JUKI AMS-210EN Series Engineer's Manual
Computer-controlled, cycle machine with input function
Hide thumbs
Also See for AMS-210EN Series:
- Instruction manual (133 pages) ,
- Quick start manual (3 pages)

Related Manuals for JUKI AMS-210EN Series











Summary of Contents for JUKI AMS-210EN Series
- Page 1 ® Computer-controlled, Cycle Machine With Input Function AMS-210EN Series ENGINEER’S MANUAL 40087239 No.E388-00...
- Page 2 PREFACE This Engineer’s Manual is written for the technical personnel who are responsible for the service and maintenance of the machine. The Instruction Manual for these machines intended for the maintenance personnel and operators at an apparel factory contains operating instructions in detail. It is advisable to use the Instruction Manual and Parts List together with this Engineer's Manual when carrying out the maintenance of these machines.
-
Page 3: Table Of Contents
CONTENTS 1. Specifications ......................1 2. Configuration ......................2 (1) Names of main unit ........................2 (2) IP-420 operation panel ......................3 3. Standard adjustment ....................5 (1) Main shaft connection/disconnection .................. 5 (2) Removal of main shaft motor and coupling ................. 7 (3) Crank rod connection/disconnection ................... - Page 4 (38) Adjustment of thread take-up spring ................. 59 (39) Needle thread clamp device connection/disconnection ..........61 (40) Adjusting the needle thread clamp notch ................63 (41) Adjusting the needle thread clamp sensor ................ 65 4. Memory switch ...................... 67 (1) Start and change ........................67 (2) Function list ..........................
- Page 5 13. Troubles and corrective measures ..............203 (1) Mechanical parts ........................203 (2) Sewing conditions ....................... 207 (3) Electrical components ......................216 14. Circuit diagrams ....................226 (1) Block diagram ........................226 (2) Power supply circuit diagram A ..................227 (3) Power supply circuit diagram B ..................
- Page 6 Computer-controlled, Cycle Machine with Input Function (Slide Take-Up Lever Specifications) AMS-210ENHL1306/7300 Contents 1. Specifications ....................... 236 2. Standard adjustments..................237 (1) Driver adjustments ........................237 (2) Amount of floating adjustments for thread tension disc ............237 3. Memory switch ..................... 239 (1) List of functions ...........................
- Page 7 Lubricating oil JUKI NEW Defrix oil No. 2 (equivalent to ISO VG32) (Lubrication system) Grease 1. Penetration No. 2 lithium grease, 2. Templex N2, 3. Juki Grease A, 4. Juki Grease B (Caution)1. Memory of pattern data Sewing machine, Media •...
-
Page 8: Specifications
MEMO... -
Page 9: Configuration
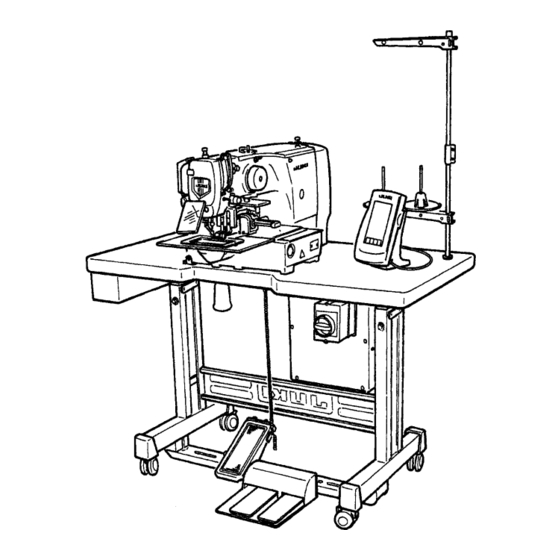
2. Configuration (1) Names of main unit Air regulator Machine head (for pneumatic type only) Wiper switch Temporary stop switch Feeding frame Intermediate presser Thread stand Operation panel (IP-420) Power switch Control box Foot pedal Manual pedal (Excluding pneumatic type) –... -
Page 10: Operation Panel
(2) IP-420 operation panel (Front view) (Right side view) Touch panel • LCD display section READY key → Changeover of the data input screen and the sewing screen can be performed. INFORMATION key → Changeover of the data input screen and the information screen can be performed. - Page 11 MEMO – 4 –...
-
Page 12: Standard Adjustment
3. Standard adjustment (1) Main shaft connection/disconnection Procedures of disassembling 1. Loosen the set screw securing the main shaft counterbalance , and remove the taper screw 2. Loosen 2 set screws (through the screwdriver hole A), 2 set screws , and 2 set screws On this occasion, loosen No. - Page 13 Procedures of assembling 1. Insert the main shaft into the crank rod , balancer , hand pulley gear A , bobbin winding drive wheel , and main shaft counterbalance in this order, and mount this assembly on the frame. 2. Tighten the taper screw into the taper hole of the main shaft , and tighten the set screw to secure...
-
Page 14: Removal Of Main Shaft Motor And Coupling
(2) Removal of main shaft motor and coupling Procedures of disassembling 1. For removal of the main shaft with the coupling, Loosen 2 set screws on the main shaft side of the coupling , and remove 4 set screws securing the motor. - Page 15 Procedures of assembling 1. For mounting the main shaft motor with the coupling, (1) Tighten 4 set screws that securing the motor, and tighten 2 set screws on the main shaft side of the coupling (2) The cords of the main shaft motor should be positioned in the lateral direction.
-
Page 16: Crank Rod Connection/Disconnection
(3) Crank rod connection/disconnection Procedures of disassembling 1. Loosen 3 set screws and 2 set screws . On this occasion, loosen No. 2 set screws first, and completely disengage No. 1 set screws from the flat section of the oscillator shaft 2. - Page 17 Procedures of assembling 1. Mount the main shaft according to “3.-(1) Main shaft connection/disconnection”, and mount the crank rod unit 2. Adjust the clearance to 22.7 to 22.9 mm between the under cam of the crank rod unit and Face B (middle metal bearing mounting face) of the frame, and secure the cam with the set screw (Apply No.
-
Page 18: Crank Balancer Positioning
(4) Crank balancer positioning Standard Adjustment [Rotating direction] When the needle bar lowers and the clearance between the needle bar connecting and needle bar lower bushing is 4.6 mm, 2 set screws of the crank balancer becomes horizontal position. [Axial direction] Bring the main shaft eccentric cam into contact with the crank balancer 4.6mm... - Page 19 Adjustment Procedures Results of Improper Adjustment o If the mounting angle of the crank If the main shaft eccentric cam is not secured, the main shaft eccentric balancer is wrong, vibration should be positioned first. during sewing will be intensified. 1.
-
Page 20: Adjustment Of Intermediate Presser Cam
(5) Adjustment of intermediate presser cam Standard Adjustment Align Align (6) Adjustment of intermediate presser bar Standard Adjustment – 13 –... - Page 21 Adjustment Procedures Results of Improper Adjustment 1. Align the edge of the intermediate presser cam with the center of o Stitch skipping and poor tense the engraved point on the main shaft , align the engraved line on stitch may occur. the intermediate presser cam with the engraved point on the main shaft...
-
Page 22: Intermediate Presser Variable Connection/Disconnection
(7) Intermediate presser variable connection/disconnection Procedures of disassembling 1. Remove the presser adjusting screw . Then, remove the intermediate presser spring and the guide shaft. 2. Remove the intermediate presser auxiliary spring 3. Remove the step screws , and 4. Remove the step screw 5. - Page 23 Procedures of assembling 1. Fix the intermediate presser variable shaft to the intermediate presser variable arm by means of the two setscrews so that the length of the shaft section becomes 217.3mm. (Both setscrews should be adjusted level to the intermediate presser variable shaft 2.
-
Page 24: Intermediate Presser Variable Adjustments
(8) Intermediate presser variable adjustments Standard Adjustment Start the Test Mode I10 and press three times after the completion of origin search. Press twice after the completion of origin search. At that time, a value of 3.5 ± 0.2 shall be secured from the amount of rise of the presser bar (intermediate presser). - Page 25 Adjustment Procedures Results of Improper Adjustment 1. Start the test mode I10. o There will be a displacement 2. Step on the start pedal to perform the origin search. between the variable value of the 3. Press the button on the panel 3 times. intermediate presser lower 4.
-
Page 26: Intermediate Presser Drivie Arm
(9) Intermediate presser drive arm Standard Adjustment * Refer to Instruction Manual, 4-7. Intermediate presser height. Close contact Intermediate presser bar – 19 –... - Page 27 Adjustment Procedures Results of Improper Adjustment 1. Turn ON the power supply and set the height (panel setup) of the o If there is no clearance, there will intermediate presser to 0mm. Turn OFF the power supply in the be interference between the state that the intermediate presser has been lowered.
-
Page 28: Lower Shaft Backlash Adjustment And Connection/Disconnection
(10) Lower shaft backlash adjustment and connection/disconnection Standard Adjustment 1. Size of lower shaft backlash is 0.01 to 0.1mm (throughout the circumference of the main shaft) at the tip of the driver . The shaft is required to rotate smoothly. 2. - Page 29 Adjustment Procedures Results of Improper Adjustment 1. Lower shaft backlash o If the backlash is excessive, the 1) Loosen the two set screws hook noise will be increased. 2) Turn the lower shaft rear metal in the direction of the arrow and adjust o If backlash is too small, the lower the backlash, keeping the metal to contact closely with Face A.
-
Page 30: Adjustment Of Hook Oil Amount
(12) Adjustment of hook oil amount Standard Adjustment (13) Shuttle connection / disconnection and oil wick piping Procedures of disassembling 1. Loosen the three set screws 2. Cut the harness bands 3. Remove the set screw and pull the oil tank in the direction of the arrow A. - Page 31 Adjustment Procedures Results of Improper Adjustment o If the amount of hook lubricant is 1. Loosen the set screw and remove it. reduced too much, this can be a 2. When the adjusting screw is tightened, the quantity of oil can be cause of frictional wear of the regulated for the lubrication pipe left hook race plane or lock-up.
-
Page 32: Adjusting The Height Of The Needle Bar
(14) Adjusting the height of the needle bar Standard Adjustment Maker line for 134 (DP x 5) Maker line for 135 x 17 (DP x 17) (No. 140 or more (#22 or more)) Marker line for 135 x 17 (DP x 17) (No. - Page 33 Adjustment Procedures Results of Improper Adjustment If adjustments are carried out with * Turn ON the power once, and turn OFF the power again after the needle bar positioned too low: making the intermediate presser in the lowered state. o Feed timing causes mismatching 1.
-
Page 34: Hook Adjustment
(15) Hook adjustment Standard Adjustment Maker line for 134 (DP x 5) Maker line for 135 x 17 (DP x 17) (No. 140 or more (#22 or more)) Marker line for 135 x 17 (DP x 17) (No. 140 less than (#22 less than)) Maker line for Maker line for Maker line for... - Page 35 Adjustment Procedures Results of Improper Adjustment * Turn ON the power once, and turn OFF the power again after o If the shuttle height of the driver making the intermediate presser in the lowered state. does not match the tip position 1.
-
Page 36: Thread Trimmer Presser Lifter Cam Connection/Disconnection
(16) Thread trimmer presser lifter cam connection/disconnection Procedures of disassembling 1. Loosen 2 set screws securing the presser lifter and thread trimmer cam (hereafter called “cam”) 2. Loosen the two set screws and remove the sensor slit 3. Remove the four set screws and take out the presser lifting motor in the direction of the arrow. - Page 37 Procedures of assembling 1. Apply a proper amount of grease (Juki Grease A) to the grooved cam block of the cam , the peripheral cam block, and the rollers of the presser bar lifter link and the thread trimmer link .
-
Page 38: Adjustment Of The Moving Knife And Counter Knife Position
(18) Adjustment of the moving knife and counter knife position Standard Adjustment Counter knife position : The clearance between the counter knife and the needle hole guide is 1.0mm. Moving knife position : Before thread trimmer operation (standby state), the distance from the throat plate front end to the tip of the thread cutter lever (small) is 18.5±0.5mm. - Page 39 Adjustment Procedures Results of Improper Adjustment 1. Counter knife position o If the clearance is less than Loosen the counter knife set screw to adjust the position. 1.0mm, thread may be cut by the counter knife blade when the 2. Moving knife position thread is pulled with the moving Loosen the screw to adjust the position.
-
Page 40: Second Thread Tension Connection / Disconnection
(20) Second thread tension connection / disconnection Procedures of disassembling 1. Loosen the set screw 2. Remove three setscrews and take out the thread tension cap 3. Remove the nut and the tension releasing pin adjusting collar . Then take out the thread tension disc pressing plate and three thread tension disc return springs 4. - Page 41 Procedures of assembling 1. When mounting the second thread tension , confirm in advance that the pin block of the AT link unit (front) is exactly settling in the hole of the thread tension pressing pin . If you try to mount the second thread tension forcedly with the pin area left disengaged, this may result in breakage in the thread tension pressing pin...
-
Page 42: At Unit Connection / Disconnection
(22) AT unit connection / disconnection Procedures of disassembling 1. Remove the set screw of the AT link unit (front) and take out the second thread tension . (3.-(20) Refer to “Second thread tension connection / disconnection.”) 2. Draw out the cotter pin from the pin block (H type) or (S type) of the AT link unit (rear) - Page 43 Procedures of assembling 1. For incorporating the AT solenoid unit into the system, run the solenoid cable from the rear of the AT solenoid unit to the rear end of the machine arm. Fix the AT solenoid unit to the arm’s setscrew hole as specified below. H type: Visual center of the arm’s setscrew hole S type: Visual center of the arm’s setscrew hole movement to the plane side slightly (Refer to “3.-(19) Floating amont of the thread tension disk”).
-
Page 44: Wiper Adjustment
(22) Wiper adjustment Standard Adjustment 1. When lowering the intermediate presser at the stop position after thread trimming (needle height from the top surface of throat plate is 17.7 mm.) and pressing wiper link section , adjust the clearance between the center of needle and the inside of V letter of the wiper to 10 mm. - Page 45 Adjustment Procedures Results of Improper Adjustment 1. Turn OFF the power after stopping the thread trimming, or turn ON o If the clearance between the wiper the threading switch and lower the intermediate presser and needle is too small, the (Caution) As for the height of needle when adjusting the wiper wiper comes in contact with the...
-
Page 46: Adjusting The Pre-Load Of The X-Y Table
(23) Adjusting the pre-load of the X-Y table Standard Adjustment When removing the X-Y table assy from the sewing machine, re-adjustment of the pre-load is necessary for the X axis only. 9.8 to 39.2N – 39 –... - Page 47 Adjustment Procedures Results of Improper Adjustment 1. Hold down the X fixed race (rear) in the direction of the arrow to tighten 4 set screws 2. Loosen 4 set screws 3. Hold down the X fixed race (front) in the direction of the arrow to tighten 4 set screws .
-
Page 48: Adjustment Of The Tension Of The X Timing Belt
(24) Adjustment of the tension of the X timing belt Standard Adjustment Belt tension meter Belt tension mete (set value) (measurement value) TENSION 0 0 3 . 4 g / m 240.0 020.0 mm/R 0225 mm Just below the lower shaft (near the belt center) 7.84N –... - Page 49 Adjustment Procedures Results of Improper Adjustment 1. Move the race table to the left end (in the direction of the arrow). o If the tension is excessive, it will 2. Tighten the adjusting screw and fix the nut so that the belt cause timing belt breakage.
-
Page 50: Adjustment To Positions Of X-Motor And Y-Motor (Backlash Adjustment To Gear)
(25) Adjustment to positions of X-motor and Y-motor (Backlash adjustment to gear) Standard Adjustment 1. Hold down the X motor in the direction of Arrow A and secure it. 2. Hold down the Y motor in the direction of Arrow B and secure it. (26) Adjusting of the presser lower arm (Motor type only) Standard Adjustment Close contact... - Page 51 Adjustment Procedures Results of Improper Adjustment 1. Loosen 4 set screws securing the X motor o If the X motor or Y motor is held 2. Hold down the X motor in the direction of Arrow A and tighten 4 set down inadequately, feeding gear screws to secure the X motor...
-
Page 52: Adjustment When The Presser Plate Sheet Is Replaced (Motor Type Only)
(27) Adjustment when the presser plate sheet is replaced (Motor type only) Standard Adjustment Unevenness: No good Apply grease – 45 –... - Page 53 Adjustment Procedures Results of Improper Adjustment 1. Put an appropriate number of the spacers into the presser plate o The step difference will cause to make the presser plate sheet even. malfunction of the feed. 2. In regard to the application of grease, refer to “PRESSER PLATE & MANUAL PRESSER MECHANISM COMPONENTS”...
-
Page 54: Height Of The Slider And Pasting Of The Presser Plate Sheet (Pneumatic Type Only)
(28) Height of the slider and pasting of the presser plate sheet (Pneumatic type only) Standard Adjustment 1. Follow the dimensions in the drawing below for pasting the presser plate sheet on the presser plate Apply grease after pasting the sheet. 2. - Page 55 Adjustment Procedures Results of Improper Adjustment 1. Remove 4 set screws to remove the presser plate , and replace o If the position where the presser the old presser plate sheet with new one. plate sheet was pasted is 2. After mounting the presser plate , adjust the height of the slider wrong, abrasion of related with 4 set screws...
-
Page 56: Adjusting The Speed Of The Work Clamp Feet (Pneumatic Type Only)
(29) Adjusting the speed of the work clamp feet (Pneumatic type only) Standard Adjustment 1. Adjust the knob 1 and the knob 2 of the speed controller mounted on the solenoid valve and make adjustments as described below. • Presser lifting (tube label: 1-A, 2-A) and presser lowering (tube label: 1-B, 2-B). •... - Page 57 Adjustment Procedures Results of Improper Adjustment 1. Adjust the speed referring to Standard Adjustment. o When the work clamp foot comes 2. To increase the speed of lowering/raising the work clamp foot, turn down, the noise is big. the knob 1 counterclockwise.
-
Page 58: Making The Origin Setting Gauge
(30) Making the origin setting gauge Standard Adjustment C = 28.4mm A = 16mm D = 60.4mm B = 36mm E = 64.4mm Tap M4 for setscrew Hole ø4 for positioning pin Tap M4 for setscrew Hole ø4 for positioning pin Origin marking for 1306 Origin marking for... - Page 59 Adjustment Procedures Results of Improper Adjustment 1. Make an origin setting gauge as shown in the figure, and attach it to the work clamp foot Adjustment Procedures Results of Improper Adjustment 1. Start the test mode I06. 2. When the star pedal is depressed, the feed moves to the mechanical origin and stops.
-
Page 60: Adjusting The Y Origin Sensor
(32) Adjusting the Y origin sensor Standard Adjustment When the feed is in the mechanical origin, align the tip of the needle with the longitudinal position of the engraved dot of the origin. B Main motor side (rear) Operator side (front) –... - Page 61 Adjustment Procedures Results of Improper Adjustment 1. Start the test mode I06. 2. When the pedal is trodden on, the feed moves to the mechanical origin and then stops. 3. Lower the needle and check the front-rear displacement from the engraved marking of the origin.
-
Page 62: Adjustment Of The Bobbin Winder Driving Wheel Position
(33) Adjustment of the bobbin winder driving wheel position Standard Adjustment The distance is 169.5 mm between the measuring plane of the bobbin winder driving wheel and the cover mounting plane of the sewing machine frame 169.5mm (34) Adjusting the bobbin winder amount Standard Adjustment The position of the bobbin winder lover is based on the standard that it is 14 mm apart from the bobbin... - Page 63 Adjustment Procedures Results of Improper Adjustment o If the distance of 169.5mm is 1. Loosen the two set screws to adjust the position (169.5mm) of the insufficient, rubber ring wear may bobbin winder driving wheel and fix it with the two set screws occur in the bobbin winder unit.
-
Page 64: Adjustment Of The Shuttle Upper Spring And Lower Thread Holder Position
(35) Adjustment of the shuttle upper spring and lower thread holder position Standard Adjustment 1. Shuttle upper spring : In regard to the right and left positioning, secure coincidence between the center of the needle and that of the groove width C. For the front-rear positioning, join the needle rear end and the corner block. - Page 65 Adjustment Procedures Results of Improper Adjustment o If there is a front and rear 1. Remove the work feed bar, feed plate, and the throat plate. Adjust displacement or a right and left the positioning of shuttle upper spring with the set screws pcs.).
-
Page 66: Shape Of The Shuttle Race Ring
(37) Shape of the shuttle race ring Standard Adjustment If wear seems to be too much around the pointed tip of the inner hook, release the shuttle race ring confirm that the dimensions of the hatched area on the rear side are 0.3 x 8mm. (38) Adjustment of thread take-up spring Standard Adjustment Stroke : The movable distance of the needle thread when the needle thread is pulled in the direction... - Page 67 Adjustment Procedures Results of Improper Adjustment 1. If the dimensions of 0.3 x 8mm are not secured, retouching is re- quired with the aid of an oil stone. Dimension A Part No. Name of part Remarks (mm) Optional For light-weight 14103253 Shuttle race ring A material sewing...
-
Page 68: Needle Thread Clamp Device Connection/Disconnection
(39) Needle thread clamp device connection/disconnection Procedures of disassembling 1. Remove the hinge screw * If the hinge screw cannot be seen from the open part of the needle thread clamp device , try to move the needle thread clamp connector link by hand in the direction of A or B. - Page 69 Procedures of assembling 1. Push the needle thread clamp device in the direction of A and fix it with the three set screws . Tighten the hinge screw 2. Attain the test mode I08. 3. Try to tread on the pedal for origin retrieval. 4.
-
Page 70: Adjusting The Needle Thread Clamp Notch
(40) Adjusting the needle thread clamp notch Standard Adjustment 1. Needle thread clamp notch R position • When the needle thread clamp link complete is pushed in Direction A and Part B of the needle thread clamp release plate and the needle thread clamp device begins to open, the distance between the needle thread clamp device and the needle thread clamp base... - Page 71 Adjustment Procedures Results of Improper Adjustment 1. Needle thread clamp notch R adjustment o If the distance is too long between the needle thread clamp 1) Loosen the two set screws the needle thread clamp base 2) Push the needle thread clamp link complete in Direction A so that the needle thread release timing the distance between the needle thread clamp device...
-
Page 72: Adjusting The Needle Thread Clamp Sensor
(41) Adjusting the needle thread clamp sensor Standard Adjustment When the needle thread clamp support plate complete is withdrawn by S: 3 to 4 pulses or H: 5 to 6 pulses from the needle thread clamp position (Caution 1., 2.) the clearance A toward the needle thread clamp becomes 0. - Page 73 Adjustment Procedures Results of Improper Adjustment In the first place, confirm that the setting value of the memory switch o If there are too many pulses used U069 is [0] for S Type and [1] for H Type. Since then, make the until the clearance A becomes 0, adjustments as specified below.
-
Page 74: Memory Switch
4. Memory switch (1) Start and change To change the memory switch (level 2): The sewing machine operation can be changed by changing the setting of the memory switch. (1) To call up the screen showing the memory switch data (level 2) list: Hold down the switch for approx. -
Page 75: Function List
(2) Function list • Level 1 (Refer to the instruction manual for changing procedure.) Initial value Smallest SL/HL Item Setting range change- SS/HS SL/HL SS/HS SL/HL SL/HL 1306 1306 1306 1510 1510 2210 able unit Maximum sewing speed 200 to 2800sti/min 100sti/min 2800 Sewing speed of 1st stitch 200 to 900sti/min... - Page 76 Initial value Smallest SL/HL change- Item Setting range SS/HS SL/HL SS/HS SL/HL SL/HL 1306 able unit 1306 1306 1510 1510 2210 Thread tension of 1st stitch 0 to 200 (In case of without thread clamp) Thread tension changeover timing —5 to 2 —5 at the sewing start (In case of without thread clamp)
- Page 77 Initial value Smallest SL/HL change- Item Setting range SS/HS SL/HL SS/HS SL/HL SL/HL 1306 able unit 1306 1306 1510 1510 2210 Presser goes up after moving at start of sewing Selection of feeding frame drive Presser goes up immediately — system after completion of sewing afterend of sewing Presser goes up by pedal...
- Page 78 Initial value Smallest SL/HL Item Setting range change- SS/HS SL/HL SS/HS SL/HL SL/HL 1306 able unit 1306 1306 1510 1510 2210 Selection of route of return to origin Linear reset by return to origin button Pattern returning — Origin retrieval → sewing start position Selection of bobbin winding speed 800 to 2000sti/min 100sti/min...
- Page 79 Initial value Smallest SL/HL Item Setting range change- SS/HS SL/HL SS/HS SL/HL SL/HL 1306 able unit 1306 1306 1510 1510 2210 Selection of number of invalid stitches at the 0 to 15 stitches start of sewing of thread breakage detection Selection of number of invalid stitches during 0 to 15 stitches sewing of thread breakage detection...
- Page 80 Initial value Smallest SL/HL c h a n g e - Item Setting range SS/HS SL/HL SS/HS SL/HL SL/HL 1306 able unit 1306 1306 1510 1510 2210 (At the time of control by motor) 0: Solid presser 1: Solid presser 2-step stroke (Lowering again with presser switch) 2: Solid presser 2-step...
- Page 81 Initial value Smallest SL/HL Item Setting range change- SS/HS SL/HL SS/HS SL/HL SL/HL 1306 able unit 1306 1306 1510 1510 2210 Without Selection of the presence of pedal — SW2 latch With Without Selection of the presence of pedal — SW3 latch With Without...
- Page 82 Initial value Smallest SL/HL Item Setting range change- SS/HS SL/HL SS/HS SL/HL SL/HL 1306 able unit 1306 1306 1510 1510 2210 Temporary stop, thread trimming Automatic thread operation trimmer (Thread trimming with the use of Stop — SW again) Manual thread trimmer (by pressing stop SW again) Main motor X/Y feed synchronized...
- Page 83 Initial value Smallest SL/HL change- Item Setting range SS/HS SL/HL SS/HS SL/HL SL/HL 1306 able unit 1306 1306 1510 1510 2210 without Selection of presence of air pressure — detection with Setting limit range of the intermediate presser height 0 to 7.0mm Upper limit setting Without Selection of valid/invalid of needle...
- Page 84 • Level 2 Initial value Smallest SL/HL Item Setting range SS/HS SL/HL SS/HS SL/HL SL/HL c h a n g e - 1306 1306 1306 1510 1510 2210 able unit Selection of feeding frame lowering 100 to 1500pps 10pps 1500 speed at motor presser operation Selection of feeding frame rising 100 to 3000pps...
- Page 85 Initial value Smallest SL/HL Item Setting range change- SS/HS SL/HL SS/HS SL/HL SL/HL 1306 able unit 1306 1306 1510 1510 2210 Selection of wiper output timing when Up position setting upper dead point stop — Upper dead point Setup of feed moving limit range 0 to 819mm +111 (+X direction)
- Page 86 Initial value Smallest SL/HL Item Setting range c h a n g e - SS/HS SL/HL SS/HS SL/HL SL/HL 1306 able unit 1306 1306 1510 1510 2210 Setup of feeding frame rising position 0: Full open at feeding frame control/sewing end (enabled only if lift of work 1: Stroke position...
- Page 87 Initial value Smallest SL/HL Item Setting range c h a n g e - SS/HS SL/HL SS/HS SL/HL SL/HL 1306 able unit 1306 1306 1510 1510 2210 Rest time setup at the top position 0 to 100ms 10ms of jump command 0 to 10000ms 100ms Setup of timeout period of input...
- Page 88 Initial value Smallest SL/HL Item Setting range c h a n g e - SS/HS SL/HL SS/HS SL/HL SL/HL 1306 able unit 1306 1306 1510 1510 2210 X-axis position of fixed refuge position –800.0 to 800.0mm 0.1mm Y-axis position of fixed refuge position –800.0 to 800.0mm 0.1mm When XY feed moving speed/origin 100 to 10000pps...
- Page 89 Initial value Smallest SL/HL Item Setting range c h a n g e - SS/HS SL/HL SS/HS SL/HL SL/HL 1306 able unit 1306 1306 1510 1510 2210 No bank connection and barcode Bank mode end number 2 Bank mode end Valid/Invalid selection of bank and number 4 —...
- Page 90 Initial value Smallest SL/HL Item Setting range c h a n g e - SS/HS SL/HL SS/HS SL/HL SL/HL 1306 able unit 1306 1306 1510 1510 2210 Common data setting of thread 0 to 200 tension standard value Common data setting for height standard 0 to 3.5 value of intermediate presser Sewing screen...
- Page 91 Initial value Smallest SL/HL Item Setting range c h a n g e - SS/HS SL/HL SS/HS SL/HL SL/HL 1306 able unit 1306 1306 1510 1510 2210 Main shaft speed sensitivity during XY 1 to 15 feed operation 0 to 19 Model classification 12/13 20 and above: Optional...
-
Page 92: Supplemental Remarks Of Each Function Number And Explanation Of Each Function
5. Supplemental remarks of each function number and explanation of each function (1) Feeding frame operational sequence setup For the AMS-210EN, it is possible to change the method of feeding frame and pedal operation by means of a memory switch. 1. - Page 93 [(5) List of feeding frame and pedal setup] For pulse motor driving Setup Contents Preference Explanation United clamp – Lowered to the bottom by Pedal 1. United clamp, Lowered to the intermediate position by Pedal 1 (right). – 2-step stroke Lowered to the bottom by Pedal 2 (left).
- Page 94 For air driving Setup Contents Preference Explanation United clamp, The feeding frame is lowered to the intermediate 2-step stroke – position by Pedal 2 (left intermediate position), then lowered to the bottom by Pedal 3 (left treading-on). Right/left separation Lowering enabled The right feeding frame is lowered to the bottom by clamp, from the right or left...
- Page 95 3. Feeding frame lifting setup at the end of sewing Using the memory switch U037, it is possible to set up the timing for feeding frame lifting at the end of sewing. Setup Contents Explanation After the start of The feeding frame is lifted after the movement sewing reset from the end of sewing to the start of sewing.
- Page 96 6. Presser pedal setup Using the memory switches U084 to U087 below, it is possible to set up the method of pedal operation. U084 : Used to set up the method of pedal operation for Pedal 1. (Standard pedal, PK47 right) U085 : Used to set up the method of pedal operation for Pedal 2.
-
Page 97: Fixed Refuge Position Setup
(2) Fixed refuge position setup Irrespective of the second origin in the pattern data, a memory switch is available to set up the second origin (fixed refuge position) that is common to each pattern. When the use of the fixed refuge position has been set up with the memory switch K090, the fixed refuge position becomes enabled, which has been set up with the fixed refuge position Coordinate X of Memory Switch K117 and the fixed refuge position Coordinate Y of Memory Switch K118. -
Page 98: Bank Function Setup
(3) Bank function setup The bank function means a function of sewing effected through changeover to a pattern by an external signal, which is registered in multiple pattern buttons in cases of cassette discrimination and others. For sewing by the bank function, an external signal input is entered before the feeding frame is lowered at the time of pedal treading-on. - Page 99 (2) External input terminal setup The input terminal numbers to be used for the bank function are set up. 1) Bank function setup screen display When the number of bank connection select K130 terminals is preset for the memory switch data (Level 2), the bank function button (A) is displayed on the mode changeover screen.
- Page 100 When the bank function setup screen is closed and the data input screen is displayed, a pictograph (F) for indicating the ON status is displayed if the bank function is turned ON. When the key is pressed, the bank mode screen is displayed.
-
Page 101: Port I/O Setup
(4) Port I/O setup This sewing machine is provided with the machine control functions that are enabled only by the machine main body through the generation of signal outputs to the outside and the reception of signal inputs from the outside, without the intervention by any appropriative I/O unit and other devices. - Page 102 2. Output terminal setup Output No. Contents Explanation No output For the actuator Feeding frame 1 Feeding frame right lifting Feeding frame 2 Feeding frame left lifting Feeding frame 3 (Feeding frame right 2-stage stroke) Feeding frame 4 Feeding frame left 2-stage stroke (Intermediate presser) (Signal output) Air OFF...
- Page 103 Output No. Contents Explanation Bobbin status Bobbin key → Bobbin status Main unit input status Main unit input key → Main unit input status Pattern check status Pattern check, thread tension / intermediate presser height command setup Last mode status Last mode status (Sewing machine revolutions / output / XY / presser thread cutter / thread clamp / intermediate presser test mode) Presser SW input effective...
- Page 104 – 97 –...
- Page 105 – 98 –...
- Page 106 [Normal Status Diagram of the Port I/O] G: Second origin C: Midway stop O: Origin 57: Setting condition READY SW ON 58: Ready operation state 59: Ready state 60: Sewing state 61: Sewing forwarded 62: Sewing machine driving 63: Sewing start point reset 64: Midway stop 65: Sewing error display stop 66: Sewing temporary stop...
- Page 107 [Error Status Diagram of the Port I/O] 57: Setting condition 58: Ready operation state 59: Ready state 60: Sewing state 61: Sewing forwarded 62: Sewing machine driving 63: Sewing start point reset 64: Midway stop Reset SW ON Reset SW ON Reset SW ON Reset SW ON 65: Sewing error display stop...
- Page 108 [Miscellaneous Status Diagram of the Port I/O] 57: Setting condition Ready SW ON Ready SW ON Test sewing SW → Test sewing Ready SW ON Test sewing SW OFF 58: Ready operation state 59: Ready state 60: Sewing state 61: Sewing forwarded 62: Sewing machine driving 63: Sewing start point reset 64: Midway stop...
- Page 109 [Sewing Machine Driving Status Diagram of the Port I/O] 49: Needle upper position 50: Needle lower position 51: Needle upper dead point position 52: Needle lower dead point position 53: Thread trimming signal 50ms 54: During rotation 120ms 55: Sewing machine brake 120ms 102: Sewing machine start 103: Sewing machine stop...
- Page 110 3. Setup procedures 1) Display of the port I/O screen When the switch is continuously pressed for about 6 seconds and the page changeover button is pressed, the port I/O setup button (A) is displayed. When this button is pressed, the port I/O setup screen is displayed.
- Page 111 3) Port I/O setup To make output number setting, input number set- ting, and virtual I/O number setting, the setup button (G) is pressed to enter an input of the setting function number (H) in the selected terminal through the ten key (I). The signal type is selected from High (J) and Low (K).
-
Page 114: Simplified Program Setup
(5) Simplified program setup This machine is provided with the simplified program functions, which can make the programming of various addi- tional devices (stacker, unit, etc.) according to sewing machine operation. In conjunction with the port I/O output functions, modification into such additional devices can be carried out in the main unit of the sewing machine. 1. - Page 115 4. Operational Procedures (1) Simplified program selection screen display When the key is continuously pressed for 3 seconds, the simplified program button (A) is displayed on the mode changeover screen. When this button is pressed, the simplified program selec- tion screen is displayed. (2) Simplified program effective / ineffective The simplified program comes in five patterns.
- Page 116 In the simplified program editing screen, the editing step is selected with the use of the step forwarding button (D) and the step return button (E). For each selected step, it is possible to carry out command port I/ O setting and parameter setting. A maximum of 99 steps can be entered.
- Page 117 On the port setup screen, current setting items are dis- played at the top left of the screen. : Output information (High) setup screen : Output information (Low) setup screen : Input information (High) setup screen : Input information (Low) setup screen Using the page turning buttons (M, L), the displayed port type can be changed.
- Page 118 3) Parameter input Corresponding to the selected command, the param- eter input button is displayed. When the parameter input button (Q) is pressed, the parameter input screen is displayed. Enter a numerical input through the ten key (R) and press the Enter button (S).
- Page 119 5) Step deletion It is possible to delete the step that has been dis- played. When the step deletion button (V) is pressed, the deletion check screen is displayed. When the Enter button (W) is pressed, the displayed step is deleted and the step standing behind is shifted forward.
- Page 126 (8) Copy the simplified program to other sewing machines. The simplified program can be copied to other sewing machines through media. In regard to the method of operation, refer to the relevant Instruction Manual. The data to be copied come in the following contents put in a single file. PRO1 PRO2 PRO3...
-
Page 127: Version Display
(6) Version display 1. To display the version information screen: Hold down the key for 3 seconds to call up the version information button, (A) on the screen. Press this button to display the version information screen. The version information screen shows the version information of your sewing machine. -
Page 128: Keylock Setup
(7) Keylock setup 1. To call up the keylock screen: Hold down the key for about 6 seconds. The page shift button A is displayed on the upper part of the screen. Press the page shift button to dis- play the next page. Press the key lock button B to display the key lock setting screen. - Page 129 3. Close the modal screen and display the data in- put screen. Close the mode screen. The data input screen is displayed and pictograph E for indicating the key lock status is displayed on the right of pattern No. indication. Only the buttons available even in the state of key lock are displayed.
-
Page 130: Customize Function Setting Of Key Lock
(8) Customize function setting of key lock The key lock customize function is used for the free setting of disabled buttons in the state of key lock as described in “5.-(7) Key lock setup”. It is possible to disable operation and also set up the absolute deletion of button pictogram and numerals. - Page 131 (2) Selecting the customize confirmation screen Select the customize confirmation screen for the key lock. Customizable screen list for normal operation mode Button Screen Sewing shape data input screen (when selecting the user pattern) Sewing shape data input screen (when selecting the media pattern) Sewing shape data input screen (when selecting the di- rect pattern)
- Page 132 (3) Customize setup Hold down a button to disable the operation for about 1 second. The pictograph D to indicate the operation disabling setup is displayed at top left of the button. In actual operation, the setting state is displayed as shown in the figure E.
- Page 133 (4) Display of change destination screen When a change destination button is pressed, a change destination screen can be displayed. However, a change destination screen is not displayed even though a button of operation disabling setup or no-display setup is pressed. Press this button.
- Page 134 2. Batch customize In the key lock customize selection screen, batch customize is possible. (1) Press the button A for about 1 second. Buttons in all the changed screens are disabled and the customize setup conditions are saved. In addition, the pictogram “B” is displayed at top left of the pressed button (*Caution). The pictograph “B”...
- Page 135 3. Initializing the customize setup The customize setup can be initialized to the state of shipment from the factory. (1) Display of the initialize checking screen for the key lock customize Press the button A or button B in the key lock customize selection screen. The checking screen for the key lock customize initialization is displayed.
- Page 136 4. If the customize data are broken If the backup data disappear as a result of no use of the panel for a long time or the key lock customize data are destroyed for a certain reason, the screen specified below is displayed when the power switch is turned on. (1) When the backup data are available The key lock customize data are provided with the backup data.
-
Page 137: Communication Screens Of The Maintenance Personnel Level (Program Rewrite)
(9) Communication screens of the maintenance personnel level (Program rewrite) The data types allowed to be handled in the communication screens can differ according to the ordinarily used levels and the specific levels that are used by the maintenance personnel. 1. - Page 138 2. Reading/Writing of adjustment data and all sew- ing machine data (1) Display of the communication screen of the main- tenance personnel level When the key (A) is continuously pressed for 3 seconds, the top left image is turned into the orange color (B) and a communication screen of the mainte- nance personnel level is displayed.
- Page 139 (3) Program rewrite start When the start of communication button (H) is pressed, program rewriting is started. (Caution) Never turn off the power or open/shut the media cover during the work. Otherwise, the main body can be destroyed. Data deleting screen Data writing screen Ending screen When the ending screen is displayed, the replacement...
- Page 140 4. Use of media other than those packed together When the contents of the media packed together are going to be copied on another media, the media of the copying destination should be formatted with IP-420. Since then, the following directory configuration should be established with a personal computer.
-
Page 141: Information Screen At The Maintenance Personnel Level
(10) Information screen at the maintenance personnel level 1. Error history (1) To display the information screen at the mainte- nance personnel level: Hold down the information key, (A) for approx. 3 seconds in the switch sheet section on the data in- put screen to call up the information screen at the maintenance personnel level. - Page 142 2. Cumulative operating information (1) To call up the information screen at the mainte- nance personnel level: Hold down the information key , i for approx. 3 seconds in the switch sheet section on the data in- put screen to call up the information screen at the maintenance personnel level.
-
Page 143: Test Sewing Function
(11) Test sewing function Connecting your PC to the sewing machine allows you to perform test sewing based on data created with PM-1 (sewing data creating and editing software). IP-420 Data transmission P M - 1 P M - 1 Connect your PC and transmit data IP-420 to the sewing machine after creating it with PM-1, and IP-420 automati- cally shows the test sewing screen when the data input screen is called up. - Page 144 (3) Modification to data Press the button, A, B, or C to be changed to call up the numeric keypad. Enter a new value and press the enter button (D). (4) Test sewing Press the ready-to-go switch (E) to call up the test sewing screen.
- Page 145 2. Color chart indicating thread tension values An indicated needle positioning drawing varies with thread tensions adjusted for needle entry positions. The follow- ing chart shows the colors of lines for thread tensions. Thread tension Color 0 to 20 : Gray 21 to 40 : Purple 41 to 60...
-
Page 146: Test Mode
6. Test mode 1) Display of the check program screen When the key is continuously pressed for 3 seconds, the check program (A) is displayed on the screen. When this button is depressed, the check program screen is displayed. – 139 –... - Page 147 The check program comes in the ten items as specified below. Touch panel correction screen → The touch panel and button display positions are corrected. LCD check → Presence of any dot missing is checked for the liq- uid crystal display. Input signal check →...
- Page 148 2) Touch panel correction 1. Display of the touch panel correction screen When the touch panel correction button (A) of the check program screen is pressed, the touch panel correction screen is displayed. 2. Pressing the bottom left position Press the red circle (C) located at the bottom left of the screen.
- Page 149 4. Pressing the top left position Press the red circle (E) located at the top left of the screen. To complete correction, press the cancel button (B). 5. Pressing the top right position Press the red circle (F) located at the top left of the screen.
- Page 150 3) LCD check 1. Display of the LCD check screen When the LCD check button (A) is pressed on the check program screen, the LCD check screen is displayed. 2. Confirmation of LCD dot missing The LCD check screen is displayed only in one color. In this state, the LCD should be checked to freedom from dot missing.
- Page 151 4) Method of input signal check 1. Display of the input signal check screen When the input signal check button (A) is pressed on the check program screen, the sensor check screen is displayed. Input signal check In the input signal check screen, the input condi- tions of various sensors can be confirmed.
- Page 152 The sensors provide the following 43 types of conditions: Pictograph Contents of sensor Pictograph Contents of sensor DIPSW2-1 SDET sensor DIPSW2-2 Head fall SW DIPSW2-3 Air pressure SW DIPSW2-4 Thread breakage sensor SW Start SW (Pedal) X motor origin sensor Presser 1 SW (Pedal) Y motor origin sensor Presser 2 SW (Pedal)
- Page 153 Pictograph Contents of sensor Pictograph Contents of sensor External input 6 External input 12 External input 7 External input 13 External input 8 External input 14 External input 9 External input 15 External input 10 External input 16 External input 11 ∗...
- Page 154 5) Main motor rpm check 1. Display of the main motor rpm check screen When the main motor rpm check button (A) is pressed on the check program screen, the main motor rpm check screen is displayed. 2. Main motor operation and measured rpm value check Using the –/+ buttons (B, C), the rpm...
- Page 155 6) Method of output check 1. Display of the output check screen When the output check button (A) is pressed on the check program screen, the output check screen is displayed. 2. Output check The output check screen can be used for the output check of each position.
- Page 156 The output check display provides the following 17 types of positions: Pictograph Contents Pictograph Contents Wiper Air output 9 Air output 1 Air output 10 Air output 2 Air output 11 Air output 3 Air output 12 Air output 4 Air output 13 Air output 5 Air output 14...
- Page 157 7) Method of XY motor / origin sensor check 1. Display of the XY motor / origin sensor check screen When the XY motor / origin sensor check button (A) is pressed on the check program screen, the XY motor / origin sensor check screen is dis- played.
- Page 158 8) Method of presser and thread trimmer motor / origin sensor check Display of the presser and thread trimmer mo- tor / origin sensor check screen When the presser and thread trimmer motor / origin sensor check button (A) is pressed on the check program screen, the presser and thread trim- mer motor / origin sensor check screen is displayed.
- Page 159 9) Method of needle thread clamp motor / origin sen- sor check 1. Display of the needle thread clamp motor / origin sensor check screen is displayed. When the needle thread clamp motor / origin sensor check button (A) is pressed on the check program screen, the needle thread clamp motor / origin sensor check screen is displayed.
- Page 160 10) Method of continuous operation 1. Display of the continuous operation setup screen When the continuous operation button (A) is pressed on the check program screen, the continu- ous operation setup screen is displayed. 2. Continuous operation mode setup In the continuous operation setup screen, the con- tinuous operation mode is set up.
- Page 161 11) Method of intermediate presser motor / origin sensor check 1. Display of the intermediate presser motor / ori- gin sensor check screen When the intermediate presser motor / origin sensor check button (A) is pressed on the check program screen, the intermediate presser motor / origin sensor check screen is displayed.
-
Page 162: Printed Wiring Board And Dip Switch
7. Printed wiring board and dip switch (1) Various printed wiring boards 1) FLT-T board Single-phase 100V~120V 3-phase 200V~240V Pulse generation is carried out for the purposes of power supply rectification, noise reduction, and the detection of a CN1 : Power input ← Power switch momentary interruption In the signal-phase mode, the power supply is connected to... - Page 163 2) FLT-S board Single-phase 200V~240V Pulse generation is carried out for the purposes of power supply rectification, noise reduction, and the detection of a momentary interruption CN1: Power input ← Power switch S i n c e s i n g l e - p h a s e s p e c i f i c a t i o n s a r e adopted, the power supply is connected to Pins 4-5.
- Page 165 4) LED3 for SDC board error check No. of LED3 flashes Error description Display of operation panel Remarks Turn on Dimly turn on in ordinary state Main shaft motor lock E007 Failure in revolving for 2 seconds Error in phase Z E303 Failure in phase Z detection About 1.5 turns...
- Page 169 8) IP-420 Panel Board The color LCD driver circuit, backlight power source, CPU, memories, etc., are loaded for the management of inputs, manufacturing, and others. CN113: USB connector (host side) CN113: USB connector (function side) CN118: Connector for LCD VR2: BZ-1: Buzzer Variable resistor for contrast adjustment VR1:...
-
Page 170: Dipswitch Setup
(2) Dipswitch setup 1. All dipswitches on the SDC board are turned OFF. SDC board 2. All dipswitches on the MAIN board are turned OFF. MAIN board IP-420 Panel Board SW2: DIP SW2 SW1: DIPSW 1 (for production check) <Normal setting state> <Normal setting state>... -
Page 171: Table Of Exchanging Gauge Parts According To Sewing Specifications And Needle Size Used
8. Table of exchanging gauge parts according to sewing specifications and needle size used In accordance with the sewing condition, exchange the gauges referring to the following table. Sewing spec. Knit. S type when H type when When thick and needle size used foundation delivered. -
Page 172: Option List
9. Option list Name of parts Type Part No Size (mm) 1. needle hole guide Needle hole guide (A) for light- B242621000A øA=1.6 weight material Needle hole guide (B) for medium- B242621000B øA=2.0 weight material Needle hole guide (C) for knitwear B242621000C øA=1.6 Needle hole guide (D) for heavy-... - Page 173 Name of parts Type Part No Size (mm) 5. Feed plate blank Sheet A for work clamp (Velboren) B259522000A A x B x t (Velboren) 1,000 x 675 x 1 Sheet B for work clamp B259522000B A x B x t (Velboren) 1,000 x 675 x 3 Sheet C for work clamp...
- Page 174 Name of parts Type Part No Size (mm) 8. Blank for processing Separated type right blank of outer 40035609 A x B x t frame with knurl 97 x 81.5 x 4 Separated type outer frame blank 40035608 A x B x t without knurl 97 x 81.5 x 4 (Left and right are common.)
- Page 175 Name of parts Type Part No Size (mm) 10. Compressor unit CU-01 11. Economy type presser milling MU-12 unit 12. Inverting clamp unit (Caution) For the head of S type, it FU (Exclusive use for Area 1306) is necessary to provide 40092951 for the AMS-210E air set separately.
- Page 176 Name of parts Type Part No Size (mm) 15. Inverting intermediate presser Without bearing D431421WJ0B A x B installing base 5 x 24 D430121XB00 A x B 7 x 20 D431421WZ00 A x B 7 x 24 D431421WK00 A x B 8 x 24 D431421YF00 A x B...
- Page 177 Name of parts Type Part No Size (mm) 17. Pedal switch 3-step pedal (PK47) GPK470010AB Relay cable for 3-step pedal 40033875 2-step pedal (PK78) 40033831 18. Needle cooler (Caution) For the head of S type, it 40092717 is necessary to provide for the AMS-210E air set separately.
- Page 178 Name of parts Type Part No Size (mm) 20. Pedal SW cable set This is a kit intended to change (40040138) (Set Item No.) the tandem pedal (PK78) into the 3-switch pedal. Switch assembly 40040130 For further details, refer to [(1) Method of pedal switch cable set connections].
-
Page 179: Method Of Pedal Switch Cable Set Connections
(1) Method of pedal switch cable set connections 1. Parts Pedal switch cable set (Item No.: 40040138) Item name Item No. Quantity Presser micro switch plate 11102308 Micro switch setscrew SL4031691SC ∗ Switch assembly Limit switch HA001900000 Heat contraction tube ø5 (15mm) E8760452G00 Heat contraction tube ø... - Page 180 5. Operation control items o The moving switch does not function unless the right pedal is trodden first. o For more details, refer to [6. Switch mounting position diagram]. 6. Switch mounting position diagram. (Caution) The micro switch shall be mounted in parallel to the upper plane of the pedal.
-
Page 181: Method Of Mechanical Valve Unit Connections
(2) Method of mechanical valve unit connections Make connections of the mechanical valve unit as shown in the figure below. (In this case, the two-step stroke function should be disabled.) 40075962 Solenooid valve asm. 40076736 Solenoid valve mounting plate A asm. 40030951 Filter-regulator 40042352... -
Page 182: Maintenance
10. Maintenance (1) Replacing the fuse The machine uses the following three fuses: (SDC Board) For pulse motor power supply protection 5A (time-lag fuse) For solenoid and pulse motor power supply pro- tection 3.15A (time-lag fuse) For control power supply protection 2A (fast-blow type fuse) –... -
Page 183: Changing The Voltage Specification
(2) Changing the voltage specification It is adaptable to the voltage of single phase 100V to 120V/3-phase 200V to 240V by changing the voltage changeover connector mounted on FLT-T p.c.b. (Caution) When the changing procedure is wrong, the control box will be broken. So, be very careful. Changing procedure of the changeover connector 1. -
Page 184: Greasing • Lock-Tight Parts
2. Recommendable grease This sewing machine uses four types of grease as specified below. Juki Grease A and B are installed inside the 1 1 1 1 1 sewing machine. (Refer to “(5) Replenishing the designated place with grease” for more details.) * Use Lithium Type consistency No. -
Page 185: Parts To Which Grease • Lock-Tight Is Applied
(4) Parts to which grease • lock-tight is applied o MAIN SHAFT & NEEDLE BAR COMPONENTS A (Inside) A (Inside, bothe sides) A (Inside) A : JUKI Grease A B : JUKI Grease B C : Grease – 178 –... - Page 186 PRESSER MECHANISM & PRESSER VARIABLE COMPONENTS (1) ∗ B (Both sides) B (Both sides) A : JUKI Grease A B : JUKI Grease B ∗ : Lock-tight 241 – 179 –...
- Page 187 PRESSER MECHANISM & PRESSER VARIABLE COMPONENTS (2) B : JUKI Grease B C : Grease o WIPER MECHANISM COMPONENTS C : Grease – 180 –...
- Page 188 PRESSER PLATE & MANUAL PRESSER MECHANISM COMPONENTS B (Rear side) A : JUKI Grease A B : JUKI Grease B C : Grease o TENSION RELESASE & THREAD TENSION COMPONENTS C : Grease – 181 –...
- Page 189 SHUTTLE DRIVER SHAFT COMPONENTS A : JUKI Grease A o FRAME & MISCELLANEOUS COVER COMPONENTS (2) A : JUKI Grease A – 182 –...
- Page 190 TENSION RELEASE & THREAD TRIMMER MECHANISM COMPONENTS A : JUKI Grease A C : Grease o THREAD CLAMP COMPONENTS C : Grease – 183 –...
- Page 191 X-Y COMPONENTS ※ ∗ ※ ∗ ∗ ∗ B : JUKI Grease B C : Grease ∗ D : Grease D ∗ : Lock-tight 241 – 184 –...
- Page 192 CLOTH FEED MECHANISM COMPONENTS S type L tyoe B : JUKI Grease B C : Grease – 185 –...
-
Page 193: Replenishing The Designated Places With Grease
(5) Replenishing the designated places with grease * Perform grease supplement when the errors below are displayed or once a year (either one which is earlier). If grease has decreased due to cleaning of the sewing machine or any other reasons, be sure to immediately add grease. - Page 194 (Caution) Do not use Grease A and Grease B with mixed. Be sure to use the specified grease without fail. The grease filling coupling and setscrew should be used when applying JUKI Grease B. They should bot be used for JUKI Grease A.
- Page 195 1. Open the frame cover to remove intermediate presser auxiliary spring B 2. Apply JUKI Grease A onto periphery of needle bar . Turn the sewing machine by hand to apply grease onto the entire periphery of the needle bar.
- Page 196 3) Points to be applied with JUKI Grease B (Caution) Use grease tube B (part number: 40013640) (in light violet) supplied with the unit for adding grease to any points other than the points specifies below. If any grease other than the specified one is used, the related components can be damaged.
- Page 197 Grease supplement to the face plate section 1. Open the face plate cover. 2. Add the JUKI Grease B onto the felt sections (3 loca- tions), peripheral shoulder screw, Fulcrums and guide groove section o Grease supplement to X guide shaft bearing 1.
-
Page 198: Error Code List
11. Error code list Error code Display Description of error Display message How to recover Place of recovery E001 Data is initializes Data is initialized. Turn OFF (FROM of MAIN CPU) the power E007 Machine lock Machine is locked. Turn OFF Main shaft of the sewing machine the power fails to rotate due to some trouble... - Page 199 Error code Display Description of error Display message How to recover Place of recovery E017 Capacity over of sewing Capacity is insufficient. Possible to Previous machine memory (Machine) re-start after screen Machine memory capacity is reset. insufficient. E019 File size over Pattern data is too large.
- Page 200 Error code Display Description of error Display message How to recover Place of recovery E032 File interchanging error File cannot be read. Possible to Data input File cannot be read. re-start after screen after reset. E040 Sewing area over Move limit is exceeded. Possible to Sewing When the sewing area is...
- Page 201 Error code Display Description of error Display message How to recover Place of recovery E221 Grease-up error Important : Grease has run Possible to Data input At the time of operation of 120 out. re-start after screen million stitches Add grease. reset.
- Page 202 Error code Display Description of error Display message How to recover Place of recovery E434 Hardware error has occurred. Hardware error has Possible to Previous occurred. re-start after screen reset. E437 Function cannot be selected. Function cannot be Possible to Previous selected.
- Page 203 Error code Display Description of error Display message How to recover Place of recovery E811 Over voltage Input voltage is too high. Turn OFF When input power is more (Check input voltage.) the power. than the specified value. E813 Low voltage Input voltage is too low.
- Page 204 Error code Display Description of error Display message How to recover Place of recovery E915 Communication abnormality Communication is Turn OFF between operation panel and impossible. the power. MAIN CPU (Panel – MAIN p.c.b.) When abnormality occurs in data communication. E916 Communication abnormality Communication is...
- Page 205 Error code Display Description of error Display message How to recover Place of recovery E928 Thread trimming motor Thread trimming motor Turn OFF position slip error position is off. the power E930 Intermediate presser motor Intermediate presser Turn OFF position slip error motor position is off.
-
Page 206: Message List
12. Message list Message No. Display Display message Description M520 Erase confirmation of User’s pattern Erase is performed. OK? M521 Erase confirmation of pattern button Erase is performed. OK? M522 Erase confirmation cycle pattern Erase is performed. OK? M523 Erase confirmation of backup data Pattern data is not stored in memory. - Page 207 Message No. Display Display message Description M532 Overwriting confirmation of vector data on personal computer/M3 data/sewingstandard format data/ simplified program data Overwriting is performed. OK? M534 Overwriting confirmation of adjustment data of media and all machine data Overwriting is performed. OK? M535 Overwriting confirmation of adjustment data on personal...
- Page 208 Message No. Display Display message Description M546 Data corresponding to personal computer does not exist. Data does not exist. M547 Overwriting prohibition on pattern data Overwriting cannot be performed since data exists. M548 Overwriting prohibition on media data Overwriting cannot be performed since data exists.
- Page 209 Message No. Display Display message Description M653 During formatting Formatting is performed. M669 During data reading Data is being read. M670 During data writing Data is being written. M671 During data converting Data is being converted. – 202 –...
- Page 232 MEMO – 225 –...
-
Page 233: Circuit Diagrams
14. Circuit diagrams (1) Block diagram (White) MOTOR CABLE 2 pedal SUB P.C.B 3 pedal (White) THREAD HOLD MOTOR 2-phase For Analog pedal MOTOR CABLE Only Air style (White) (Red) ENCODER CABLE X FEED MOTOR Switch Input x 5 2-phase (Red) (Red) MOTOR CABLE... -
Page 234: Power Supply Circuit Diagram A
(2) Power supply circuit diagram A FLT-T BOARD SDC BOARD MAIN BOARD POWER SWITCH 200V CONNECTIONS White Green White Green Black Yellow Black White White Orange Black Black Black White Black Brown White Yellow – 227 –... -
Page 235: Power Supply Circuit Diagram B
(3) Power supply circuit diagram B FLT-T BOARD SDC BOARD MAIN BOARD POWER SWITCH 100V CONNECTIONS White Green/ Yellow Green White Gray Black Yellow Gray White Orange Black Black Black White Black Brown White Yellow – 228 –... -
Page 236: Power Supply Circuit Diagram C
(4) Power supply circuit diagram C FLT-S BOARD SDC BOARD MAIN BOARD POWER SWITCH White Green/ Green/Yellow Yellow White Brown Brown Yellow Light Blue Light Blue Orange Black Black Black White Black Brown White Yellow – 229 –... -
Page 237: Servo Motor Circuit Diagram
(5) Servo motor circuit diagram AC SERVO MOTOR SDC BOARD White (Drain line) Black Orange Blue Purple ENCODER Light Blue Pink Yellow Black White Green + Yellow – 230 –... -
Page 238: Sensor-Pedal Circuit Diagram
(6) Sensor-pedal circuit diagram (Red) X feed origin sensor (Yellow) White Y feed origin sensor Black (Black) Lifting the work clamp White foot origin sensor Black (Yellow) Brown MAIN BOARD Black BOARD Needle thread clamp Blue origin sensor Brown Needle thread clamp Black position sensor Blue... -
Page 239: Main•Panel Board Circuit Diagram
(7) MAIN•PANEL board circuit diagram MAIN BOARD PANEL BOARD – 232 –... -
Page 240: Motor•Solenoid Circuit Diagram
(8) Motor•solenoid circuit diagram MAIN BOARD CN39 (Yellow) CN40 (Red) White Yellow AT solenoid Blue X feed motor R = 13.8 Ω R = 0.77 Ω /1ø Black Orange CN47 (White) CN41 (White) Black Wiper solenoid Yellow Ω R = 5 Blue Y feed motor White... -
Page 241: Air System Circuit Diagram
(9) Air system circuit diagram Feeding frame cylinder (left) Feeding frame cylinder (right) Feeding frame cylinder (right) Feeding frame cylinder (left) 2-step presser specifications United clamp specifications AMS-210EN-1306 AMS-210EN-1510 AMS-210EN-2210 Accessory Solenoid valve for presser (right) Presser (left) Presser 2-step stroke solenoid 2-step stroke solenoid valve valve... -
Page 242: Drawing Of The Table
15. Drawing of the table Top of table 2 x 2 from the rear side, drill depth 20 (2pcs.) 4 x 2 from the rear side, drill depth 10 (Leg mounting hole) 17 drill Draw stopper mounting position (1 position on rear side) 9 drill, 20 depth Counterbore depth 17 4 x 8 drill... -
Page 243: Specifications
Introduction All items not found in this Engineer’s Manual are the same as those of the standard specifications for the AMS- 210ENHL 1306. 1. Specifications Item Specifications Thread take-up lever Slide take-up lever Max. sewing speed 2,000sti/min (below a pitch of 4.5mm) Needle applicable DP x 17#25 (Needle mounted at the time of shipment) Sewing speed limitation... -
Page 244: Standard Adjustments
2. Standard adjustment (1) Driver adjustments Standard Adjustment 1. Turn the pulley by hand to protrude the blade point of the inner hook by 0.5mm from the right end of the needle . At that time, the standard amount of blade point protrusion shall be 1.5 to 2mm from the lowest end of the shuttle driver (The needle to be used shall be of DP x 17#25.) 2. - Page 245 Adjustment Procedures Results of Improper Adjustment * In regard to the method of adjustments, refer to the Engineer’s Manual for standard machines, [3-(15) Hook adjustment]. Adjustment Procedures Results of Improper Adjustment * I n regard to the method of adjustments, refer to the Engineer’s Manual for standard machines, [3-(19) Floating amount of the thread tension disk].
-
Page 246: Memory Switch
3. Memory switch (1) Function list (Initial values and setup range are different from those of standard machines.) Refer to [4.-(2) Function list]. • Level 1 (In regard to the method of changing, refer to the relevant Instruction Manual.) Smallest Item Setting range changeable Initial value... -
Page 247: Maintenance
NEEDLE BAR THREAD TAKE-UP LEVER SYSTEMS A (Both end planes) A (Both end planes) A : JUKI Grease A 10g tube JUKI Part No. : 40006323 100g tube JUKI Part No. : 23640204 WIPER SYSTEMS ∗ ∗... - Page 248 MEMO – 241 –...
- Page 249 ISO14001 : 2004 REG.NO.JSAE389 CM001 Juki Corporation operates an environmental management system to promote and conduct the following as the company engages in the research, development, design, sales, distribution,and maintenance of industrial sewing machines, household sewing machines, industrial robots, etc., and in the provision of sales and maintenance services...
Need help?
Do you have a question about the AMS-210EN Series and is the answer not in the manual?
Questions and answers