Advertisement
Quick Links
Advertisement

Related Manuals for Comet HPP H-100/2 UAP













Summary of Contents for Comet HPP H-100/2 UAP
- Page 1 REPAIR MANUAL H-100/2 UAP GENERATION...
- Page 3 INDEX ASSEMBLING THE H-100 PUMP POWER END ASSEMBLING THE UAP G-IV PLUNGER KIT (FROM P-12 TO P-20) ASSEMBLING THE UAP G-IV PUMP HEAD POWER END PARTS CONNECTING RODS OIL SEAL CAGE PUMP HEAD PLUNGER KIT (P-12) PLUNGER KIT (P-14) PLUNGER KIT (P-16) PLUNGER KIT (P-18) PLUNGER KIT (P-20) SELF CENTERING G-IV (FROM P-12 TO P-20)
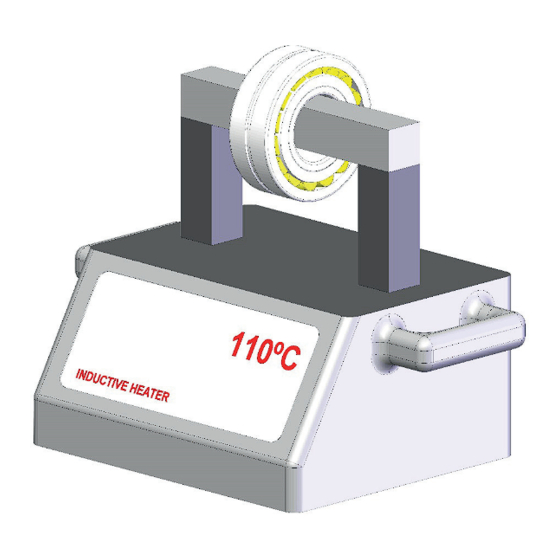
- Page 4 ASSEMBLING THE H-100 PUMP POWER END HEAT THE FIRST BEARING OF THE GEAR SHAFT FOR 10 MINUTES AT 110°C. Fig. 01 MOUNT THE FIRST BEARING IN THE GEAR SHAFT WHILE IT IS WARM. Fig. 02...
- Page 5 ASSEMBLING THE H-100 PUMP POWER END INSERT THE GEAR SHAFT INTO THE HOUSING. Fig. 03 MOUNT THE SECOND BEARING. IT WILL BE NECESSARY TO HEAT THE BEARING FOR 10 MINUTES AT 110°C BEFORE MOUNTING (SEE FIG. 01). Fig. 04...
- Page 6 ASSEMBLING THE H-100 PUMP POWER END MOUNT THE OIL SEAL ON THE GEAR SHAFT FLANGE AND ENSURE THAT THE SEAL APERTURE IS INWARDS. Fig. 05 USE COPPER GREASE TO COVER THE THREAD OF THE M10 SCREWS FIXING THE ALIGNMENT CRANKCASE FLANGE. TIGHT TO “X” TO TORQUE OF 64 Nm. Fig.
- Page 7 ASSEMBLING THE H-100 PUMP POWER END INSERT THE SHAFT EXTENSION WITH ITS KEY AND FIX IT ON THE SHAFT. Fig. 07 INSERT THE BEARING AND THE SEEGER RING. Fig. 08...
- Page 8 ASSEMBLING THE H-100 PUMP POWER END MOUNT THE BUSHING AND THE BEARING SHELLS INTO THE CONNECTING ROD. ATTENTION: MOUNT THE PAIR OF BEARING SHELLS CONTAINED IN THE BOX. Fig. 09 ASSEMBLE THE GUIDE PISTON WITH THE CONNECTING ROD USING THE PIN AND SEEGER RINGS.
- Page 9 ASSEMBLING THE H-100 PUMP POWER END INSERT THE KIT INTO THE HOUSING. REPEAT THE PROCESS FOR THE OTHER 2 KITS. Fig. 11 HEAT THE PAIR OF CRANKSHAFT BEARINGS AT 115°C FOR 10 MINUTES. Fig. 12...
- Page 10 ASSEMBLING THE H-100 PUMP POWER END MOUNT THE BEARINGS ON THE CRANKSHAFT WHILE THEY ARE STILL WARM. Fig. 13...
- Page 11 ASSEMBLING THE H-100 PUMP POWER END MOUNT THE CRANKSHAFT KEY. Fig. 14 HEAT THE CROWN GEAR AT 120°C FOR 10 MINUTES. Fig. 15...
- Page 12 ASSEMBLING THE H-100 PUMP POWER END MOUNT THE CROWN GEAR IN THE CRANKSHAFT WHILE IT IS WARM WITH THE THREADS FACING OUT. Fig. 16 MOUNT THE SEEGER RING. Fig. 17...
- Page 13 ASSEMBLING THE H-100 PUMP POWER END LIFT THE CRANKSHAFT USING LIFTING EYES APPLIED ON THE APPROPRIATE THREADS. THE GEAR CROWN MUST BE POSITIONED FACING THE SHAFT GEAR SIDE. Fig. 18 MOUNT O-RINGS (APPLY “ROCOL” TYPE GREASE TO SEAL) AND THE BEARING FLANGES WITH THE “HALF-MOON”...
- Page 14 ASSEMBLING THE H-100 PUMP POWER END MOUNT BEARINGS ON BOTH CRANKSHAFT SIDES. Fig. 20 MOUNT THE SLEEVE ON THE CRANKSHAFT (PINION SIDE). APPLY LOCTITE 577 ON THE THREAD OF THE M16 SCREWS TO A TORQUE OF 232 Nm. Fig. 21...
- Page 15 ASSEMBLING THE H-100 PUMP POWER END MOUNT THE O-RING (USE “ROCOL” TYPE GREASE TO SEAL) AND FIX THE CRANKSHAFT COVER (PINION SIDE). APPLY GREASE ON THE THREAD OF THE M10 SCREWS. TIGHT “X” TO A TORQUE OF 64 Nm. Fig. 22 MOUNT THE O-RING AND THE BEARING SEAT ON THE CRANKSHAFT.
- Page 16 ASSEMBLING THE H-100 PUMP POWER END MOUNT THE ROTO GLYD AND ITS COVER ON THE BEARING SEAT. TIGHT THE M6 SCREWS TO A TORQUE OF 13 Nm. (PAY ATTENTION: DO NOT USE GREASE OR ANYTHING SIMILAR). Fig. 24 MOUNT THE O-RING (APPLY “ROCOL” TYPE GREASE TO SEAL) AND FIX THE CRANKSHAFT COVER (SHAFT SIDE).
- Page 17 ASSEMBLING THE H-100 PUMP POWER END MOUNT THE ADAPTOR, THE O-RING AND THE ROTO GLYD ALIGNMENT IN THE CRANKSHAFT COVER. TIGHT THE ADAPTOR TO A TORQUE OF 60 Nm. (PAY ATTENTION: DO NOT USE GREASE OR ANYTHING SIMILAR). Fig. 26 MOUNT THE FIRST ROD CAP (PINION SIDE).
- Page 18 ASSEMBLING THE H-100 PUMP POWER END MOUNT THE FIRST BEARING CAP (PINION SIDE). TIGHT THE M16 SCREWS TO A TORQUE OF 232 Nm. (PAY ATTENTION: DO NOT USE GREASE OR ANYTHING SIMILAR). TURN THE SHAFT TO ENSURE A PERFECT FIX BETWEEN COMPONENTS. REPEAT THE PROCESS FOR THE OTHER 2 BEARINGS, ALWAYS TURNING THE SHAFT AND CHECKING THE ASSEMBLY.
- Page 19 ASSEMBLING THE UAP G-IV PLUNGER KIT PLUNGER KIT – ASSEMBLY STEPS – UAP IV (FROM P-12 TO P-20) ARRANGE ALL PLUNGER KIT COMPONENTS ON SEPARATE ALL SUPPORT FLANGE COMPONENTS THE WORK BENCH. ON THE WORK BENCH. Fig. 01 Fig. 02 INSERT THE SLIDING BUSH INTO THE SUPPORT OVERLAP THE O-RING.
- Page 20 PLUNGER KIT – ASSEMBLY STEPS – UAP IV (FROM P-12 TO P-20) INSERT THE LOW PRESSURE SEAL WITH THE OPENED SIDE TURNED TO THE SUPPORT FLANGE (APPLY “ROCOL” TYPE GREASE TO SEAL). Fig. 05 INSERT THE SPACER AND THE SEEGER RING TO INSERT THE O-RING INTO THE SUPPORT FIX THE ASSEMBLED PARTS.
- Page 21 PLUNGER KIT – ASSEMBLY STEPS – UAP IV (FROM P-12 TO P-20) INSERT THE GUIDE PIN INTO THE SLEEVE MOUNT THE SUPPORT FLANGE ON THE SLEEVE. (SOME MODELS COULD BE SUPPLIED WITH PIN ALREADY MOUNTED). Fig. 09 Fig. 08 CHECK HOLE ALIGNMENT. INSERT THE ALLEN SCREW WITHOUT HEAD AND FIX IT.
- Page 22 PLUNGER KIT – ASSEMBLY STEPS – UAP IV (FROM P-12 TO P-20) APPLY “ROCOL” TYPE GREASE ON THE THREAD OF THE M10 SCREWS THAT FIX THE SUPPORT ARRANGE THE PLUNGER, THE BACK RING, FLANGE WITH THE SLEEVE, TIGHT “X” TO A THE O-RING AND THE G-IV SELF-CENTERING TORQUE OF 60Nm.
- Page 23 PLUNGER KIT – ASSEMBLY STEPS – UAP IV (FROM P-12 TO P-20) INSERT THE SECOND BACK RING ON THE INSERT THE G-IV SELF-CENTERING ADAPTER ON PLUNGER. THE SET. Fig. 16 Fig. 17 Fig. 05 INSERT THE SLEEVE ASSEMBLED WITH THE ARRANGE THE SEALING KIT ON THE FLANGE INTO THE PLUNGER UNTIL IT ...
- Page 24 PLUNGER KIT – ASSEMBLY STEPS – UAP IV (FROM P-12 TO P-20) INSERT THE LOWER SUPPORTING RING (WITH THE EXTERNAL FILLET FACING DOWN) AND USE A NYLON TOOL AND A HAMMER TO PUSH IT UNTIL IT REACHES THE BOTTOM. Fig. 20...
- Page 25 PLUNGER KIT – ASSEMBLY STEPS – UAP IV (FROM P-12 TO P-20) INSERT THE V SEALING RING AND USE THE NYLON TOOL AND A HAMMER TO PUSH IT TO THE BOTTOM. Fig. 21...
- Page 26 PLUNGER KIT – ASSEMBLY STEPS – UAP IV (FROM P-12 TO P-20) INSER THE BRAIDED PACKING AND USE THE NYLON TOOL AND A HAMMER TO PUSH IT TO THE BOTTOM. Fig. 22...
- Page 27 PLUNGER KIT – ASSEMBLY STEPS – UAP IV (FROM P-12 TO P-20) INSERT THE BRAIDED PACKING PAYING ATTENTION TO KEEP ITS CHANFER AT A 180° WITH RESPECT TO THE KEVLAR SEALING. USE THE NYLON TOOL AND A HAMMER TO PUSH IT TO THE BOTTOM.
- Page 28 PLUNGER KIT – ASSEMBLY STEPS – UAP IV (FROM P-12 TO P-20) INSERT THE SCRAPER RING AND USE THE NYLON TOOL TO PUSH IT TO THE BOTTOM. Fig. 24...
- Page 29 PLUNGER KIT – ASSEMBLY STEPS – UAP IV (FROM P-12 TO P-20) INSERT THE UPPER SUPPORTING RING AND USE THE NYLON TOOL TO PUSH IT TO THE BOTTOM. Fig. 25...
- Page 30 PLUNGER KIT – ASSEMBLY STEPS – UAP IV (FROM P-12 TO P-20) INSERT THE SPRING INSERT THE SPRING GUIDE Fig. 26 Fig. 27 Fig. 05 ASSEMBLE THE FRONTAL SLEEVE ON THE PRESS IT UNTIL IT REACHES THE BOTTOM PLUNGER USING THE ARROWS AS REFERENCE AND ROTATE 90°...
- Page 31 PLUNGER KIT – ASSEMBLY STEPS – UAP IV (FROM P-12 TO P-20) INSERT THE O-RING ON THE FRONTAL SLEEVE. TIGHT COOLING SYSTEM CONNECTIONS. Fig. 30 Fig. 31 Fig. 05...
- Page 32 ASSEMBLING THE UAP G-IV PUMP HEAD ARRANGE THE INTELLIVALVES. Fig. 01 PUT THE MANIFOLD ON SUPPORTING SHIMS. Fig. 02...
- Page 33 ASSEMBLING THE UAP G-IV PUMP HEAD BEFORE INSERTING THE INTELLIVALVE IN THE HOLE, APPLY “ROCOL” TYPE GREASE ON ALL SEAL RINGS TO AVOID DAMAGE DURING ASSEMBY. Fig. 03 FIX THE INTELLIVALVE MANUALLY IN THE HOLE. Fig. 04...
- Page 34 ASSEMBLING THE UAP G-IV PUMP HEAD CHECK THE INTELLIVALVE ASSEMBLY: ITS OUTSIDE SURFACE MUST BE A LITTLE BIT FURTHER IN COMPARISON WITH THE PUMP HEAD SURFACE. CHECK IF THE VALVE IS COMPLETELY Fig. 05 MOUNTED. REPEAT THE PROCESS FOR THE OTHER TWO INTELLIVALVES. Fig.
-
Page 35: Pay Attention
ASSEMBLING THE UAP G-IV PUMP HEAD APPLY COPPER GREASE ON THE THREAD OF THE M24 SCREWS THAT FIX THE ASSEMBLED HEAD WITH THE FORK. TIGHT “X” WITH 100Nm, 250Nm AND 400Nm TORQUE STEPS. PAY ATTENTION! IN ORDER TO SIMPLIFY THE DRAWING, ON FIG. 8, 9, 10, 11, 12 AND 13 THE FORK AND THE PUMP CRANKCASE ARE NOT SHOWN. - Page 36 ASSEMBLING THE UAP G-IV PUMP HEAD WITH THE PLUNGER KIT ALREADY ASSEMBLED, APPLY “ROCOL” TYPE GREASE TO AVOID SEALS BEING DAMAGED DURING ASSEMBLY. INSERT THE PLUNGER KIT INTO THE MANIFOLD (CHECK CONNECTION PARTS SIDE) AND INSERT SCREWS (APPLY COPPER GREASE ON THREADS). Fig.
- Page 37 ASSEMBLING THE UAP G-IV PUMP HEAD REPEAT THE PROCESS FOR THE OTHER TWO PLUNGERS. Fig. 10 ASSEMBLE THE O-RING ON THE FRONT FLANGE (APPLY “ROCOL” TYPE GREASE ON THE SEAL). Fig. 11...
- Page 38 ASSEMBLING THE UAP G-IV PUMP HEAD APPLY COPPER GREASE ON THE THREAD OF THE M12 SCREWS THAT FIX THE FRONT FLANGE WITH THE MANIFOLD. TIGHT “X” TO A TORQUE OF 100Nm. Fig. 12 REPEAT THE PROCESS FOR THE OTHER TWO FLANGES. Fig.
-
Page 40: Power End Parts
POWER END PARTS (see codes on the next page) - Page 41 POWER ENDS - H100/2 CODE DESCRIPTION Q2310100110812 H100/2 HORIZONTAL POWER END 1800 RPM (60 Hz) Q2310100110811 H100/2 HORIZONTAL POWER END 1500 RPM (50 Hz) POWER END PARTS ITEM CODE DESCRIPTION QTY. Q231300005350 OIL SEAL Q231110010990 AXIS TRASMISSION FLANGE Q231200005500 ALLEN SCREW M8X20mm Q231300001110 O-RING Q231700001160...
- Page 42 POWER END PARTS ITEM CODE DESCRIPTION QTY. Q231300003810 O-RING Q231200003620 SEEGER Q231110010760 1800 RPM (60 Hz) CROWN H100/2 – H150/3 Q231110016630 1500 RPM (50 Hz) CROWN H100/2 – H150/3 Q231200001780 Q231010007710 CRANKSHAFT H100/2 – H150/3 Q231700001500 BEARING Q231300005360 O-RING Q231110011010 BUSHING Q231300005020 ROTO GLYD...
- Page 43 POWER END PARTS ITEM CODE DESCRIPTION QTY. Q231300001060 O-RING Q231200001070 LOCK WASHER M8 Q232320018110 COUPLING AC16 X 3/4" UNF ON REQUEST HOSE ON REQUEST HOSE Q232320018680 COUPLING AC16 X 7/8" UNF Q231200001400 ALLEN SCREW M10x25mm Q231200001030 LOCK WASHER M10 Q231300005820 O-RING Q231200008260 SEEGER I-52...
- Page 44 CONNECTING RODS - CODE Q231010011120 BOLT TORQUE: 110 N 3 SETS PER PUMP ITEM CODE DESCRIPTION QTY. Q231110022250 ARM OF CONNECTING ROD Q231110022260 BEARING OF CONNECTING ROD Q231200001870 HEX BOLT M12x70 Q231200001900 TOOTHED WASHER M12 Q231200008810 ELASTIC GUIDE BUSHING ATTENTION! ASSEMBLE WITH NUMBERS FACING THE SAME SIDE Attention!
- Page 45 OIL SEAL CAGE - CODE Q231010010971 ITEM CODE DESCRIPTION QTY. Q231200001070 WASHER * Note: Common wear parts or disposable Q231110044260 OIL SEAL CAGE Q231300011340 OIL SEAL Q231300011210 SLIDING RING Q231300001910 O-RING Q231200001540 SEEGER RING Q231200007960 SCREW M8X20mm Q231300001170 O-RING...
- Page 46 PUMP HEAD - CODE Q231010017210...
- Page 47 PUMP HEAD - CODE Q231010017210 ITEM CODE DESCRIPTION QTY. Q231200002930 ALLEN SCREW M12x35mm Q231110036680 FRONTAL FLANGE UAP IV Q231300010630 BACK RING Q231300008790 O-RING Q231200009410 ALLEN SCREW M24x200mm Q231110034230 MANIFOLD UAP IV Q231200009980 ALLEN SCREW M24x180mm Q231200003630 SPRING WASHER M24 Q231110036920 SPACING BUSHING G-IV Q231010017100 INTELLIVALVE UAP IV...
- Page 48 PLUNGER KIT (P-12) - CODE Q231010022150 SEALING KIT (P-12) CODE Q231020002124...
- Page 49 Ø Nominal Appropriate Critical Change -0,01 -0,07 12 mm -0,1 -0,06 -0,09 ANALYSE PLUNGER DIMENSIONS WHEN CHANGING THE SEALS OR EVERY 200 HOURS RESPECT THE WEAR LIMIT. PLUNGER KIT (P-12) - CODE Q231010022150 ITEM CODE DESCRIPTION QTY. 1010022161 PLUNGER D.12 UAP IV 1200011260 ELASTIC RING 1110037650...
- Page 50 PLUNGER KIT (P-14) - CODE Q231010020740 SEALING KIT (P-14) CODE Q231020002144...
- Page 51 Ø Nominal Appropriate Critical Change -0,01 -0,07 14 mm -0,1 -0,06 -0,09 ANALYSE PLUNGER DIMENSIONS WHEN CHANGING THE SEALS OR EVERY 200 HOURS RESPECT THE WEAR LIMIT. PLUNGER KIT (P-14) - CODE Q231010020740 ITEM CODE DESCRIPTION QTY. Q231010020751 PLUNGER D.14 UAP IV Q231200010570 ELASTIC RING Q231110037660...
- Page 52 PLUNGER KIT (P-16) - CODE Q231010018460 SEALING KIT (P-16) CODE Q231020002166...
- Page 53 Ø Nominal Appropriate Critical Change -0,01 -0,07 16 mm -0,1 -0,06 -0,09 ANALYSE PLUNGER DIMENSIONS WHEN CHANGING THE SEALS OR EVERY 200 HOURS RESPECT THE WEAR LIMIT. PLUNGER KIT (P-16) - CODE Q231010018460 ITEM CODE DESCRIPTION QTY. Q231010018471 PLUNGER D.16 UAP IV Q231200010840 ELASTIC RING Q231110037670...
- Page 54 PLUNGER KIT (P-18) - CODE Q231010019940 SEALING KIT (P-18) CODE Q231020002188...
- Page 55 Ø Nominal Appropriate Critical Change -0,01 -0,07 18 mm -0,1 -0,06 -0,09 ANALYSE PLUNGER DIMENSIONS WHEN CHANGING THE SEALS OR EVERY 200 HOURS RESPECT THE WEAR LIMIT. PLUNGER KIT (P-18) - CODE Q231010019940 ITEM CODE DESCRIPTION QTY. Q231010019951 PLUNGER D.18 UAP IV Q231200010620 ELASTIC RING Q231110037680...
- Page 56 PLUNGER KIT (P-20) - CODE Q231010017200 SEALING KIT (P-20) CODE Q231020002204...
- Page 57 Ø Nominal Appropriate Critical Change -0,01 -0,07 20 mm -0,1 -0,06 -0,09 ANALYSE PLUNGER DIMENSIONS WHEN CHANGING THE SEALS OR EVERY 200 HOURS RESPECT THE WEAR LIMIT. PLUNGER KIT (P-20) - CODE Q231010017200 ITEM CODE DESCRIPTION QTY. Q231010017221 PLUNGER D.20 UAP IV Q231200010580 ELASTIC RING Q231110037690...
- Page 58 SELF CENTERING G-IV (FROM P-12 TO P-20) - CODE Q231010016940 ITEM CODE DESCRIPTION QTY. Q231200002970 ALLEN SCREW M14x30mm Q231110036110 CONNECTION BUSHING (G-IV) Q231110040020 SELF CENTERING SUPPORT (G-IV) Q231110010280 NYLON CYLINDER Q231110007240 BACK UP RING (G-IV) Q231300003610 O-RING Q231110038030 SELF CENTERING UPPER SUPPORT (G-IV)
- Page 60 Comet S.p.a. - Via G. Dorso, 4 42124 Reggio Emilia - ITALY Tel. +39 0522 386111 Export: e-mail: export@comet.re.it › fax 0039 0522 386280 Italia: e-mail: vendite@comet.re.it › fax 0039 0522 386300 www.comet-spa.com...
Need help?
Do you have a question about the HPP H-100/2 UAP and is the answer not in the manual?
Questions and answers