ESAB A6 Mastertrac Tandem Instruction Manual
Hide thumbs
Also See for A6 Mastertrac Tandem:
- Instruction manual (22 pages) ,
- Instruction manual (28 pages)

Related Manuals for ESAB A6 Mastertrac Tandem











Summary of Contents for ESAB A6 Mastertrac Tandem
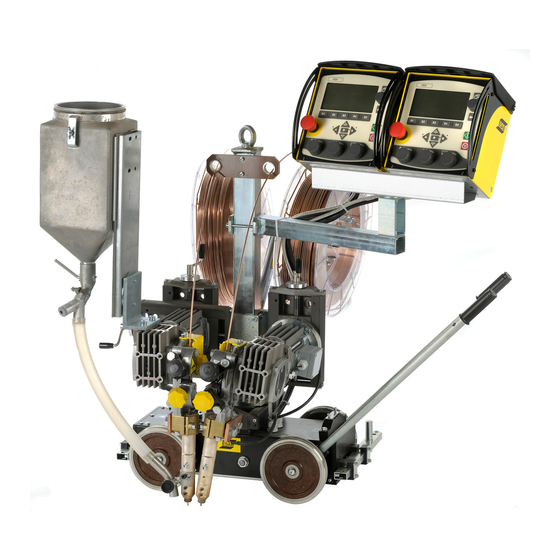
- Page 1 A6 Mastertrac Tandem A6TF F2 Instruction manual 0449 468 360 2010-10-08 Valid for serial no. 940-xxx-xxxx...
- Page 2 ENGLISH ..........Rights reserved to alter specifications without notice.
-
Page 4: Table Of Contents
ENGLISH 1 SAFETY ............2 INTRODUCTION . -
Page 5: Safety
SAFETY Users of ESAB welding equipment have the ultimate responsibility for ensuring that anyone who works on or near the equipment observes all the relevant safety precau- tions. Safety precautions must meet the requirements that apply to this type of weld- ing equipment. - Page 6 6. General precautions Make sure the return cable is connected securely. Work on high voltage equipment may only be carried out by a qualified electrician. Appropriate fire extinquishing equipment must be clearly marked and close at hand. Lubrication and maintenance must not be carried out on the equipment during operation.
- Page 7 WARNING ARC WELDING AND CUTTING CAN BE INJURIOUS TO YOURSELF AND OTHERS. TAKE PRECAUTIONS WHEN WELDING. ASK FOR YOUR EMPLOYER'S SAFETY PRACTICES WHICH SHOULD BE BASED ON MANU- FACTURER'S HAZARD DATA. ELECTRIC SHOCK - Can kill Install and earth the welding unit in accordance with applicable standards. Do not touch live electrical parts or electrodes with bare skin, wet gloves or wet clothing.
-
Page 8: Introduction
The position of welding head can be set horizontally and vertically with the linear slides. Angular movement is adjusted with the angular slide. The automatic welding machine is intended for use in combination with the PEK and ESAB's welding power sources LAF or TAF. Welding method 2.2.1 Submerged-arc welding The weld bead is protected by a cover of flux during the welding. -
Page 9: Technical Data
Technical data A6TF F2 (SAW) Supply voltage 42 V AC Rated load 100 % 1500 A Electrode dimensions: solid single wire 3,0-6,0 mm flux-cored wire 3,0-4,0 mm Electrode feed rate, max. 4 m/min Brake drum braking torque 1,5 Nm Speed of travel 0,1-2,0 m/min Electrode weight, max. -
Page 10: Description Of Main Components
Description of Main Components 2.6.1 Carriage The carriage is provided with 4-wheel drive. The carriage can be secured by way of the locking lever (1). 2.6.2 Carrier The control boxes, among other things, are to be fitted on the carrier. 2.6.3 Wire Feed Unit The unit is used for guiding and feeding the welding wire down into the connector. -
Page 11: Installation
INSTALLATION General The installation must be executed by a professional. WARNING Rotating parts can cause injury, take great care. Mounting 3.2.1 Wire drum (Accessories) Wire drum (1) is mounted on the brake hub (2). WARNING To prevent the reel sliding off the hub: Lock the reel in place by turning the red knob as shown on the warning label attached next to the hub. -
Page 12: Connections
Connections 3.4.1 General The PEK is to be connected by a qualified person. See instruction manual 0460 948 xxx, 0460 949 xxx, 0459 839 036. For the connection of A6 GMH, see instruction manual 0460 671 001. For the connection of A6 PAV, see instruction manual 0460 670 001. 3.4.2 Automatic welding machine A6TF F2 (Submerged arc welding. -
Page 13: Operation
OPERATION General WARNING: Have you read and understood the safety information ? You must not operate the machine before then ! General safety regulations for the handling of the equipment can be found on page 5. Read through before you start using the equipment! Return cable Before welding start, check that the return cable is connected. -
Page 14: Loading The Welding Wire
Loading the welding wire 1. Mount the wire drum according to the instructions on page 11. 2. Check that feed roller (1) and contact jaw or contact tip (3) are of the correct dimension for the selected wire size. 3. When welding with fine wire: Feed the wire through the fine Wire feed unit (6). -
Page 15: Changing The Feed Roller
Changing the feed roller Single wire Release the knobs (3) and (4). Release the hand wheel (2). Change the feed roller (1). They are marked with their respective wire sizes. Flux-cored wire for knurled rollers (Accessories) Change the feed roller (1) and pressure roller (5) as a pair for the wire size to be used. -
Page 16: Contact Equipment For Submerged-Arc Welding
Contact equipment for submerged-arc welding For single wire 3.0 - 6.0 mm. Heavy duty (D35) Use the straightener (3), connector (1) D35 with contact jaws (2). Assemble one contact jaw with the M5 bolts provided, in the fixed contact tip (a). Assemble the other contact jaw in the free half of the two-piece connector (b) under the bolt (8) and tighten down hard to ensure that a good contact is achieved between... -
Page 17: Transportation Of The Automatic Welding Machine
Transportation of the Automatic Welding Machine Disengage the wheels by turning the locking lever (1). N.B. In case of lifting the automatic welding machine, the lifting eye (2) shall be used. - 17 - hfa9o1ea... -
Page 18: Maintenance
MAINTENANCE General Note: All warranty undertakings given by the supplier cease to apply if the customer attempts to rectify any faults on the machine during the warranty period. NB! Before doing any kind of maintenance work, make sure the mains is disconnected. -
Page 19: Troubleshooting
Use cables with a larger cross-section or use parallel cables. ORDERING OF SPARE PARTS Spare parts are ordered through your nearest ESAB representative, see back cover. When ordering spare parts, please state machine type and number as well as desig- nation and spare part number as shown in the spare parts list on page 23. -
Page 20: Wear Components
WEAR COMPONENTS Feed rollers SAW tubular wire Part no D (mm) 0146 024 880 0,8--1,6 0146 024 881 2,0--4,0 Pressure rollers SAW tubular wire Part no D (mm) 0146 025 880 0,8--1,6 0146 025 881 2,0--4,0 Contact jaws SAW HD (D35) Part no D (mm) 0265 900 880... -
Page 21: Dimension Drawing
DIMENSION DRAWING - 21 - hfa9dim... - Page 22 - 22 - hfa9dim...
-
Page 23: Spare Parts List
SPARE PARTS LIST Edition 2009-10-05 Ordering no. Denomination Notes 0461 232 882 A6TF F2 Mastertrac Tandem A6TF F2 - 23 - spareFram... - Page 24 Item Ordering no. Denomination Notes 0461232882 Automatic welding machine A6TF F2 Mastertrac Tandem 0460504880 Control box PEK, see separate manual 0146967880 Brake hub 0334457880 Wire guide 0334184001 Plate 0147639881 Wire straightener (left mounted) 0334170001 Clamping ring 0417959880 Contact jaw tube L=220 0449490881 Carriage...
- Page 25 - 25 - f461232s...
- Page 26 Item Ordering no. Denomination Notes 0147639880 Straightener (right mounted) 0156449001 Clamp 0215503601 Insulating sleeve 0156530001 Clamp half 0212900001 Spacer screw 0215201209 Sealing, O-ring D11.3x2.4 0218400801 Pressure roller arm 0218810181 Handwheel, insulated 0218810182 Handwheel, insulated 0332408001 Stub shaft 0153148880 Pressure roller 0415498001 Pressure roller, upper 0212902601...
- Page 27 Item Orderingno. Denomination Remarks 0147639881 Straightener (left mounted) 0156449001 Clamp 0215503601 Insulating sleeve 0156530001 Clamp half 0212900001 Spacer screw 0215201209 Sealing, O-ring D11.3x2.4 0218400801 Pressure roller arm 0218810181 Handwheel, insulated 0218810182 Handwheel, insulated 0332408001 Stub shaft 0153148880 Pressure roller 0415498001 Pressure roller, upper 0212902601 Spacer screw...
- Page 28 Item Ordering no. Denomination Notes 0417959880 Contact jaw tube L = 220 mm 0443344880 Contact tube L = 220 mm 0443372001 Fitting bolt 0219504307 Cup spring d20/10.2, T=1.1 0417979001 Ring - 28 - f417959s...
- Page 29 - 29 - sida...
- Page 30 Item Ordering no. Denomination Notes 0449490881 Carriage A6TFE/TGE 0334295880 Handle 0449205880 Guide arm complete 0334165880 Side plate 0229202280 Wheel 0219501013 Spring washer D18,1/10,2 0334198880 Front shaft with sprocket 0332947880 Bracket 0334264001 Flange bearing unit 0218201502 Chain 1/2"x4,88 0218201602 Chain lock simple 1/2"x4,88 0334160001 Stub shaft...
- Page 31 - 31 - h449490s...
- Page 32 Item Ordering no. Denomination Notes 0147649881 Flux Hopper 0154007001 Flux hopper 0148837001 Window (a6 flux hopper) 0147645001 Mounting 0153347880 Flux valve 0215201232 Sealing, O-ring 69,2x5,7 0020301780 Flux strainer 0443383002 Flux hose L=500 - 32 - f147649s...
- Page 33 Item Ordering no. Denomination Notes 0153347880 Flux valve 0153348001 Outlet 0153349001 Shaft 0211102938 Roll pin d 3x20 - 33 - h153347s...
- Page 34 Item Orderingno. Denomination Remarks 0154465880 Slide, manually operated L=90 0154464001 Slide frame 0154463880 Carriage with slide rails 0190509485 Stop screw M10x10 0154458001 End piece 0211102957 Roll pin D5x20 0154461001 Lead screw 0190531201 Ball bearing SKF 3201 0154456001 Lock nut 0154457001 Ball bearing cap 0334537001 Handle crank...
- Page 35 Item Ordering no. Denomination Notes 0153299880 Flux nozzle complete 0153290002 Holder for flux pipe 0153296001 Flux pipe, bent 0153425001 Wheel - 35 - f153299s...
- Page 36 ESAB subsidiaries and representative offices Europe Asia/Pacific Representative offices NORWAY AS ESAB AUSTRIA BULGARIA CHINA Larvik ESAB Ges.m.b.H ESAB Representative Office Shanghai ESAB A/P Tel: +47 33 12 10 00 Vienna- -Liesing Sofia Shanghai Fax: +47 33 11 52 03...
Need help?
Do you have a question about the A6 Mastertrac Tandem and is the answer not in the manual?
Questions and answers