drive * 外壳上的刀片连接端子 CMT Pro 基本版 ** 气体喷嘴定位套件 包括 - 290 mm 传感器电缆 - 430 mm 传感器电缆 (取决于焊枪体的长度和弯曲程度)...
- Page 144 推荐的焊枪体 Robacta 280 :22° Robacta 300 :22°,36° Robacta 400 :22°,36° Robacta 500 :22°,36° Robacta 700 :22°,36° Robacta 5000 :22°,36° 需要的导电嘴: M8 CB 导电嘴(带中央空穴) M10 CB 导电嘴(带中央空穴) 以下装配步骤以 Robacta 300 / 500 为例进行说明。与其他焊枪体的组装以类似的方式进 行。...
- Page 145 安装导线插管 重要!仅使用带中央空穴的导电嘴。 * 如果使用 Robacta 280 45° 焊枪体,导丝 44,0350,1806 只能从正面安装和拆除。 重要!将导线插管切割至一定长度时,请确保 导电嘴牢固地连接到焊枪体 导线插管底部正对着导电嘴 彻底去除导线插管内部的毛刺。 使用动力钳(产品编号:42,0435,0009)缩短钢制导丝。 Robacta 280 45°...
- Page 146 "CB" i n c 在驱动单元上安装 重要!当将焊枪体连接到 Robacta Drive CMT 联轴器点时,请注意:导线插管必须在避免 易损部件 扭结的情况下滑入 Robacta Drive CMT 联轴器点上的出口部分。 小心! 冷却剂溢出时存在危险。 此时可能导致财产损失。 ▶ 在装配焊枪体时,确保联接螺母安装牢固。 重要!仅使用随系统提供的锁紧工具来拧松和拧紧送丝轮。...
- Page 148 安装并连接中继线 重要!安装中继线后,将联接电缆放在凹槽中(图 5)。确保插头极桥连接正确。 * 力矩: 3.0 Nm ** 力矩:1.5 Nm max.
- Page 149 安装并连接 PAP 中 重要!安装中继线后,将联接电缆放在凹槽中(图 5)。确保插头极桥连接正确。 继线 * 力矩:3.0 Nm ** 力矩:3.0 Nm 重要!请勿将送丝管从中继线中拉出。重新安装操作仅可由伏能士执行。...
- Page 150 连接焊丝缓冲器 重要!请勿使焊丝缓冲器和 Robacta Drive CMT 之间的送丝管承受拉伸应力。...
- Page 151 连接 RA Drive * 有关将中继线安装到相应机器人类型的详细信息,请参阅“将带焊丝缓冲器的 CMT 中继 CMT-PAP W FL 线安装到机器人”宣传册 (42,0410,1518)。...
- Page 153 重要!请勿使焊丝缓冲器和 Robacta Drive CMT-PAP W 之间的送丝管承受拉伸应力。...
- Page 154 连接焊枪 重要!连接焊枪时,应检查 所有连接是否牢固 所有电缆、管线和中继线是否均完好无损并进行了正确绝缘处理。 * 焊丝缓冲器的控制电缆 ** 焊枪吹风选件 重要!如果不使用焊枪吹风选件,请确保吹风管密封。 A IR A I R 连接外部送丝管 小心! 悬垂送丝机软管的损坏风险。 此时可能导致财产损失。 ▶ 将送丝机软管固定在中继线上,使其无法悬垂在周围机器或部件附近(图 3 + 6)。 注意! 图 4 + 5 请勿应用至机器人焊枪 (PAP) "click"...
- Page 155 "click" 正确铺设机器人综 要获得最佳送丝速度,请在铺设中继线时遵守以下事项: 合管线 请勿扭结中继线 请勿过度拉伸中继线 尽可能保持中继线的弯曲度 如果可能,使用平衡器将焊丝缓冲器放在机器人手臂正上方 要获得最佳送丝速度,请在铺设中继线时遵守以下事项:...
- Page 156 对于固定的焊丝缓冲器,请使用平衡器悬挂中继线的前部 使用中继线夹持器(例如:通用中继线夹持器) 如果有足够空间,请使用纵向抗弯保护弹簧 最大 PAP 绕轴旋转 角度...
- Page 157 控制和功能 危险! 焊丝钻出速度过快可能造成危险。 此时可能导致严重的人身伤害。 ▶ 请手握焊枪,切勿使其正对面部和身体。 重要!送入焊丝前请去除毛刺。在送入软焊丝(AlSi 5、Al 和 AlMg)时打开夹紧杆。 * LED 点亮 - 绿色:待用 - 红色:无控制信号连接 重要!如果 LED 未点亮:检查驱动单元的电源。...
- Page 158 (m/min) (ipm) t (s) 设置压紧力 小心! 旋转送丝轮可能导致人身伤害危险。 此时可能导致严重的人身伤害。 ▶ 请勿触碰送丝轮。 重要!只有在送入焊丝后才能调节调节器螺钉。当调节器螺钉关闭后,所示的值才适用。 Al- AlSi 80-120N AlMg 100-150N Fe, CrNi, CuSi 150-200N...
- Page 159 更换固定支架 重要!当安装 Robacta Drive CMT flex (22° / 36°) 固定支架时,请确保所需角度的安装标 记与 Robacta Drive CMT(第 6 个机器人轴中的 TCP)上的安装标记相匹配。 * 力矩:2.4 Nm ° 更换焊枪体上的易 小心! 损部件 热冷却剂存在烫伤风险。 此时可能导致严重的人身伤害。 ▶ 在拆下焊枪体前,转动电源主开关到 - O - 位置。 重要!不要让冷却剂泄漏。从 Robacta Drive 联轴器点卸下管道弯曲处时请注意以下几 点: 通过接触管将焊丝切割到一定长度 按下管道弯曲处并保持 完全拧下旋转螺母 快速将管道弯曲处直接拔出...
- Page 160 i n c Robacta Drive 小心! CMT Pro - 更换气 体喷嘴定位套件 过热焊枪体有烫伤危险 此时可能导致严重的人身伤害。 ▶ 在更换气体喷嘴定位套件之前,允许焊枪体冷却。 ▶ 将电源主开关切换至“O”位置。 重要!在安装气体喷嘴定位套件之前,联接螺母 (*) 必须在焊枪体旁。 * 联接螺母 正确放置电缆: ** 气体喷嘴侧 *** 驱动单元侧...
- Page 162 维护、保养和废料处理 概要 要使 CMT 机器人焊枪无故障运行,定期和预防性保养必不可少。焊枪容易受到高温和重 污的影响。因此,与焊接系统中的其他部件相比,焊枪需要更高的保养频率。 重要!清除焊接飞溅物时,避免在焊枪上留下刻痕或划痕。否则,之后产生的焊接飞溅物 会牢牢嵌入到刻痕或划痕中。 请勿弯曲焊枪体...
- Page 163 每次启动时 检查导电嘴 更换磨损的导电嘴 清除气体喷嘴的焊接飞溅物(例如,手动吹除或使用 Robacta Reamer 或 Robacta TC 1000) 如果无法从喷嘴间隙周围清除污垢,请更换气体喷嘴 检查水源接口是否存在泄漏 监控冷却剂容器中的回水位,并在必要时对冷却器进行排气 * 检查防溅罩和绝缘装置是否损坏...
- Page 164 每次更换焊丝盘时 用减压空气吹扫导丝管 建议:更换导丝管(至少每 4 个月一次) 检查送丝轮并在需要时更换 用减压压缩空气吹扫送丝机软管和驱动单元 废料处理 废弃的电气和电子设备必须单独收集,并按照欧洲指令和国家相关法律法规以无害于环境 的方式回收。使用过的设备必须归还经销商或通过当地批准的收集和处理设施进行处置。 正确处置使用过的设备可促进材料资源的可持续循环利用。未能正确处置使用过的设备可...
- Page 165 能会对健康和/或环境造成不利影响。 包装材料 需根据材料分类收集,并检查当地政府的规章制度,同时,挤压容器以缩小体积。 责任 Robacta Drive CMT 机器人焊枪设计用于自动化应用,与碰撞盒配合使用,并以正常的焊 接速度焊接。 Fronius International GmbH 对任何其他用途概不负责。 注意! 拧下密封螺钉会损坏驱动单元。如果密封螺钉被拧下,Fronius International GmbH 概不 负责。...
- Page 166 错误诊断和错误排除 错误诊断和错误排 无焊接电流 除 主开关处于打开状态,电源上的指示灯点亮,保护气体可用 原因: 接地连接错误 解决方法: 检查接地连接并检查固定卡夹的极性 原因: Robacta Drive CMT 中继线的当前电缆有破损 解决方法: 联系售后服务部门 原因: 中继线连接松动 解决方法: 检查中继线是否固定到位 Robacta Drive CMT 无法工作 主开关处于打开状态,电源上的指示灯点亮 原因: 未插入控制插头或电机插头 解决方法: 插入控制插头或电机插头 原因: 控制线或电机导线有缺陷 解决方法: 联系售后服务部门 原因: 驱动单元故障 解决方法: 联系售后服务部门 原因: 综合管线发生故障或未正确连接 解决方法: 检查综合管线和连接情况...
- Page 167 焊接特性差 原因: 焊接参数错误 解决方法: 检查设置 原因: 接地连接不良 解决方法: 确保与工件良好接触 原因: 保护气体不足或根本没有 解决方法: 检查压力调节器、气管、气路电磁阀和焊枪保护气体接口。检查气冷式焊枪 的气密性,使用合适的导丝管。 原因: 连接处泄漏 解决方法: 拧紧连接处 原因: 导电嘴不适合或损坏 解决方法: 更换导电嘴 原因: 焊丝合金或直径不正确 解决方法: 检查是否已插入焊丝盘,检查母材的可焊性 原因: 保护气体不适用于目前的焊丝合金 解决方法: 使用适当的保护气体 原因: 不适宜的焊接条件:保护气体受污染(由潮气、空气造成),气体保护不充 足(熔池“沸腾”,气流),工件污染(锈蚀、涂料、油脂) 解决方法: 优化焊接条件 原因: 气体喷嘴变脏 解决方法: 清除焊接飞溅物 原因: 由于保护气体流速过高而导致紊流...
- Page 168 送丝速度不良 原因: 焊丝不适合 解决方法: 检查焊丝入口喷嘴相对于送丝轮的位置,并根据需要进行校正 原因: CMT 送丝机上的制动力设置过高 解决方法: 将 CMT 送丝机上的制动器设置为宽松设置 原因: 由于堆积物,导电嘴中的空穴缩窄 解决方法: 更换导电嘴 原因: 送丝导丝管或送丝插管有缺陷 解决方法: 检查送丝导丝管和送丝插管是否扭结、有污垢等;更换故障导丝管或送丝插 管 原因: 送丝机轮与正在使用的焊丝不匹配 解决方法: 使用合适的送丝轮 原因: 送丝机轮压紧力错误 解决方法: 检查压紧力,必要时调整 原因: 送丝机轮脏污或损坏 解决方法: 清洁送丝机轮或更换新的送丝轮 原因: 导丝管插入时打结 解决方法: 插入导丝管时,仅在焊丝导入管周围处理 原因: 导丝管太短 解决方法: 更换导丝管并将其剪切到正确的长度...
- Page 169 导电嘴只有短暂的使用寿命 原因: 由于送丝轮上的压紧力过大而导致焊丝磨损 解决方法: 减小送丝轮上的压紧力 原因: 导电嘴尺寸不合适 解决方法: 使用合适尺寸的导电嘴 原因: 焊枪暂载率过长 解决方法: 缩短开启时间或使用更高电容的焊枪 原因: 导电嘴过热。由于导电嘴安装过松而导致无法散热 原因: 紧固导电嘴 注意! 使用 CrNi 时,由于 CrNi 焊丝自身的特性,导电嘴可能需要承受更高程度的磨损。 送丝机按钮不工作 原因: “控制线/电源”的插入式连接存在故障 解决方法: 检查插接连接 / 联系售后服务部门 原因: 控制线故障 解决方法: 更换控制线 / 联系售后服务部门 焊缝具有多孔性 原因: 变脏的气体喷嘴造成焊缝气体保护不充分 解决方法: 清除焊接飞溅物...
- Page 170 技术数据 标识说明 水冷 中继线的长度 暂载率 (%) 最大焊接电流 (A) 最大值 电极直径 Ø 最低冷却功率符合 IEC 60974-2 标准 具体取决于中继线长度 电压测量(V 峰值): 针对机械驱动焊枪:141 V 产品符合 IEC 60974-7 标准的相关要求。 Robacta 300 Robacta 500 Robacta 700 X / I (10 min / [%] / [A] 最大值 [%] / [A] 40°C) [%] / [A]...
- Page 171 Robacta Drive CMT/PAP Robacta Drive CMT Twin X / I (10 min / [%] / [A] 40 / 500 最大值 [%] / [A] 60 / 450 40°C) [%] / [A] 100 / 360 100 / 720 (2 x 360) M21 (EN 439) X / I (10 min / [%] / [A]...
- Page 172 SPAREPARTS ONLINE Fronius International GmbH Froniusstraße 1 4643 Pettenbach Austria contact@fronius.com www.fronius.com Under www.fronius.com/contact you will find the adresses of all Fronius Sales & Service Partners and locations.
Need help?
Do you have a question about the Robacta Drive CMT W and is the answer not in the manual?
Questions and answers