
Related Manuals for ims PRO 220E FV CEL
















Summary of Contents for ims PRO 220E FV CEL
- Page 1 02-14 / 87-92 15-26 / 87-92 IMS 220E FV CEL 27-38 / 87-92 39-50 / 87-92 51-62 / 87-92 63-74 / 87-92 75-86 / 87-92 www.ims-welding.com 73502_V2_05/11/2019...
- Page 2 IMS 220E FV CEL AVERTISSEMENTS - RÈGLES DE SÉCURITÉ CONSIGNE GÉNÉRALE Ces instructions doivent être lues et bien comprises avant toute opération. Toute modification ou maintenance non indiquée dans le manuel ne doit pas être entreprise. Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourra être retenu à la charge du fabricant.
-
Page 3: Sécurité Électrique
IMS 220E FV CEL Attention le soudage dans des milieux de petites dimensions nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains matériaux contenant du plomb, cadmium, zinc ou mercure voire du béryllium peuvent être particulièrement nocifs, dégraisser également les pièces avant de les souder. - Page 4 IMS 220E FV CEL Les champs électromagnétiques EMF peuvent perturber certains implants médicaux, par exemple les stimulateurs cardiaques. Des mesures de pro- tection doivent être prises pour les personnes portant des implants médicaux. Par exemple, restrictions d’accès pour les passants ou une évaluation de risque individuelle pour les soudeurs.
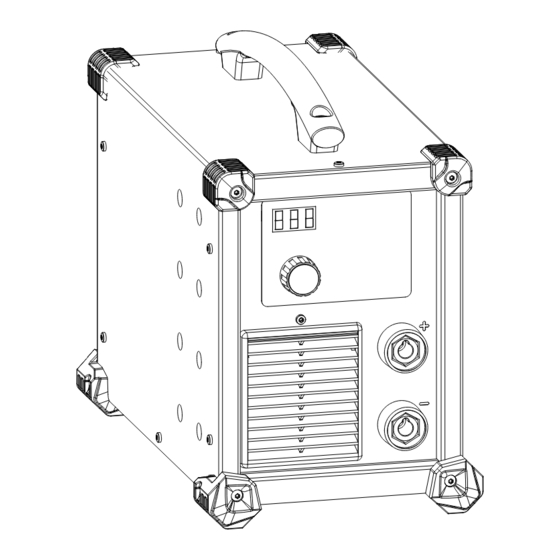
- Page 5 Les connexions en série ou en parallèle de générateurs sont interdites. DESCRIPTION DES MATÉRIELS (FIG-1) Le IMS 220E FV CEL est un poste à souder Inverter, portable, ventilé conçu pour le soudage de l’électrode enrobée (MMA) et l’électrode réfractaire (TIG Lift) en courant continu (DC).
-
Page 6: Alimentation-Mise En Marche
IMS 220E FV CEL INTERFACE HOMME MACHINE (IHM) (FIG-2) Afficheur Indicateur de verrouillage du clavier Indicateur de l’affichage de la tension de soudage Bouton d’activation de la commande à distance Indicateur de l’afficheur du courant de soudage Indicateur d’activité de la commande à distance Bouton de sélection de l’affichage de la tension ou du courant de soudage 15-... -
Page 7: Paramètres Avancés
IMS 220E FV CEL SELECTION DU MODE Appuyer plusieurs fois sur le bouton jusqu’à ce que la LED s’allume sous le symbole MODE MMA PULSE Pulse Appuyer plusieurs fois sur le bouton MODE jusqu’à ce que les LED s’allument sous le symbole et à... - Page 8 IMS 220E FV CEL Pulse SOUDAGE A L’ÉLECTRODE TUNGSTENE SOUS GAZ INERTE (TIG ET TIG PULSÉ CLAVIER MMA 200 A 125 x 90 mm CLAVIER MMA 200 A 125 x 90 mm BRANCHEMENT ET CONSEILS 2018/11/08 2018/11/08 Le soudage TIG nécessite une torche ainsi qu’une bouteille de gaz de protection équipée d’un détendeur.
- Page 9 IMS 220E FV CEL AFFICHAGES COURANT/TENSION EN COURS DE SOUDAGE Pendant le soudage, le générateur mesure et affiche les valeurs instantanées du courant et de la tension de soudage. Après le soudage les valeurs moyennées du courant et de la tension sont affichées en clignotant pendant 30 secondes, dès que l’interface (molette ou boutons) est manipulée l’affichage indique la consigne de soudage.
-
Page 10: Commande À Distance
IMS 220E FV CEL COMMANDE À DISTANCE La commande à distance fonctionne en procédé TIG et MMA. 045682 045675 ref. 045699 Vue extérieure Schémas électriques en fonction des commandes à distance. Branchement : 1- Brancher la commande à distance sur la face arrière de la source de courant de soudage. - Page 11 IMS 220E FV CEL ACCÈS AUX MENUS x 2s Relâchement des boutons Sauvegarde Sortie vers IHM soudage Sortie vers IHM soudage Rappel Sortie vers IHM Sortie vers soudage IHM soudage Sauvegarde Sortie vers IHM soudage Valeur Sortie vers actuelle IHM soudage Menu configuration du...
- Page 12 IMS 220E FV CEL Menu avancé procédé MMA Sortie vers IHM soudage Hot Start time Valeur actuelle 0.0s ... 20 s Retour vers le menu Setup Anti Sticking Choix actuel ON / OFF Retour vers le menu Setup Frequency Valeur actuelle 0,5 Hz ...
- Page 13 IMS 220E FV CEL Menu avancé procédé TIG Sortie vers IHM soudage I. Start Valeur actuelle 10% ... 200% Retour vers le menu Setup Choix Up Slope actuel 0.0s ... 10.0s Retour vers le menu Setup Frequency Valeur actuelle 0,5 Hz ... 20.0 Hz...
-
Page 14: Garantie
IMS 220E FV CEL MESSAGES D’ERREUR, ANOMALIES, CAUSES, REMÈDES Ce matériel dispose d’un système de contrôle de défaillance. En cas de défaillance, des messages d’erreur peuvent s’afficher. Code erreur Signification CAUSES REMÈDES Dépassement du facteur de marche Attendre l’extinction du témoin pour reprendre le Température ambiante supérieure à... - Page 15 IMS 220E FV CEL WARNING - SAFETY RULES GENERAL INSTRUCTIONS Read and understand the following safety recommendations before using or servicing the unit. Any change or servicing that is not specified in the instruction manual must not be undertaken. The manufacturer is not liable for any injury or damage caused due to non-compliance with the instructions featured in this manual .
-
Page 16: Electric Safety
IMS 220E FV CEL FIRE AND EXPLOSIONS RISKS Protect the entire welding area. Compressed gas containers and other inflammable material must be moved to a minimum safe distance of 11 meters. A fire extinguisher must be readily available. Be careful of spatter and sparks, even through cracks. It can be the source of a fire or an explosion. -
Page 17: Equipment Installation
IMS 220E FV CEL People wearing pacemakers are advised to consult their doctor before using this device. Exposure to electromagnetic fields while welding may have other health effects which are not yet known. RECOMMENDATIONS TO ASSESS THE WELDING AREA AND WELDING INSTALLATION Overview The user is responsible for installing and using the arc welding equipment in accordance with the manufacturer’s instructions. -
Page 18: Maintenance Recommendations
IMS 220E FV CEL - Protection against acess to dangerous parts from solid bodies of a ≥12.5mm diameter and, - Protection against the rain inclined at 60% towards the vertical. These devices can be used outside in accordance with the IP23 protection index. -
Page 19: Electrode Welding
IMS 220E FV CEL USE WITH EXTENSION CABLES All extension cables must have an adequate size and section, relative to the machine’s voltage . Use an extension that complies with national safety regulations. Length - Extension selection Current input < 45m <... - Page 20 IMS 220E FV CEL WELDING PARAMETERS WELDING INTENSITY SETTINGS The following settings concern the intensity range that may be used depending on the electrode’s type and diameter . These ranges are quite large as they depend on the application and the welding position.
- Page 21 IMS 220E FV CEL WELDING STETTINGS 1. Welding intensity settings : Adjust the welding current using the main knob according to the thickness and type of connection to be made. The current selected is indicated on the display. ARC STRIKE / IGNITION : LIFT start : Using the torch, make contact between the electrode and the metal piece, then slightly lift the electrode to start the arc.
-
Page 22: Voltage Reducing Device (Vrd)
IMS 220E FV CEL - The menus are accessible and can be modified. Ex : - JOB 5, out of adjustment, SAVE IN / JOB 5, the JOB is overwritten with the new parameters and taken into account. - JOB 5, out of adjustment, SAVE IN / JOB non-existent, it will be taken into account in the current q.L. if and only if this new JOB X is lower than the number of the JOB entered. -
Page 23: Cooling Fan
IMS 220E FV CEL Operating : • Manual remote control (option ref. 045675) The remote control enables the variation of current from 50% to 100% of the set intensity. In this configuration, all modes and functions of the machine are accessible and can be set. - Page 24 IMS 220E FV CEL Advanced MMA process menu Output to welding Hot Start time Value current 0.0s ... 20 s Back to the Setup menu Anti Sticking Choice current ON / OFF Back to the Setup menu Frequency Value current 0,5 Hz ...
- Page 25 IMS 220E FV CEL Advanced TIG process menu Output to welding I. Start Value current 10% ... 200% Back to the Setup menu Choice Up Slope current 0.0s ... 10.0s Back to the Setup menu Frequency Value current 0,5 Hz ... 20.0 Hz...
-
Page 26: Troubleshooting
IMS 220E FV CEL TROUBLESHOOTING This device integrates a default management system. In the event of a default, error messages may be displayed. Error code Meaning CAUSES SOLUTIONS "Exceeding the duty cycle "Wait for the indicator to turn off before resuming Ambient temperature above 40°C... - Page 27 IMS 220E FV CEL SICHERHEITSANWEISUNGEN ALLGEMEIN Die Missachtung dieser Anweisungen und Hinweise kann zu schweren Personen- und Sachschäden führen. Nehmen Sie keine Wartungarbeiten oder Veränderungen am Gerät vor, die nicht explizit in der Anleitung gennant werden. Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäße Handhabung dieses Gerätes enstanden sind.
-
Page 28: Elektrische Sicherheit
IMS 220E FV CEL Achtung! Bei Schweißarbeiten in kleinen Räumen müssen Sicherheitsabstände besonders beachtet werden. Beim Schweißen von Blei, auch in Form von Überzügen, verzinkten Teilen, Kadmium, «kadmierte Schrauben», Beryllium (meist als Legierungsbestandteil, z.B. Beryllium-Kupfer) und andere Metalle entstehen giftige Dämpfe. Erhöhte Vorsicht gilt beim Schweißen von Behältern. Entleeren und reinigen Sie diese zuvor. Um die Bildung von Giftgasen zu vermeiden bzw. - Page 29 IMS 220E FV CEL Durch den Betrieb dieses Gerätes können elektromedizinische, informationstechnische und andere Geräte in ihrer Funktionsweise beeinträchtigt werden. Personen, die Herzschrittmacher oder Hörgeräte tragen, sollten sich vor Arbeiten in der Nähe der Maschine, von einem Arzt beraten lassen.
-
Page 30: Anschluss - Inbetriebnahme
IMS 220E FV CEL AUFSTELLUNG Befolgen Sie die folgenden Richtlinien: • Stellen Sie das Gerät ausschließlich auf festen und ebenen Untergrund mit einer Neigung von nicht mehr als 15°. • Achten Sie auf eine gute Belüftung und ausreichend Schutz bzw. Ausstattung der Räumlichkeiten. Der Netzstecker muss zu jeder Zeit frei zugänglich sein. - Page 31 IMS 220E FV CEL BETRIEB AN EINEM GENERATOR Diese Maschine kann an Generatoren mit geregelter Ausgangsspannung betrieben werden, solange: - der Generator die 400V mit der nötigen Leistung abgeben kann. - die Frequenz zwischen 50 und 60Hz liegt. Diese Bedingungen müssen eingehalten werden. Alte Generatoren mit hohen Spitzenspannungen können die Maschine beschädigen und sind nicht erlaubt.
-
Page 32: Wig-Schweissen
IMS 220E FV CEL 3. Einstellung des Hotstart-Levels Drücken Sie die Taste , bis die LED links des Symbols leuchtet. HOT START Stellen Sie die Hotstart-Funktion mit dem Drehregler ein (in Prozent des aktuellen Stromsollwerts). Der Hotstart-Level wird in der Digitalanzeige angezeigt. - Page 33 IMS 220E FV CEL MODUS-AUSWAHL Drücken Sie wiederholt die Taste , bis die LED unter dem Symbol aufleuchtet. MODE WIG-PULS Pulse Drücken Sie wiederholt die Taste , bis die LEDs unter dem Symbol und links des Symbols aufleuchten.. MODE Der WIG-Puls-Modus fügt einen Stromimpuls hinzu, um das Schweißen von dünnen Blechen zu erleichtern und gleichzeitig den Temperaturanstieg zu begrenzen.
- Page 34 IMS 220E FV CEL QUICK LOAD « q.L. » Der Quickload ist ein JOB-Erinnerungsmodus außerhalb des Schweißens. Dieser Modus ist in MMA möglich. JOB-Erinnerungen erfolgen durch kurzes Drücken und Loslassen des SCHALTERS der Fernbedienung über eine spezielle Fernbedienung. Z.B.: Wenn die JOBs 2, 5, 7 und 10 erstellt wurden und der Benutzer die Nummer 7 eingegeben hat, dann sind die abgerufenen JOBs 2, 5 und 7.
- Page 35 IMS 220E FV CEL Fernsteuerungsbetrieb : • Handfernregler (Zubehör Art.-Nr. 045675). Der Fernregler ermöglicht die Regelung des Schweißstroms von 50% bis 100% der maximalen Stromstärke. In dieser Einstellung sind alle Modi und Funktionen des Gerätes verfügbar und können reguliert werden.
- Page 36 IMS 220E FV CEL Erweitertes MMA-Prozessmenü Ausgabe zum Schweißen von HMI Hot Start time Wert aktuell 0.0s ... 20 s Menü verlassen Anti Sticking Wert aktuell ON / OFF Menü verlassen Frequency Wert aktuell 0,5 Hz ... 20.0 Hz Menü verlassen...
- Page 37 IMS 220E FV CEL Erweitertes TIG-Prozessmenü Ausgabe zum I. Start Schweißen von HMI Wert aktuell 10% ... 200% Menü verlassen Up Slope Auswahl 0.0s ... 10.0s aktuell Menü verlassen Frequency Wert aktuell 0,5 Hz ... 20.0 Hz Nur in TIG PULSE Menü...
- Page 38 IMS 220E FV CEL FEHLERMELDUNGEN, FEHLER, URSACHE, LÖSUNG Diese Anlage besitzt ein Fehlermeldesystem. Im Fehlerfall werden konkrete Fehlermeldungen angezeigt. Fehlermeldung Bedeutung URSACHEN LÖSUNGEN "Warten bis Kontrollleuchte erlischt, erst dann weiter Überschreitung der Einschaltdauer schweißen. Thermoschutz Umgebungstemperatur höher als 40°C Einschaltdauer beachten und für gute Belüftung verstopfte Lufteinlässe...
- Page 39 IMS 220E FV CEL ADVERTENCIAS - NORMAS DE SEGURIDAD CONSIGNA GENERAL Estas instrucciones se deben leer y comprender antes de toda operación. Toda modificación o mantenimiento no indicado en el manual no se debe llevar a cabo. Todo daño físico o material debido a un uso no conforme con las instrucciones de este manual no podrá atribuírsele al fabricante.
-
Page 40: Seguridad Eléctrica
IMS 220E FV CEL RIESGOS DE FUEGO Y DE EXPLOSIÓN Proteja completamente la zona de soldadura, los materiales inflamables deben alejarse al menos 11 metros. Cerca de la zona de operaciones de soldadura debe haber un anti-incendios. Atención a las proyecciones de materiales calientes o chispas incluso a través de las fisuras. Pueden generar un incendio o una explosión. - Page 41 IMS 220E FV CEL • No coloque su cuerpo entre los cables de soldadura. Mantenga los dos cables de soldadura sobre el mismo lado de su cuerpo; • conecte el cable a la pieza lo más cerca posible de zona a soldar;...
-
Page 42: Mantenimiento / Consejos
IMS 220E FV CEL • El material tiene un grado de protección IP23, lo cual significa: - Una protección contra el acceso a las partes peligrosas con un dedo y contra objetos sólidos con un diámetro superior o igual a 12.5mm. - Page 43 IMS 220E FV CEL CONEXIÓN SOBRE GRUPO ELECTRÓGENO Este material puede funcionar con grupos electrógenos siempre y cuando la potencia auxiliar responda a las exigencias siguientes: - La tensión debe ser alterna, ajustada como se especifica y la tensión pico inferior a 400V.
-
Page 44: Configuraciones Avanzadas
IMS 220E FV CEL 3. Ajustes del nivel de Hotstart Presione sobre el botón hasta que la luz LED se encienda a la izquierda del símbolo HOT START Ajuste el nivel del Hot Start utilizando el dial principal, que se expresa como un porcentaje del punto de ajuste actual. El nivel de arranque se indica en la pantalla. - Page 45 IMS 220E FV CEL SELECCIÓN DEL MODO Y AJUSTE Presione varias veces sobre el botón hasta que el LED se encienda bajo el símbolo MODE TIG PULSADO Pulse Presione varias veces sobre el botón jhasta que el LED se encienda bajo el símbolo y a la izquierda del símbolo...
-
Page 46: Control A Distancia
IMS 220E FV CEL QUICK LOAD « q.L. » El Quickload es un modo de recordatorio de JOB para JOB sin soldadura Este modo es posible en MMA. Los recordatorios de trabajo se realizan pulsando y soltando brevemente el botón SWITCH del mando a distancia a través de un mando a distancia dedicado. - Page 47 IMS 220E FV CEL Funcionamiento: • Control a distancia manual (opción ref. 045675). El mando a distancia manual permite variar la corriente de 50% a 100% de la intensidad ajustada. En esta configuración, todos los modos y funcionalidades del generador de corriente de soldadura son accesibles y configurables.
- Page 48 IMS 220E FV CEL Menú de proceso MMA avanzado Salida a la HMI de soldadura Hot Start time Valor corriente 0.0s ... 20 s Volver al menú Setup Anti Sticking Selección actual ON / OFF Volver al menú Setup Frequency...
- Page 49 IMS 220E FV CEL Menú de proceso TIG avanzado Salida a la HMI de soldadura Valor I. Start corriente 10% ... 200% Volver al menú Setup selección Up Slope actual 0.0s ... 10.0s Volver al menú Setup Frequency Valor corriente 0,5 Hz ...
- Page 50 IMS 220E FV CEL MENSAJES DE ERROR, ANOMALÍAS, CAUSAS Y SOLUCIONES Este material dispone de un sistema de control de fallo. En caso de fallo, se indican mensajes de error. Código de error Significado Causas Remedio Superación del ciclo de trabajo "Espere a que se apague el testigo luminoso para...
- Page 51 IMS 220E FV CEL ПРЕДОСТЕРЕЖЕНИЯ - ПРАВИЛА БЕЗОПАСНОСТИ ОБЩИЕ УКАЗАНИЯ Эти указания должны быть прочтены и поняты до начала сварочных работ. Изменения и ремонт, не указанные в этой инструкции, не должны быть предприняты. Производитель не несет ответственности за травмы и материальные повреждения связанные с несоответствующим данной инструкции...
-
Page 52: Электрическая Безопасность
IMS 220E FV CEL РИСК ПОЖАРА И ВЗРЫВА Полностью защитите зону сварки. Возгораемые материалы должны быть удалены как минимум на 11 метров. Противопожарное оборудование должно находиться вблизи проведения сварочных работ. Удалите людей, возгораемые предметы и все емкости под давлением на безопасное расстояние. - Page 53 IMS 220E FV CEL Лица, использующие электрокардиостимуляторы, должны проконсультироваться у врача перед работой с данным оборудованием. Воздействие электромагнитного поля в процессе сварки может иметь и другие, еще не известные науке, последствия для здоровья. РЕКОМЕНДАЦИИ ДЛЯ ОЦЕНКИ СРЕДЫ ДЛЯ СВАРОЧНОЙ УСТАНОВКИ...
- Page 54 IMS 220E FV CEL • Не использовать в среде содержащей металлическую пыль-проводник. • Оборудование имеет защиту IP23, что означает : - Защиту от попадания в опасные зоны твердых тел Ø ≥12,5мм и, - Защиту против капель дождя, направленных под углом 60% относительно вертикали.
-
Page 55: Использование Удлинителя
IMS 220E FV CEL ПОДКЛЮЧЕНИЕ К ЭЛЕКТРОГЕНЕРАТОРУ Эти аппараты могут работать от электрогенераторов при условии, что вспомогательная мощность отвечает следующим требованиям : - Напряжение должно быть переменным, настроенным согласно указаниям и пиковое напряжение ниже 400 В, - Частота должна быть 50 - 60 Гц. - Page 56 IMS 220E FV CEL 4. Настройка уровня Arcforce Нажмите на кнопку пока светодиод на загорится слева от символа ARC FORCE Отрегулируйте уровень Arcforce с помощью главного переключателя в пределах от -10 до +10. Чем меньше уровень форсирования дуги, тем мягче будет дуга и наоборот, чем выше уровень, тем выше будет сверхток. Значение по умолчанию - 0.
-
Page 57: Выбор Режима
IMS 220E FV CEL ВЫБОР РЕЖИМА Нажмите несколько раз на кнопку пока светодиод не загорится под символом MODE TIG PULSE Pulse Нажмите несколько раз на кнопку пока светодиод не загорится под символом и слева от символа MODE Импульсный режим TIG добавляет сварочный импульс облегчающий сварку тонких деталей ограничивая увеличение температуры. -
Page 58: Дистанционное Управление
IMS 220E FV CEL QUICK LOAD « q.L. » Быстрая загрузка - это режим напоминания JOB снаружи сварочного шва. Этот режим возможен в режиме MMA. Напоминания JOB создаются путем кратковременного нажатия и отпускания кнопки SWITC H на пульте дистанционного управления с помощью... - Page 59 IMS 220E FV CEL Принцип действия: • Ручное дистанционное управление (опция арт. 045675). Ручное дистанционное управление позволяет изменять ток от 50% до 100% от заданного тока. В этой конфигурации, все режимы и функции остаются источника сварочного тока доступными и регулируемыми.
- Page 60 IMS 220E FV CEL Расширенное меню процесса MMA Выход на сварочный Hot Start time терминал ЧМИ 0.0s ... 20 s Anti Sticking ON / OFF Frequency 0,5 Hz ... 20.0 Hz Pourcentage (I холодный) MMA PULSE 20% ... 100% Duty cycle Validation + Выход...
- Page 61 IMS 220E FV CEL Расширенное меню процесса TIG Выход на сварочный I. Start терминал ЧМИ 10% ... 200% Up Slope 0.0s ... 10.0s Frequency 0,5 Hz ... 20.0 Hz процентная ставка (I froid) TIG PULSE 20% ... 80% Duty cycle 20% ...
- Page 62 IMS 220E FV CEL СООБЩЕНИЯ ОБ ОШИБКЕ, НЕИСПРАВНОСТИ, ИХ ПРИЧИНЫ И УСТРАНЕНИЕ Данное оборудование имеет систему проверки неисправностей. При обнаружении неисправности, сообщение об ошибке появится на экране. Код ошибки Значение ПРИЧИНЫ УСТРАНЕНИЕ Превышение продолжительности Подождать пока погаснет светодиод, включения. прежде чем возобновить сварку.
-
Page 63: Waarschuwing - Veiligheidsinstructies
IMS 220E FV CEL WAARSCHUWING - VEILIGHEIDSINSTRUCTIES ALGEMENE INSTRUCTIES Voor het in gebruik nemen van het product moeten deze instructies gelezen en goed begrepen worden. Voer geen wijzigingen of onderhoud uit die niet in de handleiding vermeld staan. Geen enkel lichamelijk letsel of schade, veroorzaakt door het niet naleven van de instructies in deze handleiding, kan verhaald worden op de fabrikant van het apparaat. -
Page 64: Elektrische Veiligheid
IMS 220E FV CEL BRAND- EN EXPLOSIEGEVAAR Scherm het lasgebied volledig af, brandbare stoffen moeten minimaal op 11 meter afstand geplaatst worden. Een brandblusinstallatie moet aanwezig zijn in de buurt van laswerkzaamheden. Pas op voor projectie van hete onderdelen of vonken, zelfs door kieren heen. Ze kunnen brand of explosies veroorzaken. -
Page 65: Installatie Van Het Apparaat
IMS 220E FV CEL Personen met een pacemaker moeten een arts raadplegen voor gebruik van het apparaat. De blootstelling aan elektromagnetische straling tijdens het lassen kan gevolgen voor de gezondheid hebben die nog niet bekend zijn. AANBEVELINGEN OM DE LASWERKPLEK EN DE INSTALLATIE TE EVALUEREN Algemene aanbevelingen De gebruiker is verantwoordelijk voor het installeren en het gebruik van het booglasmateriaal volgens de instructies van de fabrikant. - Page 66 IMS 220E FV CEL De fabrikant kan niet verantwoordelijk gesteld worden voor lichamelijk letsel of schade aan voorwerpen veroorzaakt door niet correct of gevaarlijk gebruik van dit materiaal. ONDERHOUD/ADVIES • Het onderhoud kan alleen door gekwalificeerd personeel uitgevoerd worden. Een jaarlijkse onderhoudsbeurt wordt aangeraden.
- Page 67 IMS 220E FV CEL Ingangsspanning Doorsnede van het verlengsnoer (<45m) 230V 2.5 mm² 110V 2.5 mm² 4 mm² LASSEN MET BEKLEDE ELEKTRODE (MMA EN VERTICAAL MMA AANSLUITING EN ADVIEZEN • Sluit de kabels, de elektrodehouder en de aardingsklem aan aan de desbetreffende aansluitingen,...
- Page 68 IMS 220E FV CEL Ø van de elektrode (mm) Rutiel E6013 (A) Basisch E7018 (A) Cellulose E6010 (A) 30-60 30-55 50-70 50-80 60-100 80-110 60-75 3.15 80-150 90-140 85-90 100-200 125-210 120-160 150-220 200-220 110-170 ARCFORCE INSTELLINGEN Men wordt geadviseerd om de arcforce in het middenvlak (0) te zetten bij het aanvangen van het laswerk, en om deze gaandeweg aan te passen, afhankelijk van de resultaten en de lasvoorkeur.
- Page 69 IMS 220E FV CEL LASINSTELLINGEN 1. Instellen van de las-intensiteit : Stel de lasstroom bij met behulp van de hoofdknop, afhankelijk van de dikte en de aard van de werkzaamheden die u wilt uitvoeren. De aanbevolen stroom wordt vermeld op het display.
-
Page 70: Voltage Reduction Device (Vrd)
IMS 220E FV CEL • De menu’s zijn toegankelijk en kunnen gewijzigd worden. Bv : - JOB 5, onderbreking, SAVE IN / JOB 5, de JOB is geannuleerd en opnieuw opgeslagen met de nieuwe instellingen. - JOB 5, onderbreking, SAVE IN / niet bestaande JOB, zal alleen worden geaccepteerd in de huidige q.L. als deze nieuwe JOB X een nummer heeft dat lager is dan het nummer van de ingegeven JOB. - Page 71 IMS 220E FV CEL Werking • Handmatige afstandsbediening (045675 als optie) De handmatige afstandsbediening wordt gebruikt om de stroom te variëren, van 50% tot 100% van de minimale intensiteit. In deze configuratie zijn alle modi en functies toegankelijk en aanpasbaar.
- Page 72 IMS 220E FV CEL Geavanceerd MMA-procesmenu Uitgang naar las-HMI Hot Start time Waarde huidig 0.0s ... 20 s Terug naar het Setup menu Anti Sticking Keuze huidig ON / OFF Terug naar het Setup menu Frequency Waarde huidig 0,5 Hz ... 20.0 Hz...
- Page 73 IMS 220E FV CEL Geavanceerd TIG-procesmenu Uitgang naar I. Start las-HMI Waarde huidig 10% ... 200% Terug naar het Up Slope Setup menu Keuze 0.0s ... 10.0s huidig Terug naar het Frequency Setup menu Waarde huidig 0,5 Hz ... 20.0 Hz...
- Page 74 IMS 220E FV CEL FOUTMELDINGEN, AFWIJKINGEN, OORZAKEN, OPLOSSINGEN Dit materiaal beschikt over een controle systeem. In geval van storing kan een foutmelding gegeven worden. Foutcode Betekenis Kausen Oplossingen Overschrijden inschakelduur "Wacht tot het waarschuwingslampje uit is alvorens Omgevingstemperatuur hoger dan 40°C de laswerkzaamheden te hervatten.
- Page 75 IMS 220E FV CEL AVVERTENZE - AVVERTENZE DI SICUREZZA ISTRUZIONI GENERALI Queste istruzioni devono essere lette e comprese prima dell’uso. Ogni modifica o manutenzione non indicata nel manuale non deve essere effettuata. Ogni danno fisico o materiale dovuto ad un uso non conforme alle istruzioni presenti in questo manuale non potrà essere considerata a carico del fabbricante.
-
Page 76: Sicurezza Elettrica
IMS 220E FV CEL PERICOLI DI INCENDIO ED ESPLOSIONI Proteggere completamente la zona di saldatura, i materiali infiammabili devono essere allontanati di almeno 11 metri. Un’attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura. Attenzione alle proiezioni di materia calda o di scintille anche attraverso le fessure, queste possono essere causa di incendio o di esplosione. - Page 77 IMS 220E FV CEL I portatori di pacemaker devono consultare un medico prima di usare questo materiale. L’esposizione ai campi elettromagnetici durante la saldatura potrebbe avere altri effetti sulla salute che non sono ancora conosciuti. CONSIGLI PER VALUTARE LA ZONA E L’INSTALLAZIONE DI SALDATURA Generalità...
- Page 78 IMS 220E FV CEL Questo dispositivo può quindi essere utilizzato secondo l’indice di protezione IP23. • Non utilizzare il dispositivo a temperature > 40°C. • I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati al fine di evitare qualsiasi surriscaldamento.
- Page 79 IMS 220E FV CEL USO DELLA PROLUNGA ELETTRICA Qualsiasi prolunga deve avere una lunghezza e una sezione appropriate alla tensione del dispositivo. Usare una prolunga conforme alle regolamentazioni nazionali. Lunghezza - sezione della prolunga Tensione d’entrata < 45m < 100m 230V 2.5 mm²...
-
Page 80: Parametri Di Saldatura
IMS 220E FV CEL 4. Regolazione del livello di Arcforce Premere sul pulsante fino a che il LED s’illumina a sinistra del simbolo ARC FORCE Regolare il livello di Arcforce attraverso la rotellina principale che è indicizzato da -10 a +10. Più il livello dell’Arcforce è debole e più l’arco sarà dolce, al contrario più... - Page 81 IMS 220E FV CEL SELEZIONE DELLA MODALITA’ Premere più volte sul pulsante fino a che il LED si illumina sul simbolo MODE TIG PULSE Pulse Premere più volte sul pulsante fino a che il LED si illumina sul simbolo e a destra del simbolo MODE La modalità...
-
Page 82: Comando A Distanza
IMS 220E FV CEL Quando la modalità è attivata, il primo JOB viene richiamato e visualizzato sull’HMI (nell’esempio: JOB 2 e display «J.02»). Se sbloccato, l’HMI si comporta con le specificità: - l’HMI visualizza continuamente «J.XX» e i parametri (processo di saldatura, Impulso, tipo di elettrodo,..). -
Page 83: Blocco Dei Comandi
IMS 220E FV CEL Funzionamento : • Comando a distanza Manuale (opzione réf. 045675). Il comando a distanza manuale permette di far variare la corrente dal 50% al 100% dell’intensità regolata. In questa configurazione, tutte le moda- lità e funzionalità della fonte di corrente di saldatura sono accessibili e parametrabili. - Page 84 IMS 220E FV CEL Menu dei processi MMA avanzato Uscita di saldatura Hot Start time Valore vigente 0.0s ... 20 s Torna al menu Setup Anti Sticking Scelta vigente ON / OFF Torna al menu Setup Frequency Valore vigente 0,5 Hz ... 20.0 Hz...
- Page 85 IMS 220E FV CEL Menu dei processi TIG avanzato Uscita di saldatura I. Start Valore vigente 10% ... 200% Torna al menu Up Slope Setup Scelta 0.0s ... 10.0s vigente Torna al menu Frequency Setup Valore vigente 0,5 Hz ... 20.0 Hz...
-
Page 86: Garanzia
IMS 220E FV CEL MESSAGGI D’ERRORE, ANOMALIE, CAUSE, RIMEDI Questo dispositivo integra un sistema di controllo dei cedimenti. In caso di cedimento, dei messaggi d’errore possono visualizzarsi. Codice errore Significato CAUSE RIMEDI Sorpasso del ciclo di lavoro Attendere l'estinzione della spia per riprendere la Temperatura ambiente superiore a 40°C... - Page 87 IMS 220E FV CEL SPÉCIFICATIONS TECHNIQUES / TECHNICAL SPECIFICATIONS / TECHNISCHE DATEN / ESPECIFICACIONES TÉCNICAS/ ТЕХНИЧЕСКИЕ СПЕЦИФИКАЦИИ / TECHNISCHE GEGEVENS / SPECIFICHE TECNICHE IMS 220E FV CEL Primaire / Primary / Primär / Primario / Первичка / Primaire / Primario Tension d’alimentation / Power supply voltage / Versorgungsspannung / Tensión de...
- Page 88 IMS 220E FV CEL DESCRIPTION / MATERIALBESCHREIBUNG / DESCRIPCIÓN / ОПИСАНИЕ ОБОРУДОВАНИЯ / OMS- CHRIJVING / DESCRIZIONE CLAVIER MMA 200 A 125 x 90 mm 2018/11/08 COULEURS / COLORS : BLANC / WHITE DÉCOUPE / CUT INTERFACE / INTERFACE / SCHNITTSTELLE / INTERFAZ / ИНТЕРФЕЙС / INTERFACE / INTERFACCIA...
- Page 89 IMS 220E FV CEL PIÈCES DE RECHANGE / SPARE PARTS / ERSATZTEILE / PIEZAS DE REPUESTO / ЗАПАСНЫЕ ЧАСТИ / RESERVE ONDERDELEN / PEZZI DI RICAMBIO Numéro Désignation Référence Clavier / Keypad / Bedienfeld / Teclado / Панель управления / Bedieningspaneel / Tastiera 51975 Patin supérieur (1point) / Upper skid (1 point) / oberer Gummifuß...
- Page 90 IMS 220E FV CEL SCHÉMA ÉLECTRIQUE / CIRCUIT DIAGRAM /SCHALTPLAN/ DIAGRAMA ELECTRICO /ЭЛЕКТРИЧЕСКАЯ СХЕМА / ELEKTRISCHE SCHEMA / SCEMA ELETTRICO 71513 97758 51975 97757 50999 97756 97771 64674 51075 21464 96141 63691 51468 51468 63802 ICÔNES / SYMBOLS / ZEICHENERKLÄRUNG / SÍMBOLOS / СИМВОЛЫ / PICTOGRAMMEN / ICONA - Attention ! Lire le manuel d’instruction avant utilisation.
- Page 91 IMS 220E FV CEL X : Facteur de marche à …% - X : duty cycle at …% - X : Einschaltdauer ...% - X : Factor de funcionamiento de …% - X : Продолжительность X(40°C) включения …% - X: Inschakelduur bij ...% - X : Ciclo di lavoro a …% I2 : courant de soudage conventionnnel correspondant - I2 : corresponding conventional welding current - I2 : entsprechender Schweißstrom - I2...
- Page 92 SAS JBDC 1, rue de la Croix des Landes CS 54159 53941 SAINT-BERTHEVIN Cedex France...
Need help?
Do you have a question about the 220E FV CEL and is the answer not in the manual?
Questions and answers