Table of Contents
Advertisement
ww w.pure log i c .ru
Contacts:
Moscow +7 (495) 505 63 74
Voronezh +7 (473) 204 51 56
149 Office
160, Leninsky avenue
Voronezh, Russia, 394033
Monday - Thursday: 8.00–17:00
Friday: 8.00–16.00
Break: 12.30–13.30
sales@purelogic.ru
SMC4-4-16A16B
Four-axis motion controller
I N S T R U CT I O N M A N U A L
We draw your attention to the fact that there can be some changes in this instruction
due to the product consistent technical improvement.
Advertisement
Table of Contents

Related Manuals for Purelogic SMC4-4-16A16B




Summary of Contents for Purelogic SMC4-4-16A16B
- Page 1 SMC4-4-16A16B Four-axis motion controller ww w.pure log i c .ru Contacts: Moscow +7 (495) 505 63 74 Voronezh +7 (473) 204 51 56 I N S T R U CT I O N M A N U A L 149 Office...
- Page 2 SMC4-4-16A16B. Four-axis motion controller SAFETY PRECAUTIONS Before using this control system, please read this manual carefully before do related operations. Carefully read the operating instructions and user Safety Precautions, the user should do the appropriate protection, take the necessary security measures before proceeding to operate.
- Page 3 SMC4-4-16A16B. Four-axis motion controller External Manual: a variety of external functions can be defined Manually,In order to facilitate the use of the freedom to select the input function: the limited input can achieve a variety of user needs. System components: CNC system mainly consists of the following parts: High-performance, high-speed 32-bit ARM CPU;...
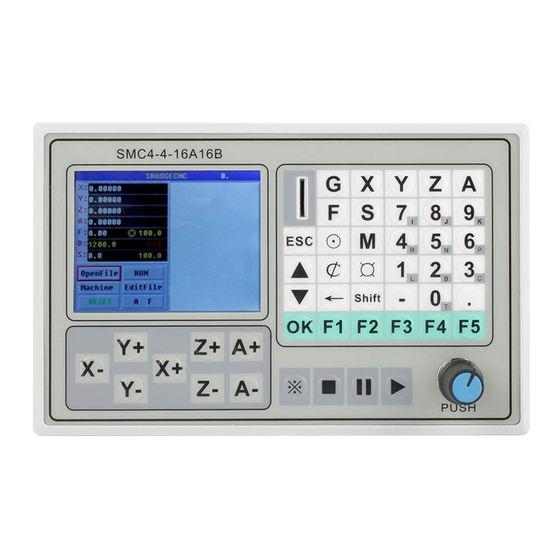
- Page 4 SMC4-4-16A16B. Four-axis motion controller OPERATING INSTRUCTIONS FUNCTION KEY AREA Boot screen: Open the file Starts running Advanced features Document Management RESET (RESET) The following screen appears after the control system is powered. This boot interface is divided into four zones: •...
- Page 5 SMC4-4-16A16B. Four-axis motion controller Acceleration: Maximum acceleration of the motor can run, this value is too small will be more seriously affected micro segment corner speed. Pulse level: 1 or 0, active high or active low, determined by the drive.
- Page 6 SMC4-4-16A16B. Four-axis motion controller Direction level When the direction level of 1, the shaft is running, the Output is high level, Anti-run is low level. When the direction level of 0, the shaft is running, the Output is low level, Anti-run is high level.
- Page 7 SMC4-4-16A16B. Four-axis motion controller At this time you can open the file, or return the file selection (re-select), or exit to the main screen. Click «Open file» access to the contents of the file are shown below. You can now browse the contents of a file, click the Advanced Function button the middle button, Or OK button brings up a menu interface.
- Page 8 SMC4-4-16A16B. Four-axis motion controller « running before Continued points «:When a breakpoint in the point-to-point between N and N +1, running from N +1 to begin direct before Continued points, Discards N to N +1 line processing track, please pay more attention.
- Page 9 SMC4-4-16A16B. Four-axis motion controller Directions: when Return to machinery XYZ direction, either positive or negative. Return speed: the speed of returned to the Mechanical point and the knife point. Above Input pin inputs corresponding to 8 controllers, Can arbitrarily designated as the current limit input pin.
- Page 10 SMC4-4-16A16B. Four-axis motion controller «Edit this file»: You can edit the selected file «Return the file selection»: Re-select the file «New File»: Create a new document «Delete Files»: delete the selected file «Return to the main interface»: direct return to the main interface...
- Page 11 SMC4-4-16A16B. Four-axis motion controller «Edit this line» for editing the selected row Corresponding key on the control panel, enter the desired G code, then press «OK» button to save and return, (the old parameters line in the front),Repair key panel has «←» can abdication modified for the wrong characters .
- Page 12 SMC4-4-16A16B. Four-axis motion controller insert blank lines in the front selected row as shown: «Delete this line» will delete the specified row. «Return row selection» to return G command line to re-selected. «Return the file selection» returns the file list interface.
- Page 13 SMC4-4-16A16B. Four-axis motion controller X-axis uniaxial cleared Y-axis uniaxial cleared Z-axis uniaxial cleared A shaft uniaxial cleared All axes cleared Exit Panel shortcuts ¤ «Manual and Jog» 8 (800) 555 63 74 www.purelogic.ru Edition of 03.08.2016...
- Page 14 SMC4-4-16A16B. Four-axis motion controller “Manual”Recovery Manual «1mm»: When selected press the corresponding arrow keys will move the corresponding length (incremental moves) If the current X-axis coordinate X: 1.235, select 1mm If you press X +, X-axis immediately moved 2.235 If you press the X-, X-axis is moved immediately 0.235 If you want to move to a specific length, you can enter the specific numbers in the input baskets.
- Page 15 SMC4-4-16A16B. Four-axis motion controller When RESET lights flashing, the corresponding pin configuration will output the corresponding level, This can be used to control the three-axis enable, or machine work tips. Enter safe altitude baskets Once entered, saved in the system G Script Parameters G2/G3 tolerance refers to the input G2/G3 after manual calculations or other calculations.
- Page 16 SMC4-4-16A16B. Four-axis motion controller In standby (no running process) adjust speed:Press and hold the stop button (black square button), and then rotating the advanced function keys, you can adjust the speed percentage,On the main screen you can see the percentage rate (1:100-1) display.
- Page 17 SMC4-4-16A16B. Four-axis motion controller E G command interpretation Format:. G0X .. Y. Z ... A Axis rapid traverse, G0 for fast positioning tool, No machining of the workpiece. Can quickly move in several axis simultaneously, thereby producing a linear trajectory (point to point) as shown.Machine data specified maximum value for each axis rapid traverse rate of an axis running speed on this fast- moving.
- Page 18 SMC4-4-16A16B. Four-axis motion controller Red trace is the actual running tracks, F is the processing speed Painting Quartet Case: G0X0Y0Z0 X10F1200 G02 G03 Format (1) G02X .. Y.. Z.. R.. F.. (Radius method) (2) G02X .. Y.. Z.. I.. J.. K.. F (circle center method) Format (1) G03X ..
- Page 19 SMC4-4-16A16B. Four-axis motion controller G17 (X, Y) coordinate plane (plane default) G18 (X, Z) coordinate plane G19 (Y.Z) coordinate plane circle center method: G02 (G03) X.. Y.. Z.. I.. J.. K.. F X. Y. Z represents Terminal point coordinate, F processing speed...
- Page 20 SMC4-4-16A16B. Four-axis motion controller Legitimacy of the parameter (in XY plane): circle center method can be obtained directly radius R = sqrt (i ^ 2 + j ^ 2), If the length of the line start and end points of the arc is greater than 2R is impossible to go wrong prompt.
- Page 21 SMC4-4-16A16B. Four-axis motion controller X, Y, Z Terminal point coordinates,F processing speed R represents the radius of the arc F processing speed In the case of a known start and end points of the arc with a radius of programming,By geometric mapping will be two arcs, a large arc and a small arc, in order not to generate ambiguities provisions R>...
- Page 22 SMC4-4-16A16B. Four-axis motion controller Chord length: After the system calculates the combined resistance parameter,Given G02, G03 proposed synthesis and decomposition micro segment, This micro multi-segment shaped scale is Chord length, This length can be set in the system, Reference value (0.1mm-5mm),...
- Page 23 SMC4-4-16A16B. Four-axis motion controller On XYZ axes simultaneously cleared: G54P * (except 1,2,3,4,for any value , not fill P also) G81: (drill instruction) Format: G81X .. Y.. Z.. R.. F.. X.Y represent end coordinates, Z represents the depth of machining F processing speed R represent operating plane (safe altitude) at the beginning, represent and Z Terminal point after returned Case: (coordinates (20.0), (20.20), (0.20), (0,0) four drill holes 5mm in depth, the two safety plane, a speed of 200)
- Page 24 SMC4-4-16A16B. Four-axis motion controller Case: (coordinates (20.0), (20.20), (0.20), (0,0) four drill holes 5mm in depth, the two safety plane, and one second stay at the hole bottom, a speed of 200) G0X0Y0Z5 G82X20YOR2Z-5P1000F200 G82X20Y20R2Z-5P1000F200 G82X0Y20R2Z-5P1000F200 G82X0Y0R2Z-5P1000F200 G0X0Y0Z5 G83: (canned cycle drilling instruction) Format: G83X ..
- Page 25 SMC4-4-16A16B. Four-axis motion controller Case: (coordinates (20.0), (20.20), (0.20), (0,0) four drill holes 5mm in depth, the two safety plane, and one second stay at the hole bottom, a speed of 200) G0X0Y0Z5 G82X20YOR2Z-5P1000F200 G82X20Y20R2Z-5P1000F200 G82X0Y20R2Z-5P1000F200 G82X0Y0R2Z-5P1000F200 G0X0Y0Z5 G83: (canned cycle drilling instruction) Format: G83X ..
- Page 26 SMC4-4-16A16B. Four-axis motion controller M207 corresponding OUT_7 output low level (perfusion 500ma to ground) M208 corresponding OUT_8 output low level (perfusion 500ma to ground) M209 corresponding OUT_9 output low level (perfusion 500ma to ground) Enter the judgment M command (M3 **, M4 **) M301 corresponding the input terminal INTPU_1 Judgment if it is low level execute the next line,...
- Page 27 SMC4-4-16A16B. Four-axis motion controller G, M instruction combinations Case Project goal: to start the switch after triggered,X-axis control operation of the mobile speeds of 600, To specify the location of the first point A,output an action to pneumatic A,2 seconds,then semi-closed return,1 seconds, then move the operating speed of 600 to point B,Then output a move to the Pneumatic B,2 seconds,then closing the return, 1 seconds, then move the operating speed of 1200 to return to point A and wait for the start switch triggered ..
- Page 28 SMC4-4-16A16B. Four-axis motion controller M301 (wait for the start button triggered) M47 (back to the first line to restart Note: The last line of the last to join the carriage return) (Carriage return or empty) The controller reliefs carved out of the picture: 8 (800) 555 63 74 www.purelogic.ru...
- Page 29 SMC4-4-16A16B. Four-axis motion controller 8 (800) 555 63 74 www.purelogic.ru Edition of 03.08.2016...
Need help?
Do you have a question about the SMC4-4-16A16B and is the answer not in the manual?
Questions and answers