
Related Manuals for bentrup TC 505

Summary of Contents for bentrup TC 505
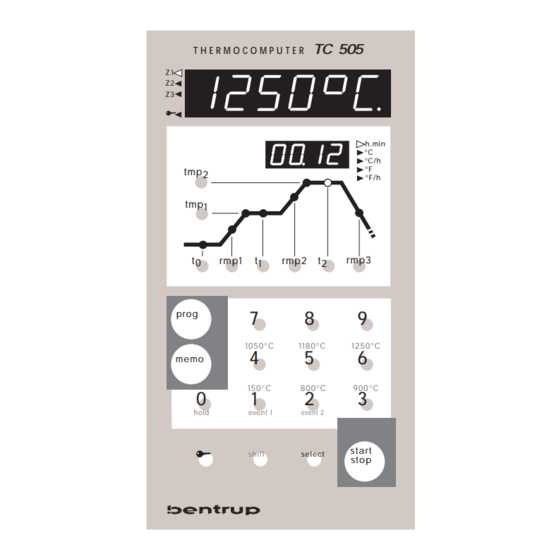
- Page 1 TC 505 TC 505 T H E R M O C O M P U T E R h.min °C °C/h °F tmp 2 °F/h tmp 1 rmp3 rmp1 rmp2 prog 1050°C 1180°C 1250°C memo 150°C 800°C 900°C hold event 1...
- Page 2 # currently displayed indicator„controller keypad locked“ read / change final firing temperature TC 505 T H E R M O C O M P U T E R read / change 1st dwell temperature read / change programme delay...
-
Page 3: Table Of Contents
Appendix G: Electrical Connections ....25 General Information Your TC505 is the choice of the professionals in the bentrup controller family TC500. These controllers use the latest technology available and incorporate many features which haven´t been available on kiln controls before. Appearing as a controller easy to use,... - Page 4 The microprocessor controller TC505 allows an exact and reproduceable control of your kiln. The sketch below shows a firing curve of the TC505. Each firing curve consists of the segments (a) to (f). Example: Temp (°C) 1050 0:15h 0:10h 0.00h Segment programme delay (a): The controller waits for the time set before the actual...
-
Page 5: Calling Up A Programme
Calling up a Programme You can save up to 29 firing curves in your TC505 as programmes. The programme numbers 1 to 6 are factory set and cannot be altered. Please find the values of these 6 programmes below: prog # t0 (min) rmp1(°C/h) tmp.1 (°C) t1(min) rmp2(°C/h) tmp.2 (°C) -
Page 6: Displays During A Firing
Displays during the Firing By default during a firing the current programme setpoint is shown on display (14). On heat up ramps this setpoint counts upwards according to the programmed rate. Every 15 seconds display (14) blinking h.min °C flashes the maximum temperature of the currently °C/h °F tmp 2... -
Page 7: Entering And Checking A Firing Curve
Entering and Checking a You can check the values of a firing curve at anytime even during programme run. If you want to change a Firing Curve value you have to stop the firing by pressing the key (20). For instance to check the heat up ramp press key (6). Display (14) reads the current value for the heat up rmp1 h.min... -
Page 8: Starting A Programme
Saving Programmes You can save up to 29 programmes in your TC505. Once a firing curve has been saved as a programme it can be called up easily to be modified, saved again or simply used by starting the firing. To save a firing curve that has been entered before as e.g. -
Page 9: Reading The Kiln Temperature
The indicator (1) points to the zone the value refers to. For details about multizone kilns please check out the „Technical Manual TC500 Series Controller“ available on http://www.bentrup.de. The sequence of the process values can be determined in the configuration. By default the values shown in... - Page 10 status of the control outputs Any activated outputs are shown by their number (example shows all 4 outputs active). The function of an output is determined by the configuration. process errors Any process errors during the firing. On the left hand side an „E“...
-
Page 11: Locking The Controller
Locking the Controller The prevent the TC505 from unauthorized usage you can lock the keypad by pressing the key (10) for about 3 seconds. The indicator (2) shows the TC505 is now locked. If the controller is locked you can for instance only call up values but not start or interrupt a firing. -
Page 12: Miscellaneous
Uncontrolled Ramps On uncontrolled ramps the TC505 stays in the segment until the final temperature is reached. On multizone (SKIP) kilns the TC505 waits for all zones. To avoid the process locking itself because of heat-shift between the zones, there is a complex algorithm which realizes this situation and causes a step to the next segment. -
Page 13: Appendix A Error Messages Of The Tc505
Appendix A Certain errors (like power breakdown, break of sensor, kiln problem etc.) found by the controller are Error Messages processed accordingly. Important errors are show of the TC505 immediately on display (12) by a unique code number (see example on the left hand side showing code „A4“). - Page 14 Error A4 temperature increase on full power too low The error message clearly points out a problem of the kiln. Possible causes: • mains fuse / phase broken, heating elements broken • heating elements too old (on high temperatures) • short circuit on thermocouple or compensating wire •...
- Page 15 firing process interrupted after power breakdown Error B3 After re establishing power supply the firing process has been interrupted due to e.g. kiln temperature has dropped too much. If there is a digit shown after the comma it gives further information about the cause (e.g.
-
Page 16: Appendix B: Data- And Error Log
Appendix B IYour controller TC505 is fitted with a data and error log. All data and errors of the entire firing are Data- and Error Log recorded continuously by the TC505. Such features have not been known on this type of controller until now! Don´t waste time watching a firing to discover an error (and of course miss the most important moment anyway !) -
Page 17: Calling Up The Data Log
Calling up the To view the data logged since last power up proceed as follows: Press key shift (11) followed by memo (9). Data Log This can be done at anytime also during programme run without interrupting the programme. Display (12) reads „L“ (for „Log“) followed by the log number. -
Page 18: Calling Up The Error Log
Calling up the To call up the error log press key shift (11) followed by key prog (8). This can be done at anytime without Error Log interrupting the programme. Display (12) shows „E“ (stands for „Error“) followed by the error #. You can read out about the last 50 errors. Note The error that happened last (and so the most current error) has the lowest number and is shown first... -
Page 19: Appendix C Configuration
Appendix C Because your TC505 can be used in a wide range of applications some operating parameters of the Configuration controller are adjustable. Usually if there were any adjustments required they already have been done by your supplier. Please refer to following parameter list If you are interested in details: par.-no. -
Page 20: Explanation Of The Parameters
Explanation of the parameters (see # in brackets for parameter number) power rating (1) Power rating of the kiln. This value is only used for calculating the power consumption. thermocouple code (3) Type of thermocouple: S=PtRh10%-Pt, R=PtRh13%-Pt, K=NiCr-Ni, J=FeCu-Ni. Change from S/R to J/K and vice versa are locked for safety and technical reasons. - Page 21 number of heating zones (10) The TC505 is available as 2 and 3 control zone unit. This parameter sets the actual number of control zone used. More than one control zone require a kiln designed accordingly (one thermocouple per zone, one contactor per zone). The temperature distribution on a multizone kiln is greatly improved ! enter ramps as gradient (°C/h) or time (h.min) (11) On the TC505 you can can enter the speed on a heating or cooling ramp either as degrees...
-
Page 22: Calling Up The Configuration
The large parameter list is selected by setting a jumper inside the TC505. Configuring the large parameter list on TC505 is either done over the keyboard or by using our Microsoft Windows based software bentrup WinConfig (only on TC505 fitted with data link - see appendix D). -
Page 23: Appendix D: Weekly Switching Clock
Appendix D The TC505 is available with weekly switching clock. This optional feature allows you to commence Weekly Switching programmes at a preset time or day of week (e.g. commence programme 2 on Monday at 01:00 ó Clock clock). You can enter up to 7 switching jobs. By over lapping switching jobs functions for instance automatic reducing temperature at night time become possible on continuous kilns (heat up kilns weekdays... -
Page 24: Appendix E: Communication Link
TC505 to your own software using windows DDE (simple commands like „START“; bentrup DDE fieldbus driver software required) • state of the art software bentrup WinControl for visualization, data acquisition and recording, managing firing programmes and configuration A detailed description of the options including the definitions of the communication protocol can be found on our homepage http://www.bentrup.de. -
Page 25: Appendix G: Electrical Connections
Mismatch can cause severe damage of kiln and contents ! We reserve the right to make any changes without notice Operating Instructions TC505 V1.06 (C) 2001 bentrup industrial controls, inc., U.S.A.
Need help?
Do you have a question about the TC 505 and is the answer not in the manual?
Questions and answers