Table of Contents
Advertisement
Quick Links
st
Add: No.7, 1 . Street, Luochong North Road, Luochongwei, Guangzhou,
510165, China
Http://www.gsk.com.cn
E-mail:sale1@gsk.com.cn
Tel: 86-20-81796410/81797922
Fax: 86-20-81993683
All specifications and designs are subject to change without notice.
HTTP://WWW.GSK.COM.CN
E-MAIL:SALE1@GSK.COM.CN
May
2012/ Edition 2
August 2012/ Printing 1
GUANGZHOU
USER MANUAL
GSK 980MDc Milling CNC System
数 控
CHINA
GSK CNC EQUIPMENT CO., LTD.
备 有 限 公 司
Advertisement
Table of Contents

Summary of Contents for GSK 980MDc
- Page 1 USER MANUAL GSK 980MDc Milling CNC System Add: No.7, 1 . Street, Luochong North Road, Luochongwei, Guangzhou, 510165, China Http://www.gsk.com.cn E-mail:sale1@gsk.com.cn Tel: 86-20-81796410/81797922 Fax: 86-20-81993683 All specifications and designs are subject to change without notice. 2012/ Edition 2 August 2012/ Printing 1 GUANGZHOU 数...
- Page 2 This user manual is the property of GSK CNC Equipment Co., Ltd. All rights are reserved. It is against the law for any organization or individual to publish or reprint this manual without the express written permission of GSK and the latter reserves the right to ascertain their legal liability.
- Page 3 Please carefully read this user manual before use! Note: The power supply installed on (in) the cabinet is exclusive to GSK’S CNC systems. The power supply form is forbidden to be used for other purposes.
-
Page 4: Troubleshooting
Notes Notes ■ Delivery and storage Packing box over 6 layers in pile is unallowed. Never climb the packing box, neither stand on it, nor place heavy objects on it. Do not move or drag the product by the cables connected with it. Forbid collision or scratch to the panel and displayer. - Page 5 GSK980MDc Milling CNC System User Manual Announcement! This manual describes various items as much as possible. However, operations allowable or unallowable can not be explained one by one due to so many possibilities that may involve with, so the contents that are not specially stated in this manual shall be considered to be unavailable.
- Page 6 Summary Ⅰ Programming GSK980MDc CNC Technical Specification, Product Type, Command and Program Format Ⅱ Operation GSK980MDc CNC Operation Use Ⅲ Installation and Connection GSK980MDc CNC Installation, Connection and Setting Appendix CNC Ladder Function Allocation, Alarm Message Table...
- Page 7 GSK980MDc Milling CNC System User Manual Safety Responsibility Manufacturer’s safety responsibility —— The manufacturer should be responsible for the cleared or the controlled safety in the design and the structure of the CNC system and the accessories. ——The manufacturer should be responsible for the CNC system and the accessories. ——The manufacturer should be responsible for the message and the suggestion for the user.
-
Page 8: Table Of Contents
CONTENTS Ⅰ Programming CHAPTER 1 PROGRAMMING FUNDMENTALS ................3 1.1 Introduction..........................3 1.2 Program Execution ........................6 1.2.1 Program Execution Sequence ...................6 1.2.2 Word Execution Sequence within Block ................7 1.3 Basic Axes Increment System .....................7 1.3.1 Speed of Increment Systems.....................8 1.3.2 Unit of Increment Systems ....................8 1.3.3 Data Ranges of Increment System..................8 1.3.4 Data Ranges and Unit of Increment System ..............9 1.3.5 The Units and Ranges of Program Address Values............ - Page 9 GSK980MDc Milling CNC User Manual 3.4 Arc and Helical Interpolation G02, G03 ..................32 3.5 Dwell G04..........................37 3.6 Cylindrical Interpolation G07.1 ....................37 3.7 Programmable Data Input G10....................41 3.7.1 Modifying Tool Compensation Data ................. 41 3.7.2 Modifying a Workingpiece Coordinate System ..............41 3.7.3 Modifying an Additional Workpiece Coordinate System ..........
- Page 10 CONTENTS 3.24.2.14 Fine-milling Cycle Inside Full Circle G112/G113..........88 3.24.2.15 Fine-milling Cycle Outside Circle G114/G115............89 3.24.2.16 Roughing Cycle Outside Circle G116/G117............91 3.24.2.17 Rectangular Roughing G132/G133 ..............93 3.24.2.18 Rectangle Groove Rough-milling G134/G135 ...........95 3.24.2.19 Rectangle Groove Inner Fine-milling Cycle G136/G137........98 3.24.2.20 Finish-milling Cycle Outside the Rectangle G138/G139........99 3.24.3 Continuous Drilling ......................101 3.24.3.1 Line Series Punch (L function) ................101 3.24.3.2 Rectangle Series Punch (G140/G141) ..............102...
- Page 11 GSK980MDc Milling CNC User Manual 5.2.2 Local Variables ......................138 5.2.3 Public Variable....................... 139 5.2.4 System Variables......................141 5.3 Arithmetic and Logic Operation ....................144 5.3.1 Traditional Format ......................145 5.3.2 Macro Statement ......................148 5.3.3 Priority of Operations..................... 150 5.3.4 Bracket Nesting ......................
- Page 12 CONTENTS 1.1.4 Machine Panel ......................177 1.2 Summary of Operation Mode ....................180 1.3 Display Interface ........................180 1.3.1 Position Interface ......................183 1.3.2 Program interface .......................186 1.3.3 Tool Set, Macro Variable, Coordinate System.............191 1.3.4 Alarm Interface......................195 1.3.5 Setting Interface......................197 1.3.6 parameter and pitch compensation page ..............203 1.3.7 Diagnosis interface .....................207 1.3.8 Graphic interface......................209 1.3.9 PLC interface ......................
- Page 13 GSK980MDc Milling CNC User Manual Multi-Line Program Running in MDI Mode ................244 5.6 Subprograms Call in MDI Mode.................... 245 CHAPTER 6 PROGRAM EDIT AND MANAGEMENT..............247 6.1 Program Creation........................247 6.1.1 Creation of a Block Number..................247 6.1.2 Input Program Content ....................247 6.1.3 Searching a character....................
- Page 14 CONTENTS 7.3.6 Optional Stop ......................271 7.4 Memorizing at Power-down .....................272 7.4.1 Program Interruption in Non-DNC Auto Operation: ..........272 7.4.2 Interruption at Power-down on DNC Auto Operation .............272 CHAPTER 8 MACHINE ZERO RETURN OPERATION ..............275 8.1 Machine Zero ........................275 8.2 Machine Zero Return Steps ....................275 CHAPTER 9 DATA SETTING,BACKUP and RESTORE..............277 9.1 Data Setting ..........................277 9.1.1 Switch Setting ......................277...
- Page 15 GSK980MDc Milling CNC User Manual CHAPTER 2 INTERFACE SIGNALS..................... 305 2.1 Connection to Drive Unit ....................... 305 2.1.1 Drive Interface Definition .................... 305 2.1.2 Command Pulse and Direction Signals ................. 305 2.1.3 Drive Unit Alarm Signal ....................305 2.1.4 Axis Enable Signal ENn....................306 2.1.5 Pulse Disable Signal SETn ...................
- Page 16 CONTENTS 3.2.8 Edit and Display ......................350 3.2.9 Precision Compensation....................351 3.2.10 Communication Setting ....................351 3.2.11 Machine Zero Return ....................352 3.2.12 Rotary Axis Function....................353 3.2.13 Increment system ......................353 3.2.14 PLC axis control ......................354 3.2.15 M codes calling subprograms ..................354 3.2.16 Metric and Inch ......................354 3.2.17 Backlash compensation....................354 CHAPTER 4 MACHINE DEBUGGING ..................355 4.1 Emergency Stop and Stroke Limit....................355...
- Page 17 GSK980MDc Milling CNC User Manual Appendix Appendix 1 Outline Dimension of GSK980MDc ................375 Appendix 2 Outline Dimension of GSK980MDc-V................. 376 Appendix 3 Dimensions of Additional Panel AP01................. 376 Appendix 4 Dimensions for Additional Panel AP02 ............... 377 Appendix 5 Dimensions for Additional Panel AP03 ............... 377 Appendix 6 Diagram of I/O deconcentrator ...................
- Page 18 CONTENTS 11.2.11 Single Block .......................432 11.2.12 Dry Run........................432 11.2.13 Optional Stop ......................433 11.2.14 Stroke Limit and Emergency Stop................433 11.2.15 Tri-colour Indicator .....................434 11.2.16 Reset and Cursor Return ...................434 11.2.17 Rigid Tapping ......................435 11.2.18 Spindle Exact Stop.....................436 11.2.19 External MPG Control ....................436 11.2.20 Cs Axis Switching ......................436 11.2.21 Safe Gate Function....................437 11.2.22 Spindle Releasing/clamping Tool ................438...
- Page 19 GSK980MDc Milling CNC User Manual XVIII...
- Page 20 Programming Ⅰ...
- Page 21 GSK980MDc Milling CNC System User Manual...
-
Page 22: Chapter 1 Programming Fundmentals
CHAPTER 1 PROGRAMMING FUNDMENTALS 1.1 Introduction GSK980MDc Milling Machine system is a new generation of CNC system developed by GSK Company. As the upgraded version of GSK980MD and GSK980MDa, it supports milling, boring and drilling cycle. It employs 32 bits high-capability CPU and very large scale programmable device FPGA, applies real-time multi-task control technology and hardware interpolation technology, and is able to perform μm level... - Page 23 GSK980MDc Milling CNC System User Manual Manual feedrate: 0~1260mm/min sixteen-level real-time tuning MPG feed: 0.001, 0.010, 0.100,1.000mm four gears. Acceleration/deceleration type: S-type for rapid traverse; exponential-type for cutting feed. Automatic chamfering 82 kinds of G codes:G00, G01, G02, G03, G04, G10, G11, G17, G18, G19, G20, G21, G28, G29,...
- Page 24 Chapter 1 Programming Fundmentals Clock display Clock, date and week display. Bidirectional transfer between CNC and PC, CNC and CNC (involving programs, Serial parameters, tool compensation data); download and upgrade of system software Communication and PLC program serial ports Matching drive AC servo or step drive device by using the pulse+direction signal input.
-
Page 25: Program Execution
GSK980MDc Milling CNC System User Manual Scaling ON Incremental G143 continuous drilling programming (CCW) *G50.1 Programming Coordinate system image cancel setting Note: mark “ * ” means initial state. PLC Codes List Code Function Code Function Code Function Normal open contact Setting Subprogram end read... -
Page 26: Word Execution Sequence Within Block
Chapter 1 Programming Fundmentals The execution dwells when key is pressed or external pause signal is cut off; program starts running from where it stops when key on the panel is pressed or external cycle start signal is ON; The program dwells at the end of each block when the single block switch is on; after pressing key or switching on external cycle signal, program continuously runs from the next block;... -
Page 27: Speed Of Increment Systems
GSK980MDc Milling CNC System User Manual 1.3.1 Speed of Increment Systems Speed 1μ(IS-B) 0.1μ(IS-C) Output mode Metric machine Inch machine Metric machine Inch machine system system system system (mm/min) (inch/min) (mm/min) (inch/min) Pulse + direction 60,000 6,000 6,000 AB quadrature phase 240,000 24,000 24,000... -
Page 28: Data Ranges And Unit Of Increment System
Chapter 1 Programming Fundmentals -9999.999 ~ 9999.999 (deg) -9999.9999 ~ 9999.9999 (mm) Metric input (G21) -9999.9999 ~ 9999.9999 (deg) 0.1μ(IS-C) -999.99999 ~ 999.99999 (inch) Inch input (G20) -999.9999 ~ 999.9999 (deg) 1.3.4 Data Ranges and Unit of Increment System Speed parameter Machine tool types decide the units of linear axes speed, i.e. - Page 29 GSK980MDc Milling CNC System User Manual Increment system Linear axis coordinate data range Metric input (G21) -99999.999 ~ 99999.999(mm) 1 μ(IS-B) Inch input (G20) -9999.9999 ~ 9999.9999(inch) Metric input (G21) -9999.9999 ~ 9999.9999(mm) 0.1μ(IS-C) Inch input (G20) -999.99999 ~ 999.99999(inch) As rotary axis is not involve in metric-inch interconversion, the unit of rotary axis coordinate data is deg.
-
Page 30: The Units And Ranges Of Program Address Values
Chapter 1 Programming Fundmentals Increment system Graphic setting X,Y,Z ranges Metric input (G21) -99999.999 ~ 99999.999 (mm) 1 μ(IS-B) Inch input (G20) -9999.9999 ~ 9999.9999 (inch) Metric input (G21) -9999.9999 ~ 9999.9999 (mm) 0.1μ(IS-C) Inch input (G20) -999.99999 ~ 999.99999 (inch) 1.3.5 The Units and Ranges of Program Address Values Definition and ranges of the pitch :... -
Page 31: Additional Axes In Current Increment System
GSK980MDc Milling CNC System User Manual IS-C 0.0001 Note: the least input/output in the table above are described without considering the metric/inch system and rotation axes. 1.4.1 Additional Axes in Current Increment System When IS-B or IS-C is selected, the speed and range of additional axes are the same as what described in 1.3. -
Page 32: Chapter 2 Mstf Codes
CHAPTER 2 MSTF CODES CHAPTER 2 MSTF CODES 2.1 M Codes (Miscellaneous Function) The M codes are composed by code address M and 1~2 or 4 digits after the codes M is used for controlling the program execution or outputting M code to PLC. M □□□□... -
Page 33: End Of Run (M30)
GSK980MDc Milling CNC System User Manual 2.1.3 End of Run (M30) Format: M30 Function: If M30 command is executed in the Auto mode, the automatic run is ended after the other commands of current block are executed; the system cancels the tool nose radius compensation and the cursor returns to the beginning of the program when the workpieces number is added by one (whether the cursor returns to the head of the program is determined by parameters). -
Page 34: Macro Program Call (M9000~M9999)
CHAPTER 2 MSTF CODES This GSK980MDc can calls quadruple subprogram, namely, the other subprogram can be called from the subprogram. (See Fig. 2-3) S u b pr og ra m S u bp ro g ra m M a in p ro g ra m S ub p ro g ra m S u b p ro gr a m O 1 0 0 4 ;... -
Page 35: Program Stop M00
GSK980MDc Milling CNC System User Manual operation authority is needed when editing the program 09000~09999, the user can not modify or run the 2.1.7 Program Stop M00 Format: M00 Command function: After M00 is executed, program run stops, “Pause” appears, the cycle start key is pressed to continuously run the program. -
Page 36: Spindle Override
CHAPTER 2 MSTF CODES Command function: outputs 0~10V analog voltage control spindle servo or inverter for achieving the stepless speed regulating of the spindle when the spindle speed is set. The S command value is not memorized when the power is turned off, and then the parameter recovers to 0 when the power is turned on. - Page 37 GSK980MDc Milling CNC System User Manual Format: G95F_; (F0.0001~F500, leading zero can be omitted) Command function: The cutting feedrate is offered by the unit of mm/rev., G95 is modal G command. The G95 command can be omitted if the current mode is G95. When the CNC performs G95 F_, the cutting feedrate is controlled by feedrate command based on multiplication command...
- Page 38 CHAPTER 2 MSTF CODES • • • F is vector resultant speed for the instantaneous speed in X, Y and Z axis directions The d x is instantaneous increment of the X axis, the f x is instantaneous speed of X axis. The d y is instantaneous increment of Y axis, the f y is instantaneous speed of Y axis.
-
Page 39: Manual Feed
MPG mode. Only one of the axis can be moved at one time. Step feed: This GSK 980MDc can move positively or negatively for X, Y, Z ,4th or 5th axis by current increment in the Step mode. One of the axis can be moved only at one time. - Page 40 CHAPTER 2 MSTF CODES Manual feed: exponential type rear acceleration or deceleration ; MPG feed: exponential type rear acceleration or deceleration ; Step feed: exponential type rear acceleration or deceleration. Fig. 2-9 When the cutting feed is performed, this GSK980MDc adopts exponential rear acceleration or deceleration, an arc transition will be formed for the acceleration or deceleration at the meeting point of the path for the adjacent two cutting feed blocks, when the BIT5 of the bit parameter No.007 is set to 0.
- Page 41 GSK980MDc Milling CNC System User Manual machining efficiency. The SMZ of bit parameter No.007 is set to 0, the transition between two adjacent blocks is processed according to the table 2-3. Table 2-3 Previous block Next block Rapid Position Cutting feed Without move Rapid positioning Cutting feed...
-
Page 42: Chapter 3 G Command
Chapter 3 G Command CHAPTER 3 G COMMAND 3.1 G Command Brief The G command is composed by the command address G and the 1 to 3 digits command value after the command G. Many kinds of operations are specified such as tool movement relative to workpiece, coordinate set, etc. - Page 43 GSK980MDc Milling CNC System User Manual Drilling cycle Back boring cycle Boring cycle Boring cycle G110 Circular groove inner roughing CW G111 Circular groove inner roughing CCW G112 Circular groove inner finishing CW G113 Circular groove inner finishing CCW G114 Outer finishing CW G115 outer finishing CCW...
-
Page 44: Modal, Non-Modal And Initial State
Chapter 3 G Command Scaling ON G67 (initial G command) Macro program call Modal G command Cancel macro program call G54 (initial G command) Workpiece coordinate system 1 Modal G G54.1 Additional workpiece coordinate system command Workpiece coordinate system 2 Workpiece coordinate system 3 Workpiece coordinate system 4 Workpiece coordinate system 5... -
Page 45: Related Definition
GSK980MDc Milling CNC System User Manual can be omitted) G0 X0 Y0; (Move to X0 Y0 at the rapid traverse rate, modal G command G0 valid) M30; Example 2 O0002; G0 X50 Y5;(Move to X50 Y5 at the rapid traverse rate) G04 X4;(Time delay for 4 seconds)... - Page 46 Chapter 3 G Command Punching number of 2nd and 4th side Decimal 0 ~ 9999 , absolute value of rectangle serial part negative number punch(G140/G141) omitted -99999999 ~ 99999999×absolute Radius serially punch Round-off (G142/143) value of negative number -99999999 ~ 99999999×absolute 4th,5th axis,axis name address Round-off value of negative number...
- Page 47 GSK980MDc Milling CNC System User Manual -99999999~99999999×least input G112,G113: distance from start point to Round-off increment, absolute value center point negative number -99999999~99999999×least input Round-off G114,G115: distance from start point to increment, absolute value circle negative number -99999999~99999999×least input G134~G139: width of rectangle in Y Round-off increment, absolute...
- Page 48 Chapter 3 G Command -99999999~99999999×least input Decimal increment Delay time in G04 (ms) alarm Negative number means exact stop Decimal What kind of number reference returned part in G30 omitted Decimal 0~9999 Skip sequence or alarm number in G65 alarm Decimal M98 subprogram call (times+program 0~99999999...
-
Page 49: Rapid Positioning G00
GSK980MDc Milling CNC System User Manual G111, G116, G117, G132, G133, G134 negative number and G135 -99999999~99999999×least input Round-off increment, absolute value Delay time in G04 (s) negative number -99999999~99999999×least input Round-off X axis coordinate value increment -99999999~99999999×least input Round-off Y axis coordinate value increment -99999999~99999999×least input... -
Page 50: Linear Interpolation G01
Chapter 3 G Command G90 G0 X120 Y253 Z30; (absolute coordinate programming) G91 G0 X160 Y-97 Z-50; (relative coordinate programming) 3.3 Linear Interpolation G01 Format: G01 X_Y_Z_F_; Function: Movement path is a straight line from start to end points. Explanation: G01, which is modal G command; X, Y, Z:-99999999~99999999×least input increment;... -
Page 51: Arc And Helical Interpolation G02, G03
GSK980MDc Milling CNC System User Manual Fig. 3-3 The feedrate specified by F is the tool movement speed along the line. The speed of each axis is as follows: Note: The F initial default value is set by data parameter No.026 when the power is turned on. 3.4 Arc and Helical Interpolation G02, G03 Format:... - Page 52 Chapter 3 G Command Arc interpolation in XZ plane, Y axis linear interpolation linkage; Arc interpolation in YZ plane, X axis linear interpolation linkage; Function: Only two axes of circular interpolation can be linked for controlling tool movement along with the arc on the selected plane in any time.
- Page 53 GSK980MDc Milling CNC System User Manual X axis distance from start point to the center point (with sign) Distance from start point Y axis distance from start point to the to circle center point center point(with sign) Z axis distance from start point to the center point (with sign) Arc radius Arc radius...
- Page 54 Chapter 3 G Command linear axis length × circular length Helical interpolation path is as follows: T o o l p a th T h e fe e d ra te a lo n g th e c irc u m fe re n c e o f tw o c irc u la r in te rp o la te d a x e s is th e s p e c ifie d fe e d ra te I, J and K have signs according to the direction.
- Page 55 GSK980MDc Milling CNC System User Manual To program the above paths using the absolute mode and incremental mode respectively: (1) Absolute mode G92 X200.0 Y40.0 Z0 ; G90 G03 X140.0 Y100.0 I-60.0 F300.0 ; G02 X120.0 Y60.0 I-50.0 ; Or G92 X200.0 Y40.0 Z0 ; G90 G03 X140.0 Y100.0 R60.0 F300.0 ;...
-
Page 56: Dwell G04
Chapter 3 G Command Note 5: The axis not exists is specified on the set plane, the alarm occurs. Note 6: If the radius difference between start and end points exceeds the permitted value by parameter (№.3410), a P/S alarm occurs. 3.5 Dwell G04 Format: G04 P_ ;... - Page 57 GSK980MDc Milling CNC System User Manual can be created very easily. Format:G07.1 IPr; —— Starts the cylindrical interpolation mode … —— (cylindrical interpolation is valid) G07.1 IP0; —— The cylindrical interpolation mode is cancelled Thereinto, IP is the address of rotary axis; r is the radius of the cylinder. Namely, when r≠0 interpolation starts, r=0 interpolation stops G07.1is G code of 00.
- Page 58 Chapter 3 G Command for circular interpolation is: G18 Z_ C_; → G18 Z_ X _; (X is the parallel axis for X axis) G02/G03 Z_ C_ R_; → G02/G03 Z_ X _ R_; When the C axis of parameter No.1022. is set to 6 (parallel axis of Y axis), in this case, the command for circular interpolation is: G19 C_ Z_;...
- Page 59 GSK980MDc Milling CNC System User Manual In the cylindrical interpolation mode, arc radius is specified by the address R but not specified by I, J, K, otherwise, alarm occurs. In the cylindrical interpolation mode, positioning operation G00 cannot be specified (including the commands that produce rapid traverse such as G28, G53 and canned cycle G73~G89).
-
Page 60: Programmable Data Input G10
Chapter 3 G Command The above figure is side stretched-out drawing of the cylinder in the above example. It can be seen from the figure that: when travel amount of rotary axis (C axis) specified by angle is converted to a distance of a linear axis on the outer surface, the interpolation formed by it and another linear axis (Z axis) can be seen as an interpolation in the plane coordinate system Z-X on plane G18. -
Page 61: Modifying An Additional Workpiece Coordinate System
GSK980MDc Milling CNC System User Manual coordinate system is immediately change. 3.7.3 Modifying an Additional Workpiece Coordinate System Command format:G10 L20 Pn IP_; modify an additional workpiece coordinate system. n:1~48 IP_: setting values of axis address and workpiece origin offset distance; When G09 is executed, IP value is a setting value of corresponding coordinate system;... - Page 62 Chapter 3 G Command positive direction in the currently selected plane, and when it is negative, the polar coordinate rotates clockwise. Set the zero point of the workpiece coordinate system as the origin of the polar coordinate system When the polar coordinate command mode is set to start by G90, the origin point of the current workpiece coordinate system is set to be the origin of the polar coordinate system.
- Page 63 GSK980MDc Milling CNC System User Manual Of course, the polar coordinate command mode is cancelled by G15, and then is specified again by G16 and the new polar position is set. Axes commands that are not considered as polar coordinate commands In the polar coordinate mode, the following specified axes are not considered as the polar coordinate command.
-
Page 64: Plane Selection Command G17, G18 And G19
Chapter 3 G Command N1 G17 G54 G90 G16; ……Specify the polar coordinate command and select XY plane. Set the zero point of the workpiece coordinate system G54 as the origin of the polar coordinate command N2 G81 X100 Y30 Z-20 R-5 F200; ……Specify a distance of 100mm and an angle of 30 degrees N3 Y150;... -
Page 65: Reference Point Return G28
GSK980MDc Milling CNC System User Manual (4) 1 scale value for MPG. (5) Step amount value. (6) current coordinate value. Note 1: The G code for inch or metric conversion when the power is turned on is the same as that at the power off. Note 2: Changing G20 and G21 are unallowed during programming. -
Page 66: Return From Reference Point G29
Chapter 3 G Command Note: After power-on, if G28 is executed prior to the manual machine zero return, the process of G28 machine zero return should be consistent with manual machine zero return, and the deceleration signal and one-rotation signal should be detected. The G28 machine zero return hereafter will not detect the deceleration signal and one-rotation signal, but directly position to zero point. -
Page 67: The 2Nd, 3Rd And 4Th Reference Point Return G30
GSK980MDc Milling CNC System User Manual G29 Y Only Y axis performs the command returning from the reference point G29 Z Only Z axis performs the command returning from the reference point G29 X Only X and Z axes perform the command returning from the reference point G29 X Only X and Y axes perform the command returning from the reference point G29 Y... - Page 68 Chapter 3 G Command Format: G30 P2 X_ Y_ Z_ ; the machine 2nd reference point return (P2 can be omitted) G30 P3 X_ Y_ Z_ ; the machine 3rd reference point return G30 P4 X_ Y_ Z_ ; the machine 4th reference point return Function: From the start point, after the intermediate point by X, Y and Z is reached at a rapid traverse rate, the machine 2 nd , 3 rd and 4 th reference points are returned.
-
Page 69: Skip Function G31
GSK980MDc Milling CNC System User Manual (2) Positioning to the 2 nd reference position set by data parameter No.1241 at the setting speed by data parameter No.31 (from point B to point R2) (3) When the reference point returns if the machine is unlocked, the Bit 0 and Bit 1 of the reference point returning end signal F96(ZPn) are HIGH. -
Page 70: Tool Nose Radius Compensation C (G40, G41 And G42)
Chapter 3 G Command from the position interrupted by the skip signal. G31 G91 X100.0 F100 ; Example: Y50.0 ; 2. The next block to G31 is absolute command for one axis: The command axis moves to the specified position, and the axis not specified keeps at the skip signal input position. Example: G31 G90 X200.0 F100 ;... - Page 71 GSK980MDc Milling CNC System User Manual G codes Functions Tool radius compensation cancellation Tool radius left compensation Tool radius right compensation G41 or G42 drives the system into compensation mode; G40 cancels the system compensation mode. Explanation: Compensation plane The compensation plane can be confirmed based upon plane selection command; the tool compensation C is calculated in this plane.
- Page 72 Chapter 3 G Command Example : Block (1) is named start; the compensation cancellation mode becomes compensation mode by G41 in this block. At the end of this block, tool center is compensated in the direction that tool radius is vertical to next program path (From P1 to P2).
-
Page 73: Tool Length Compensation (G43, G44, G49)
GSK980MDc Milling CNC System User Manual 3.16 Tool Length Compensation (G43, G44, G49) Function: Tool length compensation function. Explanation: G43 and G44 are modal G codes; they are effective before meeting other G codes in the same group. The end point specified by Z axis moves an offset value, as above figure G17 plane is selected. - Page 74 Chapter 3 G Command Compensation axes regarded Either absolute incremental command, the end point coordinate value specified by Z axis movement command in program adds the offset specified by H codes in G43 (set in the offset storage), or subtracts the offset specified by H code in G44, finally, the value calculated is regarded as the end point coordinate.
- Page 75 GSK980MDc Milling CNC System User Manual cycle is ineffective, and the previous block remains modal. Cancel all the axis compensations, and set H0 modal. Position to X75 Y75 Z75(Z75). Command Example: Tool length compensation (#1, #2 and #3 hole machining) offset H01 = 4.0 N1 G91 G00 X120.0 Y80.0 ;..….
-
Page 76: Scaling G50, G51
Chapter 3 G Command 3.17 Scaling G50, G51 Scaling means programmed figure can be magnified or reduced. The dimension specified by X, Y, Z can be scaled up or down with the same or different rates of magnification. The magnification rate can be specified by the program or parameter. - Page 77 GSK980MDc Milling CNC System User Manual Negative magnification rate When a negative scale is specified, mirror image is formed (see related explanations of programmable mirror image) Scale of different figure 1. Magnification rate of linear scaling 2. Scaling of circular interpolation Even different magnifications are specified to circular interpolation, tool will not trace ellipse.
- Page 78 Chapter 3 G Command Invalid scaling 1,In canned cycle, moving scaling of cut-in value Q, Z and retraction value d are invalid. 2,In manual operation, the travel distance can not be increased by using scaling function. Commands related to reference position return and coordinate system In scaling mode, the G codes (G28-G30 etc.) returned to the reference point and G codes (G92, G54-G59 etc.) of command coordinate system can not be specified.
- Page 79 GSK980MDc Milling CNC System User Manual Format:G51.1 X__ Y__ Z__; Set programmable mirror image :; According to G51.1 X__ Y__ Z__, specified mirror image of :; these blocks are generated from specified symmetry axis :; G50.1 X__ Y__ Z__; Specify corresponding axis to cancel the mirror image of axes G50.1,G51.1are G codes of No.22, which are modal G codes.
-
Page 80: Setting Local Coordinate System G52
Chapter 3 G Command 3.19 Setting Local Coordinate System G52 When a program is created in a workpiece coordinate system, the subprogram of the workpiece coordinate system (G54-G59) can be set for easy program. Sub coordinate system is called local coordinate system. - Page 81 GSK980MDc Milling CNC System User Manual Explanations When the local coordinate is set, the following movement specified by absolute mode (G90) is coordinate value in local coordinate system. The position of the local coordinate system can be changed by specifying new origin point with G52. In order to specify the origin of the machining program and the offset value of the workpiece origin, replace command G92 by specifying command G52.
- Page 82 Chapter 3 G Command N1 G28 X0 Y0 Z0; N2 G90 G54 G00 X0 Y0; N3 G52 X50 Y50; N4 M98 P1234; N5 G90 G55 G00 X0 Y0; N6 M98 P1234; N7 G90 G54 G00 X0 Y0; O1234 (Subprogram) N8 G00 X0 Y0; N9 G01 X50;...
-
Page 83: Select Machine Coordinate System G53
GSK980MDc Milling CNC System User Manual system of all workpiece coordinate systems of the specified axis is cancelled. If the coordinate values of the axes not all specified, the local coordinate systems of the unspecified axes are not cancelled, that is, keep unchanged. Command G52 can not be specified at the same block with the length compensation command, otherwise, alarm occurs. -
Page 84: Workpiece Coordinate System G54~G59
Chapter 3 G Command 2. In the same block with tool length compensation and tool radius compensation G53 is performed normally, and cancel the tool length compensation and tool radius compensation. 3. G53 and the group 01 in the same block When it is in the same block with group 01 G command, P/S alarm occurs. - Page 85 GSK980MDc Milling CNC System User Manual New Y axis absolute coordinate in current position; New Z axis absolute coordinate in current position. These six workpiece coordinates are set by the distances (workpiece zero offset) from machine zero to each coordinate system origin. Examples:...
-
Page 86: Additional Workpiece Coordinate System G54.1
Chapter 3 G Command If it performs G92 X100 Y100 commands when the tool is positioned a(t 200,160)in the G54 coordinate system; the offset vector A for workpiece coordinate system 1 is (X’, Y’). And the other workpiece coordinate systems offset for vector A. 3.22 Additional Workpiece Coordinate System G54.1 The system supports sixes standard workpiece coordinate systems (G54~G59), and also uses 48 additional workpiece coordinates. - Page 87 GSK980MDc Milling CNC System User Manual Format: G18 G68 α_ β_ R_; //Start rotation of a coordinate system //Coordinate system rotation mode (The coordinate system is rotated) G69; // Cancel rotation of a coordinate system G68, G69 are G codes of the group 16, which is a modal G code. Explanations: G17 (G18 or G19): Because they only support the rotation on two-dimension plane, select related plane and perform rotation on it.
-
Page 88: Programmable Mirror Image G50.1, G51.1
Chapter 3 G Command relative angle specified the same value. If the figure is rotated to the position of 90 degrees, it can be specified by absolute angle or relative angle. Because the position that rotates to 90 degrees (absolute) for the first time and where rotates 90 degrees (relative) from 0 degree are the same. - Page 89 GSK980MDc Milling CNC System User Manual Coordinate rotation and cutter compensation C Cutter compensation C can be specified in G68 and G69 mode. The rotation plane must consistent with the plane of tool compensation. N1 G90 G69 G54 G17 G00 X0 Y0 N5 G03 Y10 R10 J5 N2 G90 G68 X10 Y10 R-30 N6 G01 X-20...
- Page 90 Chapter 3 G Command G69; // Coordinate system rotation mode cancel G50; // Scaling mode cancel When the system is in cutter compensation C mode, specify the command in the following order: (Cutter compensation C cancel (G40)) G51; // Scaling mode start G68;...
-
Page 91: Compound Cycle Command
GSK980MDc Milling CNC System User Manual Note: Because the radius compensation setting and canceling of the above program are done in the subprogram, the whole workpiece will be over cut if B-type tool starting and retraction of radius compensation C mode is used. -
Page 92: Canned Circle Explanations
Chapter 3 G Command Intermittent Full-circle helical Round groove internal rough G111 Rapid feed feed rough milling milling CW Full-circle internal fine milling G112 Feed Full-circle fine milling Rapid feed Full-circle internal fine milling G113 Feed Full-circle fine milling Rapid feed G114 Feed Full-circle fine milling Rapid feed... -
Page 93: Returning Point Level G98/G99
GSK980MDc Milling CNC System User Manual Fig. 3-46 Absolute and incremental commands for canned cycle 3.24.1.4 Returning point level G98/G99 Tool can be returned to the initial plane or point R plane according to G98 and G99 during returning. See the following figure Fig. 3-47. Normally, the initial hole machining is used by G99, the last machining is used with G98. -
Page 94: General Command Format For Canned Cycle
Chapter 3 G Command When both command G80 and commands G00, G01, G02 and G03 are specified in block, actions are performed by the latter, G00, G01, G02 and G03. For example: N0010 G01 X0 Y0 Z0 F800; (The modal command is G01 before entering the canned cycle) N0020 G81 X10 Y10 R5 Z-50;... -
Page 95: Left-Handed Tapping Cycle G74
GSK980MDc Milling CNC System User Manual Function: This kind of cycle performs high-speed peck drilling, it performs intermittent cutting feed to the bottom of a hole, and eliminating the chips from the hole simultaneously. Explanation: Refer to the command explanation of canned cycle in Table 3-2. Cycle process: (1) Positioning to XY plane level at the rapid traverse;... -
Page 96: Finish Boring Cycle G76
Chapter 3 G Command Cycle process: (1) Positioning to XY plane level at the rapid traverse; (2) Down to the point R plane at the rapid traverse; (3) Tapping to the bottom of a hole; (4) The spindle stops; (5) Pause for time P if dwell is specified; (6) The spindle rotates CCW, and then retracts to point R plane;... -
Page 97: Drilling Cycle, Spot Drilling Cycle G81
GSK980MDc Milling CNC System User Manual Command function Fine boring cycle is used to bore precise holes. The tool leaves the workpiece when arriving at the hole bottom, which avoid smooth of workpiece surface influenced by tool trace, and reduces to damage the tool. Cycle process Rapidly traverse to XY plane;... -
Page 98: Drilling Cycle, Counter Boring Cycle G82
Chapter 3 G Command Related Explanation: The command Q or P is disabled in this cycle, but its value will be saved as canned cycle modal value. 3.24.2.5 Drilling Cycle, Counter Boring Cycle G82 Format:G98/G99 G82 X_ Y_ R_ Z_ P_ F_ L_ ; Function: Cutting feed is performed to the bottom of the hole. -
Page 99: Peck Drilling Cycle G83
GSK980MDc Milling CNC System User Manual the command action is same as that of G81). In the blind hole, the accuracy of hole can be improved by the dwell. (2) The command Q is disabled in this cycle, but its value will be reserved as the canned cycle modal value. -
Page 100: Boring Cycle G85
Chapter 3 G Command reverse direction. Explanation: For command explanation of canned cycle, see the Table 3-2 There into, the F is tooth-pitch. The value range is 0.001~500.00mm (metric), 0.06~25400 tooth/inch (inch). Cycle Process: (1) Positioning to the XY plane level at the rapid traverse; (2) Down to the point R plane at the rapid traverse;... -
Page 101: Boring Cycle G86
GSK980MDc Milling CNC System User Manual Command Path: Related explanation (1) This cycle is used to bore a hole. The command motion is basically same as the G81 (Drilling, Spot-drilling cycle), the difference is that by the G81 it returns to the point R plane in rapid traverse rate, while by the G85 it returns to the point R plane in feedrate when the cutting feed reaches the bottom of a hole. -
Page 102: Back Boring Cycle G87
Chapter 3 G Command Related explanation: (1) This cycle is used to be bore a hole. The command operation is basically same with G81, only spindle rotation status is different. After cut feeds to the bottom of a hole, the M05 is executed (spindle stops), then the point R plane is retracted at the rapid traverse, the M03 is then performed (spindle rotates positively) regardless of the currently spindle rotation status and the positive or negative rotation are specified before the canned cycle. -
Page 103: 11Boring Cycle G88
GSK980MDc Milling CNC System User Manual ⒀ The spindle rotates CW. Command path Related explanation: (1)Q value must be positive, i.e. the negative value is commanded, the sign is invalid; when Q value is not commanded or Q0 is commanded, Q value is defaulted to 0.1mm; Q value is modal, it can be used in other fixed cycle commands, and the Q value cannot be big, otherwise, the tool retraction operation can hit the workpiece, so Q value must be specified to the small. -
Page 104: Boring Cycle G89
Chapter 3 G Command (8) The spindle rotates positively; Command Path: G88(G98) G88(G99) Mode for Mode for returning to initial plane returning to the point R plane Spindle ccw Initial level Spindle ccw Point R Point R Point R level MPG feedrate MPG feedrate Spindle stop... -
Page 105: Groove Rough Milling Inside The Round G110/G111
GSK980MDc Milling CNC System User Manual (1) G89 (Boring cycle) is basically same as the G85, a dwell is applied at the bottom of a hole (Dwell time is specified by P, if it is not specified, the dwell is not applied, the command operation is same to the G85) (2) The command Q is disabled in this cycle, but its value is reserved as canned cycle modal value. - Page 106 Chapter 3 G Command Related Explanation: The P and L are disabled in this cycle, but the P value will be reserved as canned cycle modal value. For example: A round inside groove rough-milling is specified in canned cycle G111, see the following Figure G90 G00 X50 Y50 Z50;...
-
Page 107: Fine-Milling Cycle Inside Full Circle G112/G113
GSK980MDc Milling CNC System User Manual groove D1=5) G80 X50 Y50 Z50; (Canceling canned cycle, returning from the point R plane) M30; Note: Set the 5122# parameter value to one which is more than 10, by G110 and G111 it feeds helically along Z axis. Rough-milling machining can be directly performed for non-groove workpiece. -
Page 108: Fine-Milling Cycle Outside Circle G114/G115
Chapter 3 G Command Related Explanation: The commands Q, P and L are disabled in this cycle, but the Q and P value will be reserved as the canned cycle modal value. For example: Fine-mill a finished rough-milling round groove by the canned cycle G112 command, see the following figure: G90 G00 X50 Y50 Z50;... - Page 109 GSK980MDc Milling CNC System User Manual I: A fine-milling circle radius, value range: -99999999~99999999×least command increment, the absolute value is taken when it is negative. Distance of fine-milling between the start point and the circle, 取值范围-99999999~ 99999999×least command increment,the absolute value is taken when it is negative; the absolute value is taken when it is negative.
-
Page 110: Roughing Cycle Outside Circle G116/G117
Chapter 3 G Command G90 G00 X50 Y50 Z50; (G00 rapid positioning) G99 G114 X25 Y25 R5 Z-50 150 J60 F800 D1; (Start canned cycle, the fine-milling cycle is performed outside the circle at the bottom of a hole D1=5) G80 X50 Y50 Z50;... - Page 111 GSK980MDc Milling CNC System User Manual D: serial number of tool radius, range: 0~32,D0 is defaulted to be 0. The current tool radius value is taken out according to the given serial number Cycle process: (1)Rapidly position to starting point XY plane (2) Rapidly approach downward point R plane (3)Rapidly approach downward the distance W (4)X-axis firstly executes tool infeed amount C,linear 1 is the path to execute the linear interpolation infeed...
-
Page 112: Rectangular Roughing G132/G133
Chapter 3 G Command G90 G00 X0 Y0 Z50; (G00 rapidly position) G99 G117 X50 Y50 R5 Z-50 I20 J50 W20 Q10 K10 C20 E2 F800 D1; ( execute the rough milling cycle of outer convex plate D1=5) G80 X50 Y50 Z50; (cancel fixed cycle, return from point R plane) M30;... - Page 113 GSK980MDc Milling CNC System User Manual C:X-axis cutting amount of first tool infeed (it should be more than or equal to tool radius +2.0. when C value is more than 0, the tool executes infeed in positive X direction, the workpiece is at positive starting point.
-
Page 114: Rectangle Groove Rough-Milling G134/G135
Chapter 3 G Command Related explanation: Commanding P, L in the cycle is invalid, but P value is saved as modal value of the fixed cycle. Example: G133 commands to rough mill a convex plate of outer rectangle, which is shown below: G90 G00 X0 Y0 Z50;... - Page 115 GSK980MDc Milling CNC System User Manual I: The width of rectangle groove along the X axis direction J: The width of rectangle groove along the Y axis direction. K: The cut width increment inside XY plane, it is less than the tool radius, but, more than 0. W: For the first cutting along the Z axis direction, the distance is downward to the R reference surface, it is more than 0 (if the first cutting is over the position of the bottom of the groove, then the bottom of the groove is taken as the machining position)
- Page 116 Chapter 3 G Command Related Explanation: The commands P and L are disabled in this cycle, but the P value is reserved as canned cycle modal value. For example: An inside rectangle groove rough-milling is specified by G134 in canned cycle, see the following figure: G90 G00 X50 Y50 Z50;(G00 rapid positioning)
-
Page 117: Rectangle Groove Inner Fine-Milling Cycle G136/G137
GSK980MDc Milling CNC System User Manual Note :If the parameter value of 5122 is set for more than 10, the helical cutting feed along the Z axis will be performed by G110 and G111. So, the workpiece without groove can be machined by rough-milling directly. The helical feeding path is as follows: 3.24.2.19 Rectangle Groove Inner Fine-milling Cycle G136/G137 Format:... -
Page 118: Finish-Milling Cycle Outside The Rectangle G138/G139
Chapter 3 G Command Related Explanation: The commands Q, P and L are disabled in this cycle, but the Q and P values are reserved as the canned cycle modal value. For example: To perform a fine-milling for the finished rough-milling rectangle groove with the canned cycle G136 command, see the following figure: G90 G00 X50 Y50 Z50;... - Page 119 GSK980MDc Milling CNC System User Manual Explanation: G138: Finish-milling cycle outside the rectangle in CCW. G139: Finish-milling cycle outside the rectangle in CW. The width of rectangle along the X axis, range: -99999999 ~ 99999999×least input increment. The width of the rectangle along the Y axis, range:-99999999~99999999×least input increment.
-
Page 120: Continuous Drilling
Chapter 3 G Command G90 G00 X50 Y50 Z50; (G00 rapid positioning) G99 G138 X25 Y25 R5 Z-50 180 J50 K30 U5 F800 D1; (The rectangle outside finish milling is performed under the canned cycle at the bottom of a hole D1=5) G80 X50 Y50 Z50;... -
Page 121: Rectangle Series Punch (G140/G141)
GSK980MDc Milling CNC System User Manual The value is 0 No change of axes, the system reserves relevant cycle modal data When L>1,using round number The value is decimal When L<1, it is processed as L=0, not moving but reserving its modal data and relevant cycle parameter values. -
Page 122: Arc Serial Punching (G142/G143)
Chapter 3 G Command Its programming is as follows: G90 G17 G0 X0 Y0 Z25; M03; G140 G81 X90 Y40 R5 Z-25 A3 B2 J20 F800; G80 G0 X100 Y100 M05; There are 10 holes such as A1~A3, B4, B5, A6~A8, B9 and B10 to be machined as in above figure. Note 1: If the G140 or G141 is specified in the canned cycle, it is indicated that the rectangle serial punching will be performed. -
Page 123: Cautions For Canned Cycle
GSK980MDc Milling CNC System User Manual B – Radius of arc, when a negative value is specified, it is major arc. (I_ J_) – The circle center and radius are calculated by I or J when the R value is not specified. - Page 124 Chapter 3 G Command (G110, G111, G112, G113, G114, G115, G134, G135, G136, G137, G138 and G139 are still needed to specify the corresponding address I, J and K, or the alarm occurs). But the hole machining is not performed when the G04 X_ is specified in the circumstance of X, because the X indicates for time when the G04 is specified.
-
Page 125: Examples For Modal Data Specified In Canned Cycle
GSK980MDc Milling CNC System User Manual a. Single block When the canned cycle operation is performed by using the single block mode, normally, it is separately stopped at the terminal of the movements 1, 2, 3, 4, 5 and 6 in the Fig. 13.1 (A). And the single block is somewhat different according to corresponding canned cycle action at the bottom of a hole. -
Page 126: Examples For Canned Cycle And Tool Length Compensation
Chapter 3 G Command N0130 X_ Y_ I_J_K_U_D_; Begins machining the 3rd rectangle; G138 X_ Y_ R_ Z_ I_ The fine-milling inside the machined rectangle groove is to be N0140 performed, the corresponding data are needed; J_ K_ U_ D_ F_; Cancel the hole machining mode and data (except for F);... -
Page 127: Absolute And Incremental Commands G90 And G91
GSK980MDc Milling CNC System User Manual plane. N004 S30 M3 ; The spindle starts. N005 G99 G81 X400.0 Y-350.0 ; #1 hole is machined after positioning. Z-153.0 R-97.0 F120.0 ; #2 hole is machined after positioning, point R plane N006 Y-550.0 ; returned. -
Page 128: Workpiece Coordinate System Setting G92
Chapter 3 G Command axis. They are separately specified by G90 and G91 commands. Example: The above movement is programmed by absolute and incremental commands, which is as follows: G90 X40.0 Y70.0 ; or G91 X-60.0 Y40.0; 3.26 Workpiece Coordinate System Setting G92 Function: The workpiece coordinate system is set by setting the absolute coordinate in current position in the system (It is also called floating coordinate system). -
Page 129: G98, G99
GSK980MDc Milling CNC System User Manual S: Spindle speed (r/min). The feedrate value is set by system data parameter No.030 when the power is turned on for the system; an F value is invariable after the F command is performed. The feedrate is 0 after the F0 is executed. The F value is invariable when the system is reset or emergency stop. -
Page 130: Linear Chamfering
Chapter 3 G Command transits from a contour to another. A block for chamfering transition can insert the following blocks: Blocks for linear interpolation and linear interpolation Blocks for linear interpolation and circular interpolation Blocks for circular interpolation and linear interpolation Blocks for circular interpolation and circular interpolation Note: virtual inflection is defined to a subsistent inflection when the chamfering function is not executed. -
Page 131: Limit
GSK980MDc Milling CNC System User Manual 3.29.3 Limit Plane selection Linear chamfering and arc chamfering are executed in the specified planes (G17, G18, G19), and the planes cannot be switched between their chamfering blocks. Next block A block with a specified chamfering can follow an interpolation block (G01, G02, G03), and can also follow some non-movement commands (including G04, G90, G91, G94, G95, G98, G99, FMST and non-movement commands which block numbers are N, it can command up to 10 blocks, among which M commands do not include M02, M30, M98, M99, M9000~M9999). -
Page 132: Rigid Tapping
Chapter 3 G Command 3.30.1 Rigid Tapping Code format: Left-handed rigid tapping: G74 X_ Y_ Z_ R_ P_ F(I)_ L_ C_ Right-handed rigid tapping: G84 X_ Y_ Z_ R_ P_ F(I)_ L_ C_ Code function: In rigid mode, tapping is performed by controlling the spindle motor as if it were a servo motor and by interpolating between the tapping axis and spindle. - Page 133 GSK980MDc Milling CNC System User Manual increased cutting resistance, in such cases, the preferable tapping can be performed by the peck rigid tapping. High-speed peck rigid tapping: When the RTPCP of state parameter No.588 is set to 1, the high-speed peck rigid tapping cycle is selected.
-
Page 134: Address Explanation
Chapter 3 G Command G 7 4 、 G 8 4 ( G 9 8 ) G 7 4 、 G 8 4 ( G 9 9 ) d = cu ttin g sta rt d ista n ce d = cu ttin g sta rt d ista n ce In itia l le ve l In itia l le ve l S p in d le... -
Page 135: Specify A Rigid Tapping Mode
GSK980MDc Milling CNC System User Manual The override regulation is invalid for rigid tapping infeed, but the override value can be adjusted or not which is determined by data parameter. Dry run G84/G74 can be used a dry run, the dry run equals to the feedrate along Z axis. The override adjustment is invalid in dry run. -
Page 136: The Cancellation Of Rigid Tapping Mode
Chapter 3 G Command RATP(F76.3) Operation 3 Operation 1 G84 executed Shielding 2 Output S command RGTA(G61.0) FIN(G4.3) The spindle rotation operation The spindle CCW signal SFR Specify M29 and G74/G84 at the same block G84 shows a sample for the following time-sequence RATP(F76.3) Operation 1 Operation 3... -
Page 137: F And G Signals
GSK980MDc Milling CNC System User Manual 3.30.7 F and G Signals RGTAP (G61.0): Rigid tapping signal When the M 29 is commanded, PMC enters the rigid tapping mode, and the signal is then set to 1 to inform the CNC 1: PMC enters the rigid tapping mode 0: PMC does not enter the rigid tapping mode If this signal does not set to 1, after the M29 has been commanded, the alarm may occur in the block of... -
Page 138: Program Example
Chapter 3 G Command 3.30.9 Program Example G84 shows an example for the following program O1000 (Rigid tapping example); G0 X0 Y0 Z0; M29 S200; G84 X10 Y10 Z-10 R-5 P2000 F2 C20; X20 C40 G80; M30;... - Page 139 GSK980MDc Milling CNC System User Manual...
-
Page 140: Chapter 4 Control Function Of Additional Axis
This axis can be designed as both a linear axis and rotation axis. The basis controllable number of 980MDc is three axes, the maximum axis is 5-axis (Cs axis included). Namely, two additional axes are added based upon the original one ——... -
Page 141: Axis Startup
GSK980MDc Milling CNC System User Manual 4.4 Axis Startup The Bit 1 (ROSx) and Bit0 (ROTx) of data parameter No.187 are separately set to use whether the 4 axis and the 5 axis are either the linear axis or rotation axis. The parameter settings are shown below: ROSx ROTx Content... -
Page 142: Rotation Axis Of The Additional Axis
4.6 Rotation Axis of The Additional Axis Input unit Pulse equivalent of 980MDc’s rotary axis is set by No.187, maximum output pulse frequency is 2M. When the selection is output based on the direction of pulse adding, it can be inputted a maximum speed n=60*f/36000=833.33 (r./min.) -
Page 143: The Zero Return D Of Rotation Axis
GSK980MDc Milling CNC System User Manual coordinate value may change based on the linear axis, the programming command is also same to the one of the linear axis; Two kinds of coordinates change are shown below: (1) When the coordinate cycle is disabled: The above-mentioned may occur: 1. -
Page 144: The Function Of Cs Axis
Chapter 4 Control Function of Additional Axis The process of zero return 1. Select the machine zero return mode and press the manual positive feed key, the corresponding axis moves toward the zero point at the rapid traverse rate. 2. When the one-turn signal (PC) of servo axis is carried out, the system is decelerated to the zero return low speed, in this case, check the trailing edge of PC signal. - Page 145 GSK980MDc Milling CNC System User Manual Set Cs contour control axis In the 980MDc system, only the additional axis (the 4 or the 5 axis) can be set to a Cs contour control axis. But, two Cs axes can not be set at the same time. Before the Cs axis setting is valid, this axis must be set to a rotation axis.
- Page 146 Chapter 4 Control Function of Additional Axis The zero return of Cs axis is performed opening the feed axis and the direction selection signal +Jn (G100) or -Jn (G102). Automatic Specify G28 after the spindle enters the Cs contour control mode, and the spindle moves to the intermediate point and then return to the reference position.
- Page 147 GSK980MDc Milling CNC System User Manual Relative parameter The acceleration/deceleration time constant of CS axis Resolution range: 10~4000 (Unit: ms)
-
Page 148: Chapter 5 Macro Program
Chapter 5 Macro Program CHAPTER 5 MACRO PROGRAM GSK980MDc provides macro programs which is similar to high level language. Variable assignment, arithmetic operation, logical judgment and conditional branch can be realized through custom macro program. It is in favor of the programming for special parts, lessens the complex operation and simplifies the custom program. - Page 149 GSK980MDc Milling CNC System User Manual 3. When an M98 block contains another NC command (for example,G01 X100.0 M98 P_), the machine stops in the single block mode. On the other hand, G65 does not stop the machine. 4. With G65 or G66, the level of local variables changes. With M98, the level of local variables does not change.
- Page 150 Chapter 5 Macro Program Note 1:Subscripts of I, J and K for indicating the order of argument specification are not written in the actual program. Note 2:Argument I, J, K do not need to be written in orders. They will be identified according to the present sequence.
- Page 151 GSK980MDc Milling CNC System User Manual Format:G65 P9100 Xx Yy Zz Rr Ii Aa Bb Hh; X:X coordinate of center point (absolute or incremental) (#24) Y:Y coordinate of center point (absolute or incremental) (#25) Z:Hole depth(#26) R:Coordinates of an rapid approaching point(#18) F:Cutting feedrate(#9)...
-
Page 152: Variables
Chapter 5 Macro Program Call format:G66 P9201 Aa Bb Cc; (the argument in this example is assumed) Macro program: O0001 G90 G17 G00 X0 Y0 Z0; G00 X150 Y20; -----------------------position G66 P9201 A-10 B-40 C2000;-----pass the argument, be ready for machining G00 X100 Y20;------------------------position to h1, call macro program (hole machining) G00 X50 Y65;--------------------------position to h1, call macro program (hole machining) M09;... - Page 153 GSK980MDc Milling CNC System User Manual To reference the value of a variable in a program, specify a word address followed by the variable number. A program with an expression <address>#i or <address>-#i indicates that the variable value or negative value is used as address value. For example: Z-#110…when #110 = 250, it is equals to Z-250.
- Page 154 Chapter 5 Macro Program Variable data range: integral type: -2147483648~2147483647, real number type: -10 ~-10 , 0, or 10 Intergral type: 2147483648~2147483647 real number type: -10 ~-10 , 0, or 10 Types of variables Variables are classified into four types by variable number: Variable Type of Function...
- Page 155 GSK980MDc Milling CNC System User Manual write Cutter compensation wear -9999.999~9999.999 Read/ #2401~#2432 write Cutter compensation wear -9999.999~9999.999 Read/ #2601~#2632 write Automatic operation control—#3003 0,1,2,3 Read/ #3003~#3004 Automatic operation control—#3004 Write The number of machined parts Read/ #3901 0~99999999 write G00, G01, G02, G03, G73, G74, G80, G81, G82, G83, G84, G85, modal...
-
Page 156: Null Variables
Chapter 5 Macro Program coordinate system; tool only compensation value not included 1~5 axes; current position; machine Read #5021~5025 coordinate system; tool -9999.999~9999.999 only compensation value included 1~5 axes, the current position, Read #5041~5045 workpiece coordinate system contain -9999.999~9999.999 only tool compensation value axes, skip... -
Page 157: Local Variables
GSK980MDc Milling CNC System User Manual c. Conditional expression <Null> differs from 0 only for EQ and NE. When #1= Null When #1=0 #1 EQ #0 #1 EQ #0 ↓ ↓ True False #1 NE #0 #1 NE #0 ↓ ↓... -
Page 158: Public Variable
Chapter 5 Macro Program 3. Each time a macro program (2, 3, 4 levels) are called, local variables (1, 2,3 levels) in each group are stored, and new local variables (2,3,4, levels) are prepared. 4. When M99 (return from macro programs) is commanded, the local variables (0, 1, 2, 3 levels) stored in are recovered in the state as they are stored. - Page 159 GSK980MDc Milling CNC System User Manual macronote.tex in the U disk root catalog, can be displayed and the imported note function is valid, which is shown below: 4. Press , and the figure is shown below: 5. Press the key CANCEL to cancel the current operation. Press the input key to import the file macronote.text in the U disk root catalog to corresponding public variable, which is shown below:...
-
Page 160: System Variables
Chapter 5 Macro Program Public macro variable note file 1. import the public variable note by the U disk, only modify notes of public variables #100~#199, #500~#999. 2. macro program note file edit by user is a text file with suffix “.txt”, the file name must be macronote.txt. - Page 161 GSK980MDc Milling CNC System User Manual Used to read all 32 bits of a signal at one time. Note: Please refer to the GSK980TD PLC User Manual for the relationships between variables and F, G signals. Tool compensation value tool compensation value can be read and written Compensation No.
- Page 162 Chapter 5 Macro Program Note 4: When feedrate override is disabled, an override of 100% is always applied regardless of the setting of the feedrate override. Note 5: When exact stop check is disabled, no exact stop check is made even in blocks including those which do not perform cutting.
-
Page 163: Arithmetic And Logic Operation
GSK980MDc Milling CNC System User Manual Workpiece coordinate system compensation value Workpiece coordinate system compensation value can be read and written. Variable No. Function #5201~#5205 The first to the fifth axes external workpiece zero point offset value #5221~#5225 The first to the fifth axes G54 workpiece zero point offset value #5241~#5245 The first to the fifth axes G55 workpiece zero point offset value #5261~#5265... -
Page 164: Traditional Format
Chapter 5 Macro Program #i = BCD [#j] Unconditional branch GOTO #i G65 H80 P#i Q#j R#k Please note that #K is Equals to branch IF (#i EQ #j) GOTO #k G65 H81 P#i Q#j R#k skip signal Not equals to branch IF (#i NE #j) GOTO #k G65 H82 P#i Q#j R#k macro statement and... - Page 165 GSK980MDc Milling CNC System User Manual G65 H04 P#I Q#J R#K; (example) G65 H04 P#101 Q#102 R#103; (#101 = #102 × #103) (5) Division operation #I = #J ÷ #K G65 H05 P#I Q#J R#K; (example) G65 H05 P#101 Q#102 R#103; (#101 =...
- Page 166 Chapter 5 Macro Program G65 H27 P#I Q#J; (example) G65 H27 P#101 Q#102;(#101 = EXP [#102]) (16) Sine #I = SIN[#J] (unit: deg) G65 H31 P#I Q#J; (example) G65 H31 P#101 Q#103; (#101=SIN[#103]) (17) Arcsine #I = ASIN[#J] G65 H32 P#I Q#J; (example) G65 H32 P#101 Q#103;...
-
Page 167: Macro Statement
GSK980MDc Milling CNC System User Manual G65 H83 Q#I R#J Pn; Pn: sequence number, variable (example) G65 H83 Q#101 R#102 P1000; When #101 is greater than #102, branch to N1000 block; when #101≤#102, execute in order. (28) Smaller than conditional branch G65 H84 Q#I R#J Pn;... - Page 168 Chapter 5 Macro Program i. the solution ranges are as indicated below when the NAT bit of parameter No.520 is set to 0: 270°~ 90° when the NAT bit of parameter No.520 is set to 1: -90°~ 90° ii. when the #j is beyond the range of -1 to 1, P/S alarm is issued. iii.
-
Page 169: Priority Of Operations
GSK980MDc Milling CNC System User Manual ii. When the result of the operation exceeds 3.65×10 ( j is about 110), an overflow occurs and P/S alarm is issued. iii. A constant can be used instead of the # j variable. 7. -
Page 170: Unconditional Branch (Go To Statement)
[,]. An expression can be used instead of a variable. Operators: In 980MDc, operators in the following table are used to compare two values to determine whether they are equal or one value is smaller or greater than the other value. -
Page 171: Logical Expression
0 means is not truth. An alarm occurs when logic operation is not 0 or 1. Operator: 980MDc logical operation uses AND(&&), OR(||), logical operation outputting result is 0 or 1, which means the logical expression to be truth or not. The following explains their uses of the... -
Page 172: Macro Statement And Nc Statement
Chapter 5 Macro Program however, when a program includes crossing repetition loops (overlapped DO ranges), P/S alarm occurs. 5.5 Macro Statement and NC statement The following blocks are referred to as macro statements: Blocks containing arithmetic or logic operation (=). Blocks containing a controlling statement (such as GOTO, DO, END…) Blocks containing a macro call command. - Page 173 GSK980MDc Milling CNC System User Manual In cutter compensation C, when the move command (such as G01, X#101) adopts variables, P/S alarm occurs. Because cutter compensation C mode is block preread mode, the end point of the next block is essential for calculating the current transmission point position.
-
Page 174: Chapter 6 Cutter Compensation
Chapter 6 Cutter Compensation CHAPTER 6 CUTTER COMPENSATION 6.1 Application for Cutter Radius Compensation 6.1.1 Brief Generally, the parts machining process is programmed according to parts drawing in one point on a tool. As for the tool used actually, because of the processing or other requirement, the tool is not an ideal point, but an arc only. -
Page 175: Command Format
GSK980MDc Milling CNC System User Manual Geometric(H) Wearing(H) Geometric(D) Wearing(D) … … … … … 6.1.3 Command format Commands Explanation Remarks Offset plane selection command (XY plane) Offset plane selection command (XZ plane) Offset plane selection command (YZ plane) See the Fig.6-2 Cutter radius compensation cancellation Cutter radius compensation left along advancing direction Cutter radius compensation right along advancing direction... -
Page 176: Example For Application
Chapter 6 Cutter Compensation compensation offset mode when the G41 or G42 command is executed. At the beginning of the compensation, the CNC reads two blocks in advance, the next block is stored in the cutter radius compensation buffer memory when a block is performed. When in Single mode, two blocks are read, after the end point of the 1 block is performed, it is stopped. -
Page 177: Offset Path Explanation For Cutter Radius Compensation
GSK980MDc Milling CNC System User Manual … … … … … … … 2.000 0.000 … … … … … … … … … … … … … Programs: N0 G92 X0 Y0 Z0; Tool are positioned at start position X0, Y0 and Z0 when the absolute coordinate system is specified N1 G90 G17 G00 G41 D07 X250.0 Y550.0;... - Page 178 Chapter 6 Cutter Compensation C---Circular arc. (a) Tool movement along an inner side of a corner(α≥180°) 1)Linear to linear 2)Linear to circular (b) Tool movement along the outside of a corner at an obtuse angle(180°>α≥90°) 1)Linear to linear 2) Linear to linear (c) Tool movement along the outer side of a corner at an actuate angle(α<90°)...
-
Page 179: Tool Movement In Offset Mode
GSK980MDc Milling CNC System User Manual 6.2.3 Tool movement in offset mode The mode after setting the cutter radius compensation and before canceling the cutter radius compensation is called offset mode. Offset path of invariable compensation direction in compensation mode (a)... - Page 180 Chapter 6 Cutter Compensation 3)Linear to linear 4)Circular to circular (c)Move along the outer of acute angle corner(α<90°) 1)Linear to linear 2)Linear to circular 3)Circular to linear 4)Circular to circular 5)Inner side machining less than 1 degree and compensation vector amplification...
- Page 181 GSK980MDc Milling CNC System User Manual (d) When it is exceptional There is no intersection Offset path with the compensation direction changed in compensation mode The compensation direction can be changed in special occasion, but it cannot be changed at the beginning and the following block.
- Page 182 Chapter 6 Cutter Compensation 5)When there is no intersection if the compensation is normally performed When changing the offset direction from block A to block B using G41 and G42, if the intersection of the offset path is not required, create the vector vertical to block B at the start point of block B. ii)Linear to circular...
-
Page 183: Tool Operation In Offset Cancellation Mode
GSK980MDc Milling CNC System User Manual iii)Circular to circular 6.2.4 Tool operation in offset cancellation mode When the G40 command is employed in block in compensation mode, the CNC enters the compensation cancellation mode. This is called compensation cancellation. The circular arc command (G02 and G03) can not be employed when the cutter radius compensation C is cancelled. -
Page 184: Interference Check
Chapter 6 Cutter Compensation (c) Tool movement along the outside of a corner at an acute angle (180°>α≥90°) 1)Linear to linear 2)Circular to linear (d) Tool movement along the corner outside at an acute angle less than 1 degree: linear to linear(α <1°... - Page 185 GSK980MDc Milling CNC System User Manual (2) If there is no interference actually, but it is treated as interference. 1) The groove depth less than the compensation value There is no interference actually, but program direction in block B is opposite to the cutter radius compensation path.
-
Page 186: Command Of Compensation Vector Cancel Temporarily
Chapter 6 Cutter Compensation There is no interference actually, but program direction in block B is opposite to the cutter radius compensation path. The cutter stops, and the alarm occurs. 6.2.6 Command of compensation vector cancel temporarily If the following commands G92, G28, G29, coordinate command selection G54~G59 and canned cycle are specified in compensation mode, the compensation vector is temporarily cancelled and then automatically restored after these commands are executed. -
Page 187: Exceptional Case
GSK980MDc Milling CNC System User Manual If the canned cycle command is specified in compensation mode, the compensation will be temporarily cancelled in the canned cycle operation 1. The compensation mode is automatically restored after the canned cycle is terminated. 6.2.7 Exceptional case When the inner corner machining is less than tool radius When the inner corner machining is less than tool radius, the inner offset of a tool will cause over cut. - Page 188 Chapter 6 Cutter Compensation should be applied before returning to the main-program (before M99), or the alarm occurs. When compensation value is changed (a) Usually, the compensation value is changed when the tool change is performed in compensation cancellation mode. If the compensation value is changed in compensation mode, the new one is ineffective which is effective till the program is executed again.
- Page 189 GSK980MDc Milling CNC System User Manual same points” and “the last two same points” The alarm and corresponding explanation of ‘Circular arc data error in cutter compensation C’ (a) The example of this alarm may occur in a circle Program example:N0 G90 G00 X-50 Y-50 Z50 N1 G01 G42 X0 Y0 D1 F800 N2 G02 I50 N3 G91 G01 X-50 Y-50...
- Page 190 Chapter 6 Cutter Compensation compensation radius. This is a normal treatment mode for the straight line to circular arc. The alarm may occur in terms of the following program N0 G90 G00 X0 Y0 Z0 N1 G01 G41 X0 Y0 D1 F800 …without moving originally start N2 G02 X50 R25 Because the N1 block does not a movement, namely, it equals to the “two same points”.
- Page 191 GSK980MDc Milling CNC System User Manual...
- Page 192 Ⅱ Operation...
- Page 193 GSK980MDc Milling CNC System User Manual...
-
Page 194: Chapter 1 Operation Mode And Display
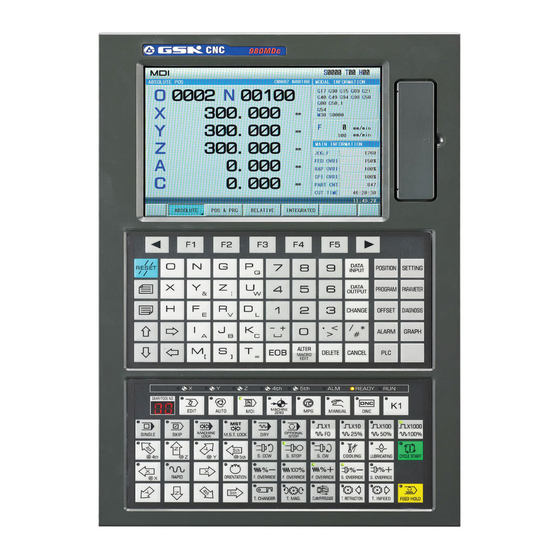
Chapter 1 Operation Mode and Display CHAPTER 1 OPERATION MODE and DISPLAY This GSK980MDc system employs an aluminum alloy solid operator panel, which exterior is as follows. 1.1 Panel Division This GSK980MDc adopts an integrated panel, which division is as follows:... -
Page 195: State Indication
GSK980MDc Milling CNC System User Manual 1.1.1 State Indication machine zero return finish indicator System run status indicator 1.1.2 Edit Keypad Name Function Reset Key For CNC reset, feed, output stop etc. Address input Address Double address key, switching between two sides by pressing repeatedly Double address key, switching between many Sign key... -
Page 196: Menu Display
Chapter 1 Operation Mode and Display Name Function Cursor moving For cursor moving control keys Page key Page switching in a same interface 1.1.3 Menu Display Menu key Remark To enter position interface. There are RELATIVE POS, ABSOLUTE POS, INTEGRATED POS, POS&PRG pages in this interface. To enter program interface. - Page 197 GSK980MDc Milling CNC System User Manual Name Function explanation Function mode Cycle start commanded Auto mode, DNC, Cycle Start key program, MDI MDI mode Auto mode, DNC, MDI mode, Edit mode, Feedrate For adjustment of the feedrate Machine zero mode, MPG Override keys mode, Single Step mode, MANUAL mode...
- Page 198 Chapter 1 Operation Mode and Display Name Function explanation Function mode MPG/Step Move amount per handwheel Auto mode, MDI mode, increment and scale 0.001/0.01/0.1 mm Machine zero mode, Rapid override Move amount per step 0.001/ MPG mode, Step mode, selection key 0.01/0.1 mm MANUAL mode For switching of block/blocks...
-
Page 199: Summary Of Operation Mode
GSK980MDc Milling CNC System User Manual Name Function explanation Function mode To enter DNC mode by DNC mode key To enter DNC mode pressing this key in Auto mode 1.2 Summary of Operation Mode There are 7 modes that include Edit, Auto, DNC, MDI, Machine zero, Step/MPG, Manual, modes in this GSK980MDc. - Page 200 Chapter 1 Operation Mode and Display...
- Page 201 GSK980MDc Milling CNC System User Manual...
-
Page 202: Position Interface
Chapter 1 Operation Mode and Display 1.3.1 Position Interface Press to enter position interface which includes pages ABSOLUTE, RELATIVE, INTEGRATED, and POS & PRG, and these pages can be viewed by corresponding soft function key. 1) ABSOLUTE POS display page The X,Y, Z coordinates displayed are the absolute position of the tool in current workpiece coordinate system, these coordinates are memorized as power is down. - Page 203 GSK980MDc Milling CNC System User Manual Clearing part counting: 1) Press soft key and the part counting is cleared out in the ABSOLUTE POS page. 2) Press to clear part counting in the ABSOLUTE POS page. Clearing time counting: 1) Press soft key and the part counting is cleared out in the ABSOLUTE POS page.
- Page 204 Chapter 1 Operation Mode and Display 1)In RELATIVE POS page, press to clear X coordinate value; press to clear Y coordinate value; press to clear Z coordinate value. 2)Execute clearing by pressing keys on MDI panel: In RELATIVE POS page, press till X flashes, press and X coordinate value is cleared;...
-
Page 205: Program Interface
GSK980MDc Milling CNC System User Manual program. During the program execution, the displayed blocks are refreshed dynamically and the cursor is located in the block being executed. 1.3.2 Program interface 1) Program content page Press to enter program interface, which includes program content, MDI programs, current program/modal and local directory. - Page 206 Chapter 1 Operation Mode and Display 2) MDI program page Press to enter MDI page which displays the current G, M, S, T, F, H, D, L commands and relevant program statuses. The system can complete single block, many blocks and subprogram call in the page.
- Page 207 GSK980MDc Milling CNC System User Manual Note: other operations and relevant pages in the program page are referred to Chapter 5. 3) Current program/modal page In the current program page, the current block display section contains the current running block information, the displayed data is limited, and the excessive cannot be displayed.
- Page 208 Chapter 1 Operation Mode and Display Press to display the program directory as follows: The following figure lists all machining programs. To be convenient to search a program for user, the system displays the first 16 blocks where the current cursor is on the right, which is shown below: The top status information display area displays the system’s run mode and status, the below displays total programs of the current system, total capacity of all programs and free space.
- Page 209 GSK980MDc Milling CNC System User Manual 4) U directory page When the system USB has a U disk, is pressed to display a soft key “USB DIR.”. Press and the window display CNC program directory in a “/U” file. The files in the U disk directory can be input or output.
-
Page 210: Tool Set, Macro Variable, Coordinate System
Chapter 1 Operation Mode and Display 5)Calculator page Press to enter the calculator page in the program content page. The system can complete some basic counting, which is shown below: 1.3.3 Tool Set, Macro Variable, Coordinate System Press to enter the tool compensate interface which includes OFFSET&WEAR, MACRO, SYSTEM VARIABLE. - Page 211 GSK980MDc Milling CNC System User Manual Tool & wear input methods: absolute input, relative input and automatic measure input; Absolute input: first move the cursor to the required position, directly input the digit and then press “Input” key; Relative input: first move the cursor to the required position, directly input the digit and then press “Change/Macro”...
- Page 212 Chapter 1 Operation Mode and Display 1) Public variable 2) Local variable 3) System variable 3. Coordinate system setting page Press to the coordinate system setting page:...
- Page 213 GSK980MDc Milling CNC System User Manual Workpiece coordinate system setting page Additory workpiece coordinate system setting page Set coordinate system zero point: workpiece coordinate zero offset, G54,G55,G56,G57,G58, G59 and 48 additory workpiece coordinate systems. Absolute data input The user input: “data+input key”,modify the data where the cursor is into the “data” input by user. Relative data input The user input:“data+change key”,the sum between the previous data where the cursor is and “data”...
-
Page 214: Alarm Interface
Chapter 1 Operation Mode and Display Tool sheath number 000 means the tool number of current spindle, means the tool sheath when the current tool magazine falls down. Tool magazine debugging function can be used with the ladder, and its debugging is referred to explanations of the ladder. - Page 215 GSK980MDc Milling CNC System User Manual When PLC alarms or prompts, an address information is displayed with black background in the information line; CNC alarms or prompts, the causes and troubleshooting are displayed with black background in the information line. Remove alarm: is pressed to remove the alarm, and some alarms are referred to causes and troubleshooting.
-
Page 216: Setting Interface
Chapter 1 Operation Mode and Display 1.3.5 Setting Interface Press to enter setting interface including CNC setting, system time and file management page which can be viewed by pressing corresponding soft keys. 1. Setting interface In setting interface, press to enter CNC setting page. 1)Switch setting: display ON/OFF of PARAMETER SWT., PROGRAM SWT., AUTO SEGMENT: PARAMETER SWT.: modify parameters when the parameter switch is ON;... - Page 217 GSK980MDc Milling CNC System User Manual 3, 4, 5 level user display page 2 level user display page 3)Authority level setting: display, set user’s operation level: GSK980MDc password level is divided into 6 from top to low including machine manufacturer (2 level), device management (3 level), machine operation (4 level), basic operation (5 level) and operation limit (6 level);...
- Page 218 Chapter 1 Operation Mode and Display Press on the operator panel to enter the system interface, and press to enter password display page, press to enter the corresponding setting, at last input corresponding operation password to execute the corresponding operation authority. The user can modify the level and lower level’s password, or degrade the current level.
- Page 219 GSK980MDc Milling CNC System User Manual 2.1 Change system clock Press to enter modification mode, press to switch the required Year/ Month/ Hour/ Minute / Second, press it again to escape the mode. With the lower operation authority than 2-level, the user cannot modify the past time but the following time.
- Page 220 Chapter 1 Operation Mode and Display 3.1 Document operation The windows is divided into left and right column: the left column displays the system document of system and part program document catalogues; when the system has a U disk, the right displays document catalogues of the U disk, which is shown above.
- Page 221 GSK980MDc Milling CNC System User Manual System backup, resume page System backup page with 2-level operation authority System resume page with 3-level operation authority...
-
Page 222: Parameter And Pitch Compensation Page
Chapter 1 Operation Mode and Display 1.3.6 Status parameter, data parameter, often used parameter and pitch compensation page Press to enter parameter interface including status parameter(bit parameter), data parameter, often used parameter and pitch compensation page, which can be viewed by pressing corresponding soft key. - Page 223 GSK980MDc Milling CNC System User Manual The system sets bit parameters according to their bit: (1)In PARAMETER setting page, press to select the required parameter to set; to enter bit parameter to modify bit parameters according to bits, press (2)Press to select the required parameter bit to modify as follows: repetitively to switch the parameter bit between 0 and 1 to modify the value of the (3)Press...
- Page 224 Chapter 1 Operation Mode and Display 2. DATA PARA. page In PARAMETER page, press to enterer data parameter page. Press to enter each page to view or modify revelant parameters as follows: In DATA PARA. page, there is a line of Chinese prompt, displaying the parameter definition where the current cursor is.
- Page 225 GSK980MDc Milling CNC System User Manual 3. OFTEN USED PARA. page In PARAMETER page, press to enter often used parameter page as follows: Often used parameters include parameters often used by user in bit parameter and data parameters. Setting methods of often used parameters are the same similar to those of data parameters and bit parameters.
-
Page 226: Diagnosis Interface
Chapter 1 Operation Mode and Display PITCH COMP page Press to enter pitch compensation page as follows: There are 1024 pitch error compensation points. Pitch range of each axis can be modified by #3620, #3621, #3622. The user can view or set pitch compensation value corresponded to each compensation number. - Page 227 GSK980MDc Milling CNC System User Manual 1. System diagnosis page Press to enter diagnosis interface, press soft key to enter the system diagnosis page including keyboard diagnosis, status diagnosis and auxiliary function parameters which can be viewed by pressing There are two lines to display diagnosis number contents, the first displays English abbreviations of all bits of the diagnosis number where the current cursor is, and display of their diagnosis bit can be changed by pressing ;...
-
Page 228: Graphic Interface
Chapter 1 Operation Mode and Display 1.3.8 Graphic interface Press to enter graph interface including graph parameter and graph track page. 1. Graph parameter In graph parameter page, the user can input boundary values of canvas and coordinate system of graph track display, and the input numerical value is memorized after power-off, which is shown below: 2. - Page 229 GSK980MDc Milling CNC System User Manual Press to popup graph feature information at lower right corner as follows:...
-
Page 230: Plc Interface
Chapter 1 Operation Mode and Display 1.3.9 PLC interface PLC interface includes I/O state, ladder monitor, PLC data and file list which contents can be viewed by pressing corresponding soft key (file list page can be viewed with 2-level operation authority or more) 1. - Page 231 GSK980MDc Milling CNC System User Manual 1.2 G/R/A signal Press to view state information of G, R, A. At the moment, press to switch among R, A, K, press to view parameters of R, A, K. In the page, the system displays states of G0000~X0255, A0000~Y0024, R0000~R099, which is shown below: 1.3 C/T signal Press...
- Page 232 Chapter 1 Operation Mode and Display 2. Ladder graph monitor page There are 3 PLC program view windows in ladder monitor page to view state information of ladder, which can select blocks, view call, page up/down, search parameters, command, network and so on as follows: In monitor page, the user can view current contact, coil ON/OFF state, timer, counter’s current value.
- Page 233 GSK980MDc Milling CNC System User Manual When the contact, coil is ON, it is on the green background; when it is OFF, the color is the window background. means contactor X0.5 is ON, and means coil Y25.2 is OFF. 2.1. Window program view In the monitor page, the system can simultaneously monitor four window programs, view respectively ladder block corresponded to each window by pressing , at the moment, the screen...
- Page 234 Chapter 1 Operation Mode and Display 2.4. Find (1)Select the required commands, parameters, network and other block windows, respectively press to select the window to make the corresponding block ladder program be displayed in the window, and the user can find commands, parameters, network and so on in the window.
- Page 235 GSK980MDc Milling CNC System User Manual (4)press to find the relevant commands of the ladder, such as MOVN, DECB,CMP and other PLC commands. Input ‘’MOVN” and then press to find MONV commands as follows: to view network number of current ladder window. For example, find (5)press network 5, the following figure is shown:...
- Page 236 Chapter 1 Operation Mode and Display , and the screen displays to return the previous menu. (6)press 2.5 Return In the above figure, press and the screen window displays to return the previous menu. 3. PLC data page In ladder page, press to enter the PLC data state display page, and the system displays K0000~K0039, DT000~DT099, DC000~DC099, D0000~D0999.
- Page 237 GSK980MDc Milling CNC System User Manual 3.1 K parameter setting (1)In PLC data state display page, press to enter K parameter setting display page. K variable of K0000~K0009 cannot be modified. (2) Press to select the required parameter to be modified; or press to input the required K to be selected, press and the cursor positions to the...
- Page 238 Chapter 1 Operation Mode and Display (2)Press to select the required D parameter to be modified; or press to input the required D to be selected, press and the cursor positions to the parameter. The screen displays definitions of the bit at the bottom; (3)At the moment, the selected D parameter is the revisability state, the digit key is pressed directly to input corresponding numerical value;...
- Page 239 GSK980MDc Milling CNC System User Manual Setting method of DC parameter are the same that of D. 4. Ladder information With less than 2-level operation authority, the screen displays the soft key at the bottom of the ladder page. Press to enter the ladder file list page to stop, start, backup and delete the ladder.
- Page 240 Chapter 1 Operation Mode and Display Press and the ladder at which the cursor is is copied to the U-disk. When there are the same names in the U-disk, the system prompts whether to remove the file, which is shown below: Press and the prompt line is cancelled to suspend the copy operation.
- Page 241 GSK980MDc Milling CNC System User Manual When the system finds the U-disk, the soft key appears, which is shown below When the ladder is copied to CNC, is clicked (when the path selection is not executed, the system displays the current root directory ladder in the U-disk) to find the ladder path in the U-disk. After the file list of corresponding ladder is found, is clicked to display the ladder file of the current file, which is shown below:...
- Page 242 Chapter 1 Operation Mode and Display Press to cancel the prompt line and suspend the copy operation. Press to remove the ladder which name is the same that of one in the U-disk, which is shown below: 4.3. Delete ladder file Move the cursor to the ladder 5.PLC.ld2, press , and the system prompt whether to delete the prompt as follows:...
- Page 243 GSK980MDc Milling CNC System User Manual 4.3. Run ladder file Move the cursor to GSK980MDc Serial.ld2 which does not run and press as follows: The system prompts whether data defaulted by PLC ladder replaces the one in CNC register, pressed to run PLC and use the default register data, is pressed to run PLC not to replace the register data, and is pressed not to run PLC.
- Page 244 Chapter 1 Operation Mode and Display 4.4. Save as When the local directory and the U-disk directory are copied each other, there maybe be the same name, save as is executed to backup the ladder before copy to avoid the ladder being removed. and there is a prompt to input the file name to save as follow: Press Input the file saved as to PLC1, press...
-
Page 245: Common Operation List
GSK980MDc Milling CNC System User Manual 1.4 Common Operation List Display Password Program Parameter Sort Function Operation Mode page level ON/OFF ON/OFF relative X-axis relative coordin coordinate clear relative Y-axis relative coordin coordinate clear relative Z-axis relative coordina coordinate clear Part amount Absolute clear... - Page 246 Chapter 1 Operation Mode and Display Display Password Program Parameter Sort Function Operation Mode page level ON/OFF ON/OFF Pitch Z-axis pitch compens ,compensation compensation MDI mode ation 2-level parameter input paramet value, Macro variable value, 2-level, Macro Macro variable 3-level, variable 4-level 2-level,...
- Page 247 GSK980MDc Milling CNC System User Manual Display Password Program Parameter Sort Function Operation Mode page level ON/OFF ON/OFF 2-level, Program Delete a block 、program name, Edit mode 3-level, content 4-level 2-level, Rename a 、program name, Edit mode Program 3-level, program content 4-level 2-level,...
- Page 248 Chapter 1 Operation Mode and Display Display Password Program Parameter Sort Function Operation Mode page level ON/OFF ON/OFF Automatic serial ON/OFF number ON setting Parameter switch ON/OFF 2-level, setting 3-level 2-level, Program switch ON/OFF 3-level, setting 4-level Automatic serial ON/OFF number OFF setting Note: “、”...
- Page 249 GSK980MDc Milling CNC System User Manual...
-
Page 250: Chapter 2 Power On, Power Off And Safety Protection
Chapter 2 Power ON/OFF and Safety Protection CHAPTER 2 POWER ON, POWER OFF and SAFETY PROTECTION 2.1 Power on Before GSK980MDc powers on, the followings should be confirmed: 1. The machine is normal; 2. The power supply and the voltage comply with the requirements; 3. -
Page 251: Software Overtravel Protection
GSK980MDc Milling CNC System User Manual +24V Overtravel release switch Emergency stop switch When hardware overtravel appears, “Emergency stop” alarm of GSK980MDc occurs. Releasing “Emergency stop” alarm: press the overtravel release button, move the worktable reversely (when the positive overtravel occurs, the worktable is moved negatively, and vice verse.) to break away from the travel switch. -
Page 252: Cutting Off Power Supply
Chapter 2 Power ON/OFF and Safety Protection 2.4.4 Cutting off power supply During the machine running in the dangerous situation or emergency, the machine power supply can be cut immediately to avoid the accidence. But, pay attention to that the coordinate displayed by CNC can’t comply with its actual position after cutting off power supply, so it requires returning to the reference position again. - Page 253 GSK980MDc Milling CNC System User Manual...
-
Page 254: Chapter 3 Manual Operation
Chapter 3 Manual Operation CHAPTER 3 MANUAL OPERATION Note! The keys functions of this 980MDc machine panel are defined by Ladder Diagram; please refer to the respective materials by the machine builder for the function significance. Please note that the following function introduction is described based on the... -
Page 255: Feedrate Override Adjustment
GSK980MDc Milling CNC System User Manual 3.2 Feedrate Override Adjustment 3.2.1 Manual Feedrate Override Adjustment In Manual mode, the addition or reduction key in can be pressed to modify the Manual feedrate override, and the override has 16 levels. The relation of the feedrate override and the feedrate is as the following table: Feedrate override (%) Feedrate (mm/min) -
Page 256: Chapter 4 Mpg/Step Operation
The keys functions of this GSK980MDc machine panel are defined by Ladder; please refer to the respective materials by the machine builder for the function significance. Please note that the following function introduction is described based on the 980MDc standard PLC programs! In MPG/Step mode, the machine moves by a specified increment. -
Page 257: Mpg (Handwheel) Feed
GSK980MDc Milling CNC System User Manual 4.2 MPG (Handwheel) Feed Set HWL of the bit parameter No.001 to 1, and press key to enter the MPG mode, it displays as following: Note: MPG is or Manual Pulse Generator(electronic handwheel or handwheel for short) The handwheel figure is as follows:... -
Page 258: Moving Axis And Direction Selection
Chapter 4 MPG/Step Operation 4.2.2 Moving Axis and Direction Selection In MPG mode, press key to select the corresponding axis. The page is as follows (Other axes are the same): The handwheel feed direction is defined by its rotation direction. Generally, the handwheel CW is for positive feed, and CCW is for negative feed. - Page 259 GSK980MDc Milling CNC System User Manual...
-
Page 260: Chapter 5 Mdi Operation
The keys functions of this GSK980MDc machine panel are defined by Ladder; please refer to the respective materials by the machine builder for the function significance. Please note that the following function introduction is described based on the 980MDc standard PLC programs! In MDI mode, the operations of parameter setting, words input and execution can be performed. -
Page 261: Blocks Execution
GSK980MDc Milling CNC System User Manual 4. Press ,the page is as follows: 5.2 Blocks Execution , the background color of program segment becomes After the words are input, and press white, these MDI words are executed after the key is pressed. During the execution, press and Emergency Stop button may be pressed to terminate the MDI words execution. - Page 262 Chapter 5 MDI Operation 2. press key,the page is as follows: 3. Press by sequence, the page is as follows: 4. At last ,press , the page is as follows:...
-
Page 263: Multi-Line Program Running In Mdi Mode
GSK980MDc Milling CNC System User Manual Multi-Line Program Running in MDI Mode 1. In MDI mode, input multi-line programs by EOB press key to feed line in the MDI program input box, up to8 lines. In MDI mode, the compiled programs cannot be stored as follows:... -
Page 264: Subprograms Call In Mdi Mode
Chapter 5 MDI Operation 2. In MDI page, the system automatically address the program O0000 which is exclusive to MDI mode. In Auto mode, the program O0000 cannot be opened and edited. When O0000 is in the U disk, it is shielded and cannot be displayed in viewing the U disk. - Page 265 GSK980MDc Milling CNC System User Manual...
-
Page 266: Chapter 6 Program Edit And Management
Chapter 7 Auto Operation CHAPTER 6 PROGRAM EDIT AND MANAGEMENT In Edit mode, the programs can be created, selected, modified, copied and deleted, and the bidirectional communication between CNC and CNC, or CNC and PC can also be achieved. To prevent the program to be modified or deleted accidentally, a program switch is set for this GSK980MDd system. - Page 267 GSK980MDc Milling CNC System User Manual , 3. Key in address key , numerical key key by sequence (e.g. Program O0001 creation); 4. Press key to setup the new program;...
-
Page 268: Searching A Character
Chapter 7 Auto Operation 5. Orderly input part programs according to their compiled sequence. When one character is input, the screen displays it (the compound key is to complete the alteration input by pressing it repetitively). When one block is input completedly, is pressed to execute the next line. -
Page 269: Insertion Of A Character
GSK980MDc Milling CNC System User Manual 4) Press key( location relation between character to be searched and the character where the cursor locates), it displays as follows: 5)After the searching, the CNC system is still in searching state, press key again, the next character can be searched. -
Page 270: Deletion Of A Character
Chapter 7 Auto Operation 1)Select the PRG CONTENT page in Edit mode, the page is as follows: 2)Input the character to be inserted(to insert G98 code before X-20 in the above figure, input ), the page is as follows: Note: In program content edit mode or MDI mode of program state page,press key to enter insertion or macro edit state. -
Page 271: Modification Of A Character
GSK980MDc Milling CNC System User Manual Steps: 1)Select the PRG CONTENT page in Edit mode; 2)Press key to delete the character before the cursor; press key to delete the character where the cursor locates. 6.1.6 Modification of a Character Cancel or delete the character and re-enter new ones. 6.1.7 Deletion of a Single Block This function is only applied to the block with a block No.(N command) , which is at the head of a line and followed by blocks which are divided by space. -
Page 272: Program Note Modification
Chapter 7 Auto Operation 2)In the above page, find the required block, press , and there is a () at the end of program as follows: 4)Input note content in()as follows: Relevant explanation: Program note supports Chinese characters. Edit Chinese note in the PC machine, and then download it to the CNC, and Chinese cannot be displayed, but the Chinese characters cannot be directly input in the CNC. -
Page 273: Deletion Of All Programs
GSK980MDc Milling CNC System User Manual Note:Press ‘ ’ key in page ‘Local Directory’ and the system prompts whether to delete O0001, and then press to confirm the deletion. 6.3.2 Deletion of All Programs Steps 1)Select the LOCAL DIRECTORY page in Edit mode 2)Press to delete all programs. -
Page 274: Soft Function Key Search
Chapter 7 Auto Operation 4)Press key to display the next or previous program; 5)Repeat step 3 and 4 to display the saved programs one by one. 6.4.3 Soft Function Key Search 1) Select Edit or Auto mode; 2)Press and select ;... -
Page 275: Copy Of A Program
GSK980MDc Milling CNC System User Manual 6.7 Copy of a Program To save the current program as : 1)Enter local program page in Edit mode; 2)Press and key a new program name; 3)Press key. 6.8 Position a Program 1. To the position where the program stops last time Select Edit mode to enter program content page. -
Page 276: Calculator Function
Chapter 7 Auto Operation the program number saved in the CNC system. “Program size” displays the size of the currently opened program. Program preview selection: In top left of the window, the name of currently previewed program will be displayed in blue characters on white ground. - Page 277 GSK980MDc Milling CNC System User Manual 2. Press , then , and a calculator window pops-up as follows: Or directly press in the program content page, and a calculator window pops-up. 3. Press corresponding function keys in MDI panel to input digits and execute operation to complete the displayed content in the calculator.
-
Page 278: Aided Programming Function
Chapter 7 Auto Operation 4. Press to escape the calculation function or press 6.11 Aided Programming Function 6.11.1 Aided Programming Entry When #831.0 MGEH is set to 0, aided programming function is valid. Programs in MDI program page or program content page can be edited by aided programming function in stop state. 1. - Page 279 GSK980MDc Milling CNC System User Manual 5) After programs in aided programming page are edited, is pressed to save the edited programs to the place where the cursor is in the program content page. 2. Aided programming in MDI programming page 1)...
- Page 280 Chapter 7 Auto Operation programs to the place where the cursor is in MDI input box. 6.11.2 Edit The blue letter is valid and it can execute the edit input numerical value and cursor position; but the grey letter is invalid and it cannot execute the edit input numerical value and cursor position. 1.
- Page 281 GSK980MDc Milling CNC System User Manual 4) At the moment, execute G command menu including page up, page down, cursor up, cursor down. Move the cursor to G143 as follows: 5) Press and G commands pointed by the cursor in G command menu are input to G address input area which is left to the cursor as follows: 2.Shortcut key Shortcut key rapidly positions only valid addresses.
- Page 282 Chapter 7 Auto Operation 1) shortcut key In aided programming page, press ,and the cursor rapidly positions to G address. Press repetitively and the cursor constantly positions circularly at G address as follows: 2) Other letters shortcut key Press ,and the cursor rapidly positions to the valid address B or J as follows: 3.
- Page 283 GSK980MDc Milling CNC System User Manual 4. Deletion 1) press key Press to delete G value, and the system matches all valid address corresponded with all current input G commands as follows: 2) press key...
- Page 284 Chapter 7 Auto Operation Press at B address as follows: Press to delete the last input digit as follows: 6.11.3 Exit Press to exit graph dialog programming. When a program is edit or modified, there is a prompt to save or not as follows:...
- Page 285 GSK980MDc Milling CNC System User Manual Press not to save data and exit aided programming page. Press to save edited programs. The user can modify programs according to prompt messages and the correct programs can be saved. 6.11.4 Save 1. Save edited programs as follows: 2.
-
Page 286: Chapter 7 Auto Operation
Chapter 7 Auto Operation CHAPTER 7 AUTO OPERATION Note! The keys functions of this GSK980MDc machine panel are defined by Ladder; please refer to the respective materials by the machine builder for the function significance. Please note that the following function introduction is described based on the GSK980MDc standard PLC programs! 7.1 Auto Run 7.1.1 Selection of a Program To Be Run... -
Page 287: Program Start
GSK980MDc Milling CNC System User Manual 4)Press key to open the selected file. Note: The file can not be opened if the expanded name is not “.CNC”. 7.1.2 Program Start 1. Press key to select the Auto mode 2. Press key to start the program, and the program execution begins Note: Since the program execution begins from the block where the cursor locates, before pressing the... -
Page 288: Auto Run From An Arbitrary Block
Chapter 7 Auto Operation immediately; when the Auto mode is switched to the Edit, MDI mode, the “dwell” is not displayed till the current block is executed. Note 1: Ensure that the fault has been resolved before canceling the emergency alarm. Note 2: The electric shock to the device may be decreased by pressing the Emergency button before power on and off. -
Page 289: Spindle Override Adjustment
GSK980MDc Milling CNC System User Manual Press the key each time, the feedrate override ascends a gear level till 150% Press the key each time, the feedrate override decends a gear level till 0; Note 1 : The actual feedrate value is specified by F in program feedrate override adjustment; Note 2 : Actual feedrate= value specified by F×... -
Page 290: Dry Run
Chapter 7 Auto Operation In Single block mode, when the current block execution is finished , the CNC system stops; if next block is to be executed, it needs to press the key. Note : Even at the mid point, the single block stops in G28,G29, G30 commands 7.3.2 Dry Run Before the program is to be executed, in order to avoid the programming errors, it may select the Dry run mode to check the program. -
Page 291: Memorizing At Power-Down
GSK980MDc Milling CNC System User Manual 7.4 Memorizing at Power-down In continuous drilling fixed cycle, the power-down memory function is invalid. The power memory function is valid to the programs running in Auto or DNC mode. 7.4.1 Program Interruption in Non-DNC Auto Operation: When power-down resume is executed, the user confirms whether serial number of No. - Page 292 Chapter 7 Auto Operation Note: When a called subprogram runs in DNC mode with power-down, DNC power-down resume function is invalid after power-on. But, the program of main program in DNC mode can be viewed in DNC program page when power-down.
- Page 293 GSK980MDc Milling CNC System User Manual...
-
Page 294: Chapter 8 Machine Zero Return Operation
Chapter 8 Machine Zero Return Operation CHAPTER 8 MACHINE ZERO RETURN OPERATION 8.1 Machine Zero The machine coordinate system is a basic coordinate system for CNC coordinate calculation. It is an inherent coordinate system of the machine. origin machine coordinate system called machine... - Page 295 GSK980MDc Milling CNC System User Manual...
-
Page 296: Chapter 9 Data Setting,Backup And Restore
Chapter 10 Document Management CHAPTER 9 DATA SETTING, BACKUP AND RESTORE 9.1 Data Setting 9.1.1 Switch Setting In SWITCH SETTING page, the ON-OFF state of PARM SWT (parameter switch), PROG SWT (program switch), AUTO SEG (auto sequence No.) can be displayed and set, the figure is as follows: 1. - Page 297 GSK980MDc Milling CNC System User Manual 1. In MDI mode, press key to move the cursor to the parameter to be set, 2. Input corresponding values, 3. Press key,and the setting is finished. B:Significance of graphic parameter Coordinate selection: Display view angle of the graphic path can be selected by setting different values. Corresponding coordinate for 0~7is as follows.
-
Page 298: Parameter Setting
Chapter 10 Document Management 9.1.3 Parameter Setting By the parameter setting, the characteristics of the drive unit and machine can be adjusted. Refer to Installation and Connection about their meanings. Press key to enter the Parameter interface, then press key to switch the parameter page, the figure is as follows: A: Alteration of bit parameter... - Page 299 GSK980MDc Milling CNC System User Manual 5) Press key, the parameter value is entered and displayed 6) For security , the PARM SWT needs to be set to OFF after all parameters setting is finished Example: Set BIT5 (DECZ) of the bit parameter No.004 to 1, and the other bits unchanged. Move the cursor to No.004, key in 01100000 by sequence in the prompt line, the figure is as follows: Press key to finish the parameter alteration.
- Page 300 Chapter 10 Document Management Method 2: Press address key key in parameter No., then press 4) Press and hold key for 2 seconds or press key to skip to a bit of the parameter, and the bit is backlighted. Press key to move the cursor to the bit to be altered, then key in 0 or 1 5)After all parameters setting is finished, the PARM SWT needs to be set for OFF for security...
- Page 301 GSK980MDc Milling CNC System User Manual B: Alteration of the data parameter, pitch data 1. Data parameter alteration 1) Turn on the parameter switch; 2) Enter the MDI mode 3) Move the cursor to the No. of the parameter to be set 4)...
- Page 302 Chapter 10 Document Management Example 2: Set the X axis value of the pitch data No.000 to 12, set the value of Z axis to 30. Move the cursor to pitch data No.000 by the steps above, key in “12” by sequence in the cue line, the figure is as follows: Pres key to finish the alteration.
-
Page 303: The Password Setting And Alteration
GSK980MDc Milling CNC System User Manual In the same way, key in “30”by sequence in the prompt line, press key to finish the alteration. The page is shown below: 9.2 The Password Setting and Alteration To prevent the part programs, CNC parameters from malignant alteration, this GSK980MD provides an authority setting function that is graded for 5 levels. -
Page 304: Entry Of Operation Level
Chapter 10 Document Management 9.2.1 Entry of Operation Level After entering the PASSWORD SETTING page, move the cursor to the “INPUT PASSWORD:” line; Key in the password (an “*”sign added each time inputting a character) Press key to finish the inputting, and it will enter the corresponding password level. The user can press to degrade the higher operation level to the lower, but the user must input the password again before degradation. -
Page 305: Alteration Of The Password
GSK980MDc Milling CNC System User Manual level), the Note: When current operation authority is lower than or equal to the 3 level (3 or 6 password level is not changed if repower the CNC system. If previous level is higher than the 3 level (0, 1 or 2 level), it defaults the 3... -
Page 306: Lower Level Set
Chapter 10 Document Management 6. If the two passwords input are not identical, CNC prompts “PASSWORD CHECKOUT ERROR.”, the page is as follows: 9.2.3 Lower Level Set Lower of the operation level is used to enter a lower level from a higher level, the steps are as follows: 1. - Page 307 GSK980MDc Milling CNC System User Manual 3. Press key, prompts “SET THE PASSWORD LOWER ? ”; the page as follows: 4. Press key again, if the demotion is successful, the page is as follows: Note: If the current level is the 6 level, the degradation operation is unallowed.
-
Page 308: Operations With Different Operation Authorities
Chapter 10 Document Management 9.3 Operations with Different Operation Authorities 9.3.1 Operation of Communication PC- CNC transmitted data Operation Authority Program Parameter mode of CNC switch switch Part program (Program name is less 2, 3 than 9000) Macro program (Program name is greater than or equal to 9000) Tool offset 2, 3... -
Page 309: Backup/Resume Operation
GSK980MDc Milling CNC System User Manual Related operations Operation Authority of Program Parameter mode switch switch Opening >=9000 Edit, auto program file <9000 mode 2, 3 Edition after >=9000 program file Edit mode <9000 2, 3, 4 opening Note: Open indicates EOB operation. Files in the CNC Related operations Operation... -
Page 310: Parameter Operation
Chapter 10 Document Management Pitch compensation Ladder parameter 2、3 Ladder Ladder diagram upgrading (U CNC) Transmitted data Operation Authority of Program Parameter mode switch switch System software MDI mode upgrading 9.4 Parameter Operation The user data (such as bit parameter and pitch data) can be backup (saved) and restored (read) in this GSK980MDc system. - Page 311 GSK980MDc Milling CNC System User Manual Press keys together, the CNC system alarms “fy parameter modify active by recover (POWER ON )”.
-
Page 312: Chapter 10 Document Management
Chapter 10 Document Management CHAPTER 10 DOCUMENT MANAGEMENT 10.1. Document Management Page Press to select setting interface, press it repeatedly to enter [Document Management] page as follows: The system automatically identifies the U disk after it is connected with the system. When it is not identified, the system prompts “Not inserted U”. - Page 313 GSK980MDc Milling CNC System User Manual Press to extend the file. The file is in the first line of the directory. Press to return the previous catalog of the current file.
-
Page 314: File Copy
Chapter 10 Document Management 10.2.2 File copy (current directory in C disk ←→ current directory in U disk) In “MDI” mode, press to select , and the cursor moves to the required file to copy, press to select the file as follows: ①... - Page 315 GSK980MDc Milling CNC System User Manual ② In the above page, select to enter the system update page. After the system update software is selected, the [IN] key is pressed to update the system:...
-
Page 316: Chapter 11 Resume And Backup
11.1 Operation Path USB operation of 980MDc can be created and searched in the U disk with its own number. Therefore, the system with different number is corresponding to different U disk directory. If the system has no its own number, it is in the advanced operation directory in the U disk gsk980mdc_backup. -
Page 317: Operation Instructions
GSK980MDc Milling CNC System User Manual Parameter More than 3-level (including 3-level) Resume Part program More than 4-level (including 4-level) operation Ladder diagram More than 2-level (including 24-level) Note: 2-level or above operation level is needed for part program operation above number 9000. 11.2 Operation Instructions Parameter backup and resume Backup parameters: Copy current all parameter states and values to U:\gsk980MDc_backup\user\... -
Page 318: Resume Operation Example
Chapter 11 Resume and Backup 11.4 Resume Operation Example 1. In page, press to switch backup and resume; 2. After the system is switched to the resume page, a part program is selected by soft key; 3. In MDI mode, press soft keys or press [OUT] and the system prompts whether it executes resume; press [IN] to execute resume operation. - Page 319 GSK980MDc Milling CNC System User Manual...
- Page 320 Ⅲ Installation...
- Page 321 GSK980MDc Milling CNC System User Manual...
-
Page 322: Chapter1 Installation Layout
Fig 1-1 GSK980MDc back cover interface layout Interface Explanation: Power box: GSK-PB2,for +5V, +24V, +12V, -12V, GND power supply CN11: X axis, 15-core DB female socket, for connecting X axis drive unit CN12: Y axis, 15-core DB female socket, for connecting Y axis drive unit CN13: Z axis, 15-core DB female socket, for connecting Z axis drive unit CN14: 4th axis,15-core DB female socket, for connecting 4th axis drive unit... - Page 323 GSK980MDc Milling CNC System User Manual are employed in CNC design. And the following measures are necessary during CNC connection: 1. Make CNC far from the interference devices (inverter, AC contactor, static generator, high-pressure generator and powered sectional devices etc.); 2.
-
Page 324: Chapter 2 Interface Signals
Chapter 2 Interface Signals CHAPTER 2 INTERFACE SIGNALS 2.1 Connection to Drive Unit 2.1.1 Drive Interface Definition Signal Explanation 1:CPn+ 9: CPn- CPn+, CPn- Command pulse signal 2:DIRn+ 10:DIRn- DIRn+, DIRn- Command direction signal 3:PCn 11:GND 4:+24V 12:VCC Zero signal 5:ALMn 13:VCC ALMn... -
Page 325: Axis Enable Signal Enn
GSK980MDc Milling CNC System User Manual 2.1.4 Axis Enable Signal ENn nEN signal output is valid as CNC works normally (nEN signal to 0V); when the drive unit alarm or emergency alarm occurs, CNC cuts off nEN signal output (nEN signal to0V off). The interior interface circuit is shown in Fig.2-5: Fig.2-5 interior interface circuit for axis enable signal 2.1.5 Pulse Disable Signal SETn... -
Page 326: Connection To Drive Unit
The connection for PNP Hall elements taken as both deceleration signal and zero signal is shown in Fig. 2-9: Fig 2-9 Connection using PNP Hall elements 2.1.7 Connection to Drive Unit The connection of GSK 980MDc to GSK drive unit is shown in Fig. 2-10:... -
Page 327: Connection Of 4Th Axis
GSK980MDc Milling CNC System User Manual Fig.2-10 Connection of X, Y, Z axis interface to drive unit 2.2 Connection of 4th Axis 2.2.1 4th Axis Interface Definition Signal Explanation 1:CP4+ 2:DIR4+ 9: CP4- CP4+, CP4- Command pulse signal 3:PC4 10:DIR4- DIR4+, DIR4- Command direction signal 4:+24V... -
Page 328: Connection Of 4Th Axis Interface As Rotary Axis
Chapter 2 Interface Signals Fig.2-12 Connection of 4 axis interface to drive unit 2.2.3 Connection of 4th Axis Interface as Rotary Axis Fig.2-13 Connection of 4 axis interface to spindle drive unit 2.3 Connection of Spindle Port 2.3.1 Definition of Signal Signal Explanation 1:CP5+... -
Page 329: Spindle Zero Signal
GSK980MDc Milling CNC System User Manual Function of the Ladder Diagram Address Symbol Function X5.0 Spindle speed/position state output signal X5.1 X5.2 COIN Spindle positioning is finished X5.3 SPAL Spindle alarm signal Y5.0 Spindle speed/position shifting signal Y5.1 Rigid tapping signal Y5.2 Spindle CCW rotation Y5.3... -
Page 330: Svc Signal Explanation
Chapter 2 Interface Signals 2.3.5 SVC Signal Explanation The analog spindle interface SVC can output 0~10V voltage, its interior signal circuit is shown in Fig. 2-17: 2.3.6 Explanations for ALM5(X5.3) When the 5 axis is valid (namely, it is set to linear axis or rotary axis), this signal is taken as alarm signal of the 5 axis. -
Page 331: Connection Of Spindle Encoder Interface
GSK980MDc Milling CNC System User Manual PnO- AM26LS32 Fig.2-19 Encode signal circuit 2.4.3 Connection of Spindle Encoder Interface The connection of GSK980MDc to spindle encoder is shown in Fig. 2-20, twisted pair cables are used to connection. Fig.2-20 Connection of GSK980MDc to encoder 2.5 Connection to Handwheel 2.5.1Handwheel Interface Definition 13:GND... -
Page 332: Signal Explanation
Chapter 2 Interface Signals 2.5.2 Signal Explanation “HA+”, ”HA-“, ”HB+”, ”HB-“ are the input signals of handwheel A and B phases. Its interior connection circuit is shown in Fig. 2-22: 470R XHA- TLP181 1N4148 XHA+ 470R XHB- TLP181 1N4148 XHB+ Fig.2-22 Handwheel signal circuit The connection of GSK980MDc to handwheel is shown in Fig. -
Page 333: Connection Of Power Interface
+12V (1A) , -12V (0.5A) , +24V(0.5A), and its common terminal is COM(0V). The connection of GSK-PB2 power box to GSK980MDc CN1 interface has been done for its delivery from factory, and the user only need to connect it to a 220V AC power in using:... - Page 334 Chapter 2 Interface Signals CN61 interface Pin-out No. Address Symbol Description X1.1 X1.2 X1.3 DECZ Signal of Z-axis deceleration X1.4 External cycle start signal X1.5 X1.6 X1.7 X2.0 X2.1 X2.2 X2.3 DECY Signal of Y-axis deceleration X2.4 DEC4 Signal of the 4 axis deceleration X2.5 DEC5...
-
Page 335: Input Signal
GSK980MDc Milling CNC System User Manual CN62 interface Pin-out No. Pin-out No. Pin-out No. Pin-out No. Y1.2 Y1.3 Y1.4 Y1.5 Y1.6 Y1.7 Y2.0 Y2.1 Y2.2 Y2.3 Y2.4 Y2.5 Y2.6 Y2.7 Y3.0 Y3.1 Y3.2 Y3.3 Y3.4 Y3.5 Y3.6 Y3.7 Note 1: The I/O function of GSK980MDc drilling and milling CNC (except the fixed address) is defined by ladder diagram;... -
Page 336: Output Signal
Chapter 2 Interface Signals The other type is input by switch with no contacts (transistor), as is shown in Fig. 2-29, 2-30 Fig.2-29 Connection of NPN Fig.2-30 Connection of PNP 2.8.2 Output Signal The output signal is used for the machine relay and indicator, if it is on with 0V, the output function is valid;... -
Page 337: Machine Zero
GSK980MDc Milling CNC System User Manual A serial resistance is needed to limit the current (usually 10mA) that goes through the LED by using ULN2803 output to drive LED, which is shown in Fig.2-32 To drive filament indicator An external preheat resistance is needed to decrease the current impact at power on by using ULN2803 output to drive filament indicator, and this resistance value should be within a range that the indicator cannot light up. - Page 338 Chapter 2 Interface Signals DECZ Z axis deceleration signal Z axis zero signal DEC4 axis deceleration signal axis zero signal DEC5 axis deceleration signal axis zero signal CNC diagnosis DEC5 DEC4 DECZ DECY DECX Corresponding CN61.34 CN61.33 CN61.12 CN61.32 CN61.4 pin-out PLC address X2.5...
- Page 339 GSK980MDc Milling CNC System User Manual =0: To select machine zero return type which machine zero, it does not detect deceleration and zero signals in machine zero return. DEC5 DEC4 DECZ DECY DECX DECn =1: Deceleration signal is on with 24V for deceleration when machine zero return is performed =0: Deceleration signal is off 24V for deceleration when machine zero return is performed MZR5 MZR4...
- Page 340 Chapter 2 Interface Signals Fig.2-37 ③ Action time sequence of machine zero return axis) of the bit parameter No.006, ZCn(n=X, Y, Z, 4th) of bit parameter When ZMn(n is X,Y,Z,4 No.007 and the DECn of the bit parameter No.004 are all set to 0, the deceleration signal low level is valid. The action time sequence of machine zero return is shown as follows Fig.2-38 ④Machine zero return process...
- Page 341 GSK980MDc Milling CNC System User Manual Fig.2-39 ② Wiring of the deceleration signal See details in Section 2.1.6 of this chapter Action time sequence of machine zero return When ZMn (n is X,Y,Z,4 axis )of the bit parameter No.006 and the DECn of the bit parameter No.004 are all set to 0, ZCn (n is X,Y,Z,4 axis )of the bit parameter No.007 is set to 1, the deceleration signal low level is valid .
- Page 342 Chapter 2 Interface Signals Fig.2-41 ② Circuit of the deceleration signal Fig.2-42 ③ Action time sequence of machine zero return When ZMn ( n is X,Y,Z,4 axis ) of the bit parameter No.006 are all set for 1, ZCn ( n is X,Y,Z,4 axis )of the bit parameter No.007 are all set for 0, the DECn of the bit parameter No.004 is set for 0, and the deceleration signal low level is valid.
- Page 343 GSK980MDc Milling CNC System User Manual to zero, then moves reversely and accelerates to a fixed low speed for continuous moving B:As the tongue touches the deceleration switch for the second time, it moves on till the tongue detaches the deceleration switch. And it begins to detect the zero signals. If the zero signal level changes, the movement stops.
- Page 344 Chapter 2 Interface Signals down to zero speed, then moves reversely and accelerates to a fixed low speed for continuous moving B:As the tongue touches the deceleration switch for the second time, it begins to detect the zero signal. It moves on till the tongue detaches the deceleration switch, the movement stops immediately.
- Page 345 GSK980MDc Milling CNC System User Manual...
-
Page 346: Chapter 3 Parameter
Chapter 3 Parameter CHAPTER 3 PARAMETER In this chapter the CNC bit and data parameters are introduced. Various functions can be set by these parameters. 3.1 Parameter Description (by Sequence) The expression of bit parameter is shown as follows: Parameter NO. BIT7 BIT6 BIT5... - Page 347 GSK980MDc Milling CNC System User Manual PCOMP PCOMP =1: Screw-pitch error compensation valid; =0: Screw-pitch error compensation invalid. DEC5 DEC4 DECZ DECX *** =1 : Inch output(inch system)valid after repower; =0 : Metric output(metric system)valid after repower The functions of metric and inch system There are two kinds of input and output units for CNC numerical control system: metric unit, millimeter (mm) and English unit (inch).
- Page 348 Chapter 3 Parameter zero return. DIR5 DIR4 DIRZ DIRY DIRX DIRn =1 : Direction signal (DIR)is high level as each axis moves positively; =0 : Direction signal (DIR)is low level as each axis moves negatively. ALM5 ALM4 ALMZ ALMY ALMX ALMn =1 :...
- Page 349 GSK980MDc Milling CNC System User Manual ZRS5 ZRS4 ZRSZ ZRSY ZRSX ZRSn =1: There are machine zero point in each axis, it detects deceleration signal and zero signal when performing machine zero return; =0: There are no machine zero point in each axis, it returns to machine zero without detecting deceleration signal and zero signal when performing machine zero return.
- Page 350 Chapter 3 Parameter Acceleration start speed and deceleration end speed in cutting feed Setting range : 0 ~ 8000 ( Unit : mm/min ) High speed of each axis machine zero return Setting range:10~60000 ( Unit : mm/min ) Low speed of each axis machine zero return Setting range:10~1000 (...
- Page 351 GSK980MDc Milling CNC System User Manual MOT =1 : Not detect software stroke limit; =0 : Detect software stroke limit. MESP =1 : Emergency stop invalid; =0 : Emergency stop valid. TMANL SMAL ESCD ESCD =1 : S code off at emergency stop; =0 :...
- Page 352 Chapter 3 Parameter HWn=1:Coordinate is increscent when the MPG in ccw; =0:Coordinate is increscent when the MPG in cw. IS1x IS0x RCSx ROSx ROTx RCSn =1 : 4th 5th Cs function is valid(power on); =0 : 4th 5th Cs function is invalid(power on). Note: Only when the rotary axis function is valid (ROT4=1), can the RCS4 be set valid.
- Page 353 GSK980MDc Milling CNC System User Manual =0:Coordinate system not holding on at power down, G54 coordinate system is set after power on. RSCD =1:G54 coordinate system when reset 4; =0:Coordinate system not changed when reset. =1 : Relative coordinate set by G92, G52, G54.1, G54~G59; =0 :...
- Page 354 Chapter 3 Parameter =0 : Plane returning is selected by G99 in continuous drilling =1 : Retraction in Y axis direction of G76, G87 ; =0 : Retraction in X axis direction of G76, G87 ; =1 : Retraction in Y axis direction of G76, G87 ; =0 :...
- Page 355 GSK980MDc Milling CNC System User Manual =0 : Real-time detection for the stability of voltage is performed. EXTIO EXTIO =1: External remote IO is valid; =0: External remote IO is invalid. L2, L1, L0 : Interface language selection: Language Chinese English France Spanish...
- Page 356 Chapter 3 Parameter Define the name of the each axis Setting range:65~67 65-A,66-B,67-C Name of each axis Setting range : 5 ~ 7 parallel of X—5 , parallel of Y—6 , parallel of Z—7 The servo axis No. of output interface for each axis,(power on) Setting range:1~5 Each axis machine coordinate of 1 reference point...
- Page 357 GSK980MDc Milling CNC System User Manual Setting range:0~1023 Interval of each axis screw-pitch error compensation Setting range : 1000 ~ 999999 (Unit:0.001mm) spindle encoder pulses/rev Setting range : 0 ~ 5000 ( unit : p/r ) 0: Not detect spindle encoder in G74, G84 tapping. Transmission ratio of encoder and - spindle gear teeth Transmission ratio of encoder and - encoder gear teeth Setting range:1 ~...
- Page 358 Chapter 3 Parameter Spindle motor speed when gear 1 is shifted to gear 2 (12 bits code value) in gearing type M Spindle motor speed when gear 2 is shifted to gear 3 (12 bits code value) in gearing type M Spindle motor speed when gear 3 is shifted to gear 4 (12 bits code value) in gearing type M Setting range:0~4095...
- Page 359 GSK980MDc Milling CNC System User Manual Max. spindle speed fluctuation allowed by system Setting range : 50 ~ 1000 ( unit: r/min ) G76,G87 Spindle orientation M code selection Setting range:13~100 Max. permissible angle error when the angle between two lines of radius compensation is 0 °or 180°.
- Page 360 Chapter 3 Parameter Cutting initial point of G83 high deep hole drilling cycle Setting range : 0 ~ 32767000 (Unit:0.001mm), G110,G111,G134,G135 Lead of helical tool infeed Setting range : 0 ~ 999999 ( unit 0.001mm ) If setting value is less than 10, helical feeding is invalid for rough milling command G110, G111, G134, G135, and it feeds by linear type.
- Page 361 GSK980MDc Milling CNC System User Manual Multiplier coefficient of rigid taping spindle command(gear 1(rpm)) Multiplier coefficient of rigid taping spindle command(gear 2(rpm)) Multiplier coefficient of rigid taping spindle command(gear 3(rpm)) Multiplier coefficient of rigid taping spindle command(gear 41(rpm)) Setting range: 1~32767 Division coefficient of rigid taping spindle command(gear 1(rpm) Division coefficient of rigid taping...
-
Page 362: Parameter Description (By Function Sequence)
Chapter 3 Parameter [Example] When data parameters №6044=2000, №6045=300, №6046=100 are set, M2000 → O300 M2001 → O301 M2002 → O302 M2099 → O399 Specify the subprogram call of the above listed 100 groups. Note 1. If the system satisfies the following conditions, the calls based on this setting are invalid. The value exceed the data scope is set in parameter ①... - Page 363 GSK980MDc Milling CNC System User Manual Setting range : 1 ~ 32767 CMDx : each axis frequency division coefficient Setting range : 1 ~ 32767 SPFD THDA VAL5 VAL4 VALZ VALY VALX SPFD =1 : Cutting feed stops if spindle stops; =0 :...
-
Page 364: Acceleration & Deceleration Control
Chapter 3 Parameter Setting range : 5 ~ 7 parallel of X—5 , parallel of Y—6 , parallel of Z—7 The servo axis No. of output interface for each axis,(power on) Setting range:1~5 3.2.2 Acceleration & Deceleration Control Each axis max. rapid traverse speed Setting range:IS-C:10~24000,thereinto 5th:10~6000(Unit :... -
Page 365: Machine Protection
GSK980MDc Milling CNC System User Manual HPF =1:When speed of handwheel exceeds the max.speed set in Para 43#, the exceeded handwheel pulses are not neglected; =0:When speed of handwheel exceeds the max.speed set in Para 43#, the exceeded handwheel pulses are neglected. HWn=1:Coordinate is increscent when the MPG in CCW;... - Page 366 Chapter 3 Parameter SAR =1 : Detect spindle SAR signal prior to cutting; =0 : Not detect spindle SAR signal prior to cutting. THDA =1 : Thread machining adopts exponential acceleration and deceleration; =0 : Thread machining adopts linear acceleration and deceleration. VAL5 =1 :...
- Page 367 GSK980MDc Milling CNC System User Manual Delay time (ms) of strobe pulse signal SF during M gear shift Setting range : 0 ~ 1000 (unit : ms ) spindle encoder pulses/rev Setting range : 0 ~ 5000 ( unit : p/r ) 0: Not detect spindle encoder in G74, G84 tapping. Transmission ratio of encoder and - spindle gear teeth Transmission ratio of encoder and - encoder gear teeth Setting range:1 ~...
-
Page 368: Encoder Tapping
Chapter 3 Parameter 3.2.5 Encoder tapping Threading axes start speed Setting range : 6 ~ 8000 ( Unit : mm/min ) 3.2.6 Rigid tapping RTORI RHD5 RTPCP *** RTCRG RTCRS *** RTORI =1 : M29 is executed, Spindle need to return zero; =0 :... -
Page 369: Tool Function
GSK980MDc Milling CNC System User Manual Setting range: 1~32767 Linear acc.&dec. time constant in rigid tapping tool infeed Setting range : 10 ~ 10000 ( Unit : ms ) Linear acc.&dec. time constant in rigid tapping tool retract Setting range : 0 ~ 4000 ( Unit : ms ) , 5261 setting value is used when it is set to 0. Backlash comp of rigid taping spindle command(gear 1) Backlash comp of rigid taping spindle... -
Page 370: Precision Compensation
Chapter 3 Parameter =1 : Cursor return after executing M30 in Auto mode; M30R =0 : Cursor don't return after executing M30 in Auto mode. L2, L1, L0 : Interface language selection; DISP PROD =1 : Rel.coord. don't with comp PROD =0 :... -
Page 371: Machine Zero Return
GSK980MDc Milling CNC System User Manual 3.2.11 Machine Zero Return =1 : Deceleration signal (DECn)and one-rotation signal (PCn) of each axis are in parallel connection(a proximity switch taken as both deceleration signal and zero signal) during machine zero return; =0 : Deceleration signal (DECn) and one-rotation signal (PCn) of each axis are connected independently (independent deceleration signal and zero signal are required) during machine zero return. -
Page 372: Rotary Axis Function
Chapter 3 Parameter Each axis machine coordinate of 1 reference point Each axis machine coordinate of 2 reference point Each axis machine coordinate of 3 reference point Each axis machine coordinate of 4 reference point Setting range:-99999999~99999999 (0.001mm) Each axis machine zero offset Setting range :... -
Page 373: Plc Axis Control
GSK980MDc Milling CNC System User Manual 3.2.14 PLC axis control PRPD =1:PLC axis control is valid; =0:PLC axis control is invalid. PRPD =1:PLC axis rapidly uses input value; =0 : PLC axis rapidly uses input parameter. Setting the PLC control axis DI/DO channel 1~4 of each axis Setting range :... -
Page 374: Chapter 4 Machine Debugging
Chapter 4 Machine Debugging CHAPTER 4 MACHINE DEBUGGING The trial run methods and steps at initial power on for this GSK980MDc are described in this chapter. The corresponding operation can be performed after the debugging by the following steps. 4.1 Emergency Stop and Stroke Limit This GSK980MDc system has software limit function, it is suggested that the stroke limit switches are fixed in the positive or negative axes for hardware limit. -
Page 375: Servo Spindle
GSK980MDc Milling CNC System User Manual α : Pulse volume, motor rotation angle for a pulse L: Lead (mm) δ: Min. input command unit of CNC (0.001 mm or 0.0001mm) ZM: Gear teeth of lead screw ZD: Gear teeth of motor If the electronic gear ratio numerator is greater than the denominator, the allowed CNC max. -
Page 376: Acceleration&Deceleration Characteristic Adjustment
Chapter 4 Machine Debugging α δ × × CMR: command multiplier coefficient of the spindle CMD: command frequency division coefficient of the spindle α :Pulse volume, motor rotation angle for a pulse δ: Min. input command unit of CNC (output angle corresponding to a pulse), (0.001°, 0.01°, 0.0001°) This value corresponds to the travel amount of a revolution of the spindle (related parameters 5216 δ=360 /1000=0.360 or 1260). -
Page 377: Machine Zero Adjustment
GSK980MDc Milling CNC System User Manual Data parameter№5261:Linear acceleration/deceleration time constant in rigid tapping tool infeed; Data parameter№5271:Linear acceleration/deceleration time constant in rigid tapping tool retraction; Data parameter№5211:Override value in rigid tapping tool retract; Data parameter№025:Feedrate of DRY run; SMZ of bit parameter №007: for validity of smoothing transition between blocks The larger the acceleration &... - Page 378 Chapter 4 Machine Debugging direction applied: (DEC5~DECX)of the bit parameter №004: valid level of deceleration signal as machine zero return (ZM5~ZMX) of the bit parameter №006: return and initial backlash direction of X, Y, Z,4th, 5th axes machine zeroes at deceleration. (ZC4~ZCX) of the bit parameter №007: it is able to set whether an approach switch taken as both deceleration and zero signals when X, Y, Z, 4th axes return to machine zero point.
-
Page 379: Spindle Adjustment
GSK980MDc Milling CNC System User Manual Fig. 4-3 4.6 Spindle Adjustment 4.6.1 Spindle Encoder Encoder with the linear number 100 p/r ~5000p/r is needed to be installed on the machine for threading. The linear number is set by data parameter No. 3720. The transmission ratio(spindle gear teeth/encoder gear teeth) between encoder and spindle is 1/255~255. -
Page 380: Backlash Offset
Chapter 4 Machine Debugging the defaulted gear is 1 for spindle. Basic parameters needed to be adjusted for inverter (refer to the relevant inverter manual for specific adjustment): CCW or CW command mode is selected by frenauency. If the speed by programming is not consistent with that detected by the encoder, it can be adjusted to be consistent with the actual one by adjusting the data parameter №3741~... -
Page 381: Step/Mpg Adjustment
GSK980MDc Milling CNC System User Manual Data A :dial-indicator data at point A Data B :dial-indicator data at point B Note 1: The backlash offset mode and offset frequency can be set by BDEC and BD8 of bit parameter №011. Note 2: Check the machine backlash at regular intervals according to specific conditions to ensure machine precision. -
Page 382: Chapter 5 Diagnosis Message
Chapter 5 Diagnosis Message CHAPTER 5 DIAGNOSIS MESSAGE 5.1 CNC Diagnosis This diagnosis section is used to check the CNC interface signals and internal running state and it can not be modified. 5.1.1 Signal Diagnosis from Machine to CNC DEC5 DEC4 DECZ DECY... -
Page 383: Mdi Panel Keys Diagnosis
GSK980MDc Milling CNC System User Manual Secondary spindle analog voltage output 5.1.3 MDI Panel Keys Diagnosis DGN.016~DGN.022 are the diagnosis messages of MDI keypad keys. When pressing a key in the operation panel, the corresponding bit displays “1”, and“0”after releasing this key. If it displays reversely, it means there is a fault in the keypad circuit. -
Page 384: Plc State
Chapter 5 Diagnosis Message As power off,5th start position of executing segment When the power off, G mode of group 01 ( G00~G03,G73~G139 ) When the power off, G mode of group 02(G17 ~ G19) When the power off, G mode of group 03(G90, G91) When the power off, G mode of group 05(G94, G95) When the power off, G mode of group 06(G20, G21) When the power off, G mode of group 07(G40 ~... -
Page 385: Y Address (Fixed Addresses)
GSK980MDc Milling CNC System User Manual ESP:Emergency stop signal DECX:Deceleration signal of X axis X0001 DECZ X0002 DEC5 DEC4 DECY X0003 SKIP SKIP:Skip signal DECY~DEC5:Deceleration signal of (Y, Z, 4th, 5th) axis Corresponding machine panel keys to X fixed address, refer to the addenda: 5.2.2 Y Address (Fixed Addresses) Corresponding machine panel and state indicator to Y fixed address, refer to the addenda: 5.3 PLC Data... -
Page 386: Chapter 6 Screw-Pitch Compensation
Chapter 6 Screw-Pitch Compensation CHAPTER 6 SCREW-PITCH COMPENSATION 6.1 Screw-Pitch Compensation PCOMP PCOMP =1: Screw-pitch error compensation valid; =0: Screw-pitch error compensation invalid. 6.2 Screw-Pitch Error Origin A position No. which the screw-pitch error compensation starts from in the compensation list, which is determined from the machine zero, is called screw-pitch error compensation origin (compensation original point). -
Page 387: Examples Of Offset Parameters Setting
GSK980MDc Milling CNC System User Manual 6.6 Examples of Offset Parameters Setting parameter №3 620(screw-pitch error origin point)=0, Data parameter №3624(screw-pitch offset ① interval)=0, Parameter №3621(min. position number of each axis for pitch error compensation )=0, parameter№3622(max. position number of each axis for pitch error compensation)=199 When the screw-pitch error origin is set to 0: The offset value for the 1 section is set in screw-pitch compensation parameter list №0001, the offset value for the 2... - Page 388 Chapter 6 Screw-Pitch Compensation ②Data parameter№3620 ( screw-pitch error origin ) =60 , №03624 ( compensation interval ) =10.000 Parameter №3621(min. position number of each axis for pitch error compensation )=0, parameter№3622(max. position number of each axis for pitch error compensation)=199 When the screw-pitch error origin is set to 60: For the positive moving, the compensation value for the section is set by the position №0061 in the compensation table.
- Page 389 GSK980MDc Milling CNC System User Manual Actually the machine moves from -30.000 point to the point of +10.000, the screw-pitch compensation is: (-7)+(-7)+(+6)+(+4)=(-4) ③Data parameter №3620 ( screw-pitch error origin ) =255 , №3624 ( compensation interval ) =10000 Parameter №3621(min. position number of each axis for pitch error compensation )=0, parameter№3622(max.
- Page 390 Chapter 6 Screw-Pitch Compensation ④ Pitch error compensation of rotary axis When the additional axis is linear or rotary (B type), the pitch error compensation mode is the same as the linear axis. The following example explains the pitch error compensation function when the additional axis is taken as the rotary axis (A type).
- Page 391 GSK980MDc Milling CNC System User Manual...
- Page 392 Appendix Appendix...
- Page 393 GSK980MDc Milling CNC System User Manual...
-
Page 394: Appendix 1 Outline Dimension Of Gsk980Mdc
Appendix Appendix 1 Outline Dimension of GSK980MDc... -
Page 395: Appendix 2 Outline Dimension Of Gsk980Mdc-V
GSK980MDc Milling CNC System User Manual Appendix 2 Outline Dimension of GSK980MDc-V 电源 +24V ENCODER COM PORT -12V 通 编 +12V 手 信 码 脉 器 CN51 CN21 CN31 AXIS Z AXIS Y AXIS X AXIS 4 第 轴 轴 轴... -
Page 396: Appendix 4 Dimensions For Additional Panel Ap02
Appendix Appendix 4 Dimensions for Additional Panel AP02 AP02 applies to GSK980MDc, whose figures and dimensions are as follows: , Reserved MPG installation hole , Reserved button hole , Reserved button hole Appendix 5 Dimensions for Additional Panel AP03 AP03 applies to GSK980MDc-V, whose figures and dimensions are as follows:... -
Page 397: Appendix 6 Diagram Of I/O Deconcentrator
GSK980MDc Milling CNC System User Manual Appendix 6 Diagram of I/O deconcentrator 6.1 MCT01B ① The enlarged diagram is as follows: (The part with dotted line is invalid) ② The enlarged diagram is as follows: Circuit diagram is as follows:... -
Page 398: Mct01B-1
Appendix 6.2 MCT01B-1 J2(-- 〉 CN15 J1(-- 〉 CN1 J3(-- 〉 CN21 Circuit diagram is as follows:... -
Page 399: Mct05
GSK980MDc Milling CNC System User Manual 6.3 MCT05 MCT05 consists of MCT01B and MCT01B-1 J2(-- 〉 CN15 J1(-- 〉 CN1 J3(-- 〉 CN21... -
Page 400: Appendix 7 Explanations Of Rigid Tapping
Appendix Appendix 7 Explanations of Rigid tapping 7.1 Definition of Spindle Signal Line 7.1.1 CNC connected with spindle servo drive unit directly When iGSK980MDc has spindle rigid tapping function and it directly connected with spindle servo drive unit. The wiring diagram is as follows:... - Page 401 GSK980MDc Milling CNC System User Manual Cable name Signal line of the spindle Cable number ***-00-785A CNC spindle rigid tapping(including speed, position, and speed/position control), with Applicable Cable usage DAP03 series servo spindles products connected Wiring diagram: DAP03,DAY series spindle servo drive SRV(Y5.2) SFR(Y5.3)
- Page 402 Appendix Cable name Signal line of the spindle Cable number ***-00-785I CNC spindle rigid tapping(including speed, position, and speed/position Applicable Cable usage control),with GS series economic servo products spindles connected Wiring diagram: GS series economic spindle servo drive SRV(Y5.2) SFR(Y5.3) VP(Y5.0) PSTI TAP(Y5.1)
- Page 403 GSK980MDc Milling CNC System User Manual Cable name Signal line of the spindle Cable number ***-00-785H CNC spindle rigid tapping(including speed, position, and speed/position Applicable Cable usage control),with GS series universal products servo spindles connected Wiring diagram: GS series universal spindle servo SRV(Y5.2) SFR(Y5.3)
-
Page 404: Cnc Connected With Spindle Servo Drive Unit Use Deconcentrator
Appendix 7.1.2 CNC connected with spindle servo drive unit use deconcentrator When iGSK980MDc has spindle rigid tapping function and deconcentrator MCT05 is used in it. The wiring diagram is as follows:... - Page 405 GSK980MDc Milling CNC System User Manual Cable name Signal line of the spindle Cable number ***-00-785B CNC spindle rigid tapping(including speed, position, and speed/position Applicable Cable usage control),with deconcentrator products connected Wiring diagram: MCT05 SRV(Y5.2) SFR(Y5.3) VP(Y5.0) TAP(Y5.1) COM- +24V COM+ ALM5 VPO(X5.0)
-
Page 406: Setting Of Spindle Electronic Gear Ratio
Appendix 7.2 Setting of Spindle Electronic Gear Ratio Calculation formula of CNC: δ × α α δ × × CMR: Multiplier coefficient of spindle command CMD: Frequency division coefficient of spindle command α : Pulse volume, motor rotation angle for a pulse δ: Min. -
Page 407: Related Parameter Setting
GSK980MDc Milling CNC System User Manual (If the incremental system of the 5 axis is 0.0001°, the recommended value of this parameter is 10000), δ ° namely, 1000 × 1024 × × 1000 Therefore, data parameter 5221 is set to 512, and 5231 is set to 125. 7.3 Related Parameter Setting The parameters relating to rigid tapping is as follows: Data... -
Page 408: Appendix 8 Alarm Message
Appendix Set the value according to the 1000(1u),10000 The travel amount of a revolution of 5216 wire number feedback (0.1u) the spindle encoder of spindle servo drive Adjustments of the spindle servo drive (take DAP03 for example) are as follows: Data Recommended Significance... - Page 409 GSK980MDc Milling CNC System User Manual Alarm No., Alarm Message TYPE 016,0 Tool offset number is out of range(0~32) 017,0 Tool number isn't in the range specified (between No.5025 and No.5026 data parameter) 018,0 Data commanded in G02 or G03 can't build an correct arc(or error in NO.3410 data parameter) 019,0 Tool group number excesses its range (1~32)
- Page 410 Appendix Alarm No., Alarm Message TYPE 096,0 Nesting fold number of subprogram has exceeded 4 097,0 The main program is called. 099,0 Macro cannot be called ,or M98 and M99 cannot be commanded in offset 100,0 Skip(GOTO,DO,END) disabled in TNR offset 101,0 The format of macro is wrong.
- Page 411 GSK980MDc Milling CNC System User Manual Alarm No., Alarm Message TYPE valid 156,0 Rotation angle is out of range(-360°~360°) 157,0 Result of calculation is above the Max. amount 158,0 Scale rate can’t be 0 159,0 When scale, or rotation function is valid, G50.1, G51.1 can’t be defined. 160,0 G17 must be defined when rotation function will be founded in fixed cycle mode 161,0...
- Page 412 Appendix Alarm No., Alarm Message TYPE 213,0 U value is less than tool radius 214,0 I, J is too small or K is too big, this resule in overcut. 215,0 no J or no rectangle for end and start points coincide 216,0 no drill (G73~G89) for G140~G143 continuous drilling 217,0...
- Page 413 GSK980MDc Milling CNC System User Manual Alarm No., Alarm Message TYPE 263,0 tool offset buffer overflow for too many non-move commands 264,0 Cutter compensation C can’t be canceled in G02 or G03 mode 271,0 corner length is too long or too short 272,0 Chamfering plane error 273,0...
- Page 414 Appendix Alarm No., Alarm Message TYPE 2050,0 Parameter files open fail. Use factory parameters. 2051,0 Parameter load error. Use factory parameters. 2052,0 Data check error. Reset area. Operate after zero return. 2053,0 Data check error, value reset, and operate after zero return. 2054,0 The modify parameter modify active by repowering 2055,0...
- Page 415 GSK980MDc Milling CNC System User Manual Alarm No., Alarm Message TYPE 3016,0 The X axis is overtravel in negative direction(controlled by software) 3017,0 The Y axis is overtravel in negative direction(controlled by software) 3018,0 The Z axis is overtravel in negative direction(controlled by software) 3019,0 The 4th axis is overtravel in negative direction(controlled by software) 3020,0...
-
Page 416: Appendix 9 Gsk980Mdc&Gsk980Mda Panel Address Differences
Appendix Alarm No., Alarm Message TYPE power on) 3570,0 Resume data error. Value reset. Must be operating after zero return succeeds. 4000,1 The time to save data in the NVRAM is too short in the lately power off. 2900,0 Load system configure file is error; please make sure the cnc.cfg file exist! 2901,0 Load parameter configure file is error;... - Page 417 GSK980MDc Milling CNC System User Manual GSK980MDa GSK980MDa-V GSK980MDc GSK980MDc-V X19.2 Y18.3 X20.0 Y21.7 X19.4 Y19.7 X19.5 Y19.6 X19.6 Y19.5 X19.7 Y21.5 X23.0 Y20.0 X22.7 Y21.0 X20.2 Y19.3 X21.2 X20.1 Y21.6 X25.6 X20.4 X21.0 Y21.4 X20.3 Y19.4 X21.1 X20.5 Y19.2 X20.7 X20.6 Y18.1...
- Page 418 Appendix GSK980MDa GSK980MDa-V GSK980MDc GSK980MDc-V X18.3 Y23.4 X18.4 Y23.3 X18.5 Y23.2 X19.3 Y18.2 × X23.5 × Y22.3 × X23.1 × × Y22.0 × × X23.3 × × × Y24.0 × × X23.2 × × Y22.1 × X21.4 Y23.0 X21.6 Y20.7 X22.0 ×...
- Page 419 GSK980MDc Milling CNC System User Manual GSK980MDa GSK980MDa-V GSK980MDc GSK980MDc-V OVERRIDE X22.3 Y20.4 × X23.4 × Y22.2 X22.6 Y20.1 × × Y24.2 × × Y24.1 × × Y24.3 × × × X26.0 × × × Y26.0 × × × X26.1 ×...
-
Page 420: Appendix 10 Analog Spindle Function
Appendix Appendix 10 Analog Spindle Function The spindle is classified into mechanical spindle and analog spindle, according to the way how CNC control the spindle. To mechanical spindle, CNC controls its speed by inputting the switch values which are changed from S codes, into the spindle; to analog spindle, CNC changes S codes into analog values which are inputted to the spindle to control the speed.CNC informs the PLC of the current spindle control mode by issuing SIMSPL signal. -
Page 421: Dual Analog Spindle Control
GSK980MDc Milling CNC System User Manual When T type changes a shift, you can set the dual analog spindle as well. No matter M type mode or T type mode all decided by bit parameter GTT. GTT: select spindle gear shift mode 0: T type 1: M type 10.1.1 Dual Analog Spindle Control... - Page 422 Appendix When spindle select signal and the 1 spindle or the 2 spindle SIND signal both set to “1”, SIND signal decides which to control the spindle, PLC or CNC. Frame multi-spindle control type B: Flow chart of dual analog spindle A type control (T type gear shift)
- Page 423 GSK980MDc Milling CNC System User Manual Note: When multi-spindle A type function is chosen, the functions in the dotted line boxes are invalid for the 2 spindle. Flow chart of dual analog spindle B type control (T type gear shift)
-
Page 424: Single Analog Spindle Control
Appendix Single Analog Spindle Control 10.1.2 The following block diagram shows the method of single analog spindle control: Single analog spindle control shows as following flow chart :( T type gear shift type gear shift) 10.2 T Type gear shift ●S code/SF signal output:... - Page 425 GSK980MDc Milling CNC System User Manual The control function of analog spindle in CNC turns S instruction values into binary coding and then outputs them to PLC(F22~F25),SF not outputted. ●Gear shift method: The maximum speed of the spindle corresponding to each gear-stage in the 1 spindle is decided by CNC data parameter.
- Page 426 Appendix × 1000 G28.1=1, G28.2=0, at gear-2: × 2000 G28.1=0, G28.2=1, at gear-3: × 4000 G28.1=1, G28.2=1, at gear-4: × 5000 Output voltage value: ●S 12-bit code(R12O~R01O,F36~F37) (R12O2~R01O2,F236~F237) output: Through the gear shift treatment, NC computes the spindle speed for every gear stage, that is, S 12-bit code signal R12O~R01O(0~4095),R12O2~R01O2(0~4095)outputs to spindle frequency converter and PLC.
-
Page 427: M Type Gear Shift
GSK980MDc Milling CNC System User Manual output adjusted spindle speed output value, in the form of analog voltage, via analog spindle interface circuit, to spindle frequency converter. 10.3 M Type Gear Shift This gear shift pattern is valid only in single analog spindle. To choose M type gear shift, according to data parameter set value and S instruction value, CNC makes decision... - Page 428 Appendix Constant Vmin:spindle motor minimum restraint speed (S12-bit code value), that is data parameter NO.3735 Spindle speed A: Maximum speed when instruction voltage is10V, that is, data parameter NO.3741 Spindle speed B: Maximum speed when instruction voltage is10V, that is, data parameter NO.3742 Spindle speed C: Maximum speed when instruction voltage is10V, that is, data parameter NO.3743...
-
Page 429: Plc Control Of Spindle Output
GSK980MDc Milling CNC System User Manual When executing S code, sequence chart related as follows: Do not switch the gear select signal: In this case, do not output SF signal, and when new value spindle speed instruction outputted, it will automatically transfer to implement the next block. -
Page 430: Spindle Orientation Function
Appendix S instruction has appointed. ● Signal Address: SIND SIND2 S 12-bit code input signal R01I~R12I(G32.0~G33.3) spindle S 12-bit code input signal R01I2~R12I2(G34.0~G35.3) ●Signal Type: PLC→NC ●Signal Function: PLC issues speed instruction value that inputs spindle motor. Spindle motor speed is appointed in the form of binary code value from 0 to 4095. -
Page 431: Explanations Of Some Signals
GSK980MDc Milling CNC System User Manual 10.6 Explanations of some signals Spindle stop signal*SSTP (G29.6), Spindles stop signal*SSTP1 (G27.3),*SSTP2 (G27.4) ●Signal Type: PLC→NC ●Signal Function: Break off the output of spindle speed instruction. The signal sets S instructions in NC to 0, showing as the sequence chart below: ●Note: When spindle stop signal*SSTP is 0, output voltage turns to 0. - Page 432 Appendix ●Note: instruction setting non-zero speed output to spindle, NC turns F1.4 to 1; when speed instruction is 0, then the ENB signal is set 0. In analog spindle, spindle motor will rotate in a low speed in spite of NC outputs instruction 0 to the spindle (namely, analog voltage is 0V), because the frequency converter has a drift voltage.
- Page 433 GSK980MDc Milling CNC System User Manual ●Signal Type: PLC→NC ●Signal Function: when the PLC makes G29.4 set to 1, passes to NC, to notify the NC, the NC can start cutting feed. When G29.4 is 0, cutting feed is not started. ●Note: Generally, this signal is used to notify the CNC that spindle has arrived to the appointed speed.
-
Page 434: Encoder Tapping
Appendix 10.7 Encoder Tapping Rigid tapping means that in the ordinary tapping canned cycle, CNC makes the tapping axis and spindle move synchronously. In rigid tapping, CNC needs to detect spindle rotation direction signal to make assure the feed direction and the course of working. Implementation: spindle rotation →Z axis feed tapping →issue M05 stop instruction to spindle →spindle completely still →reverse instruction →Z axis retreats cutter to the start→... - Page 435 GSK980MDc Milling CNC System User Manual SOV27 SOV26 SOV25 SOV24 ENB2 *SSTP GR22 GR21 R08I2 R07I2 R06I2 R05I2 R04I2 R03I2 R02I2 R01I2 SIND2 R12I2 R11I2 R10I2 R09I2 F236 R01O2 R08O2 R07O2 R06O2 R05O2 R04O2 R03O2 R02O2 F237 R12O2 R11O2 R10O2 R09O2 F202 AR72...
-
Page 436: Definition Of Analog Spindle Signal Line
Appendix AR15 AR14 AR13 AR12 AR11 AR10 10.9 Definition of Analog Spindle Signal Line Cable name Signal line of the spindle Cable number ***-00-785C Cable usage connected with frequency Applicable converter products Wiring diagram: Cable name Signal line of the spindle Cable number ***-00-785D CNC spindle speed control, with DAP03, or... - Page 437 GSK980MDc Milling CNC System User Manual Cable name Signal line of the spindle Cable number ***-00-785G CNC spindle speed control, with GS Applicable Cable usage series economic servo spindle products connected Wiring diagram: GS series economic spindle servo SRV(Y5.2) SFR(Y5.3) COM- ALM- +24V...
-
Page 438: Appendix 11 Explanations For Standard Ladder Function
Appendix Appendix 11 Explanations for Standard Ladder Function 11.1 Address Definition Symbo Description Note CN61 address detect Cutter back to 0 in X0.0 TDEC BT40 pot/turret position X0.1 External feed hold signal X0.2 TPCH Cylinder pressure test BT40 pot /turret X0.3 DECX Signal of X-axis deceleration... - Page 439 GSK980MDc Milling CNC System User Manual deceleration External toolpot back to zero X2.6 TZIN BT40 pot/turret input signal X2.7 LTXN X positive limit(LT-) X3.0 LTXP X positive limit(LT+) X3.1 LTYN Y positive limit(LT-) X3.2 LTYP Y positive limit(LT+) External toolcase horizontal BT40pot/turret X3.3 TBKI...
- Page 440 Appendix Y2.1 Disk-tools tool changer arm THOT BT40 pot output motor Y2.2 CLPY Tri-colour indicator-yellow Y2.3 CLPG Tri-colour indicator -green Y2.4 CLPR Tri-colour indicator -red Y2.5 Total air valve in turret tool Turret-to TPOU magazine output Y2.6 Y2.7 ALTO Turning output signal Y3.0 STAO Spindle directed output signal...
-
Page 441: Function Configuration
GSK980MDc Milling CNC System User Manual CN15 Symob Description Note Address X5.0 Spindle speed/position statement output signal X5.1 Spindle speed arrival signal X5.2 Spindle orientation COIN accomplishment signal X5.3 SPAL Spindle alarm input signal fixed address Y5.0 Spindle speed/position switch signal Y5.1 Rigid tapping signal... - Page 442 Appendix X21.5 Machine panel spindle stop key SPAL Spindle alarm signal CN15.4 X5.3 CN62.4 Y0.3 Spindle rotates CCW signal CN15.22 Y5.2 CN62.5 Y0.4 Spindle rotates CW signal CN15.23 Y5.3 SSTP CN62.6 Y0.5 Spindle stop signal Output SPZD CN62.8 Y0.7 Spindle brake signal signal SRV2 The 2...
-
Page 443: The 2Nd Spindle Rotation Control
GSK980MDc Milling CNC System User Manual holding time. Control logic SSTP output is valid after the CNC power on. M03 or M04 is executed when SSTP output is valid. When SFR or SRV output is valid and held on, SSTP output is stopped at the same time. M05 is executed when SFR or SRV is valid. - Page 444 Appendix DT0021 Duration of the implement of M code DT0022 The delay time for the spindle from stop to brake output DT0023 Spindle braking output time K0013 =0: Multi-spindle function is invalid =1: Multi-spindle function is valid Description for multi-spindles function S code appoints the speed of the spindle, and if the corresponding signal for a spindle does not pass through, then, the spindle will continue rotating at the former speed.
-
Page 445: Spindle Auto Gear Shift
GSK980MDc Milling CNC System User Manual 11.2.3 Spindle auto gear shift Related signals Signal Signal Significance Pin-out type symbol Status diagnose ASP1 Gear-1 spindle in position signal CN61.7 X0.6 input ASP2 Gear-2 spindle in position signal CN61.8 X0.7 signal ASP3 Gear-3 spindle in position signal CN61.9 X1.0... -
Page 446: Spindle Switching Volume Control
Appendix DT34 Delay time after spindle auto gear shift in position DT35 Check time of the auto gear shift DT33: The initialization for 5 seconds, users can set the parameter to adjust it. but don’t set too short time to cause the spindle damage due to little time for spindle switching in to lower gear stage; too long times means Timeliness is relatively low and processing efficiency affected. - Page 447 GSK980MDc Milling CNC System User Manual Signal Symbol Significance Pin-out C NC Type State Diagnosis GEAR1 Spindle mechanical gear signal 1 CN62.9 Y1.0 Output GEAR 2 Spindle mechanical gear signal 2 CN62.10 Y1.1 signal GEAR 3 Spindle mechanical gear signal 3 CN62.11 Y1.2 GEAR 4 CN62.12 Y1.3...
-
Page 448: Cycle Start And Feed Hold
Appendix 11.2.5 Cycle Start and Feed Hold Related signal Signal Type Symbol Significance Pin-out State Diagnosis External cycle start signal CN61.13 X1.4 External feed hold signal CN61.2 X0.1 Cycle start key signal X23.0 Input signal Feed hold key signal X22.7 OUT key cycle start signal of F197.1 MDI mode... -
Page 449: Lubrication Control
GSK980MDc Milling CNC System User Manual =0: In reset, spindle, coolant and lubrication output signal are stopped by the CNC Function description COOL output is invalid after the CNC power on. COOL output is valid when M08 command is executed and the coolant is on. -
Page 450: Block Skip
Appendix output, and it is cancelled after a setting time by the PLC data DT0018. If the DT0018 setting time is not yet up, M33 is executed to cancel the lubrication output. 2. Automatic lubrication After the CNC system power on, it is lubricating for a time set by DT0017, then the lubrication output stops. -
Page 451: Auxiliary Lock
GSK980MDc Milling CNC System User Manual 11.2.10 Auxiliary Lock Related signal Signal Symbol Significance Pin-out C NC type State Diagnosis Input Auxiliary lock on the machine panel X19.1 signal Output Auxiliary lock indicator on the Y18.4 signal machine panel Function description Auxiliary lock is valid in Auto, MDI or DNC mode. -
Page 452: Optional Stop
Appendix 11.2.13 Optional Stop Related signal Signal type Symbol Significance Pin-out C NC State Diagnosis Optional key on the machine X20.0 Input signal panel Command input Optional command F9.6 Optional indicator on the Y21.7 Output signal machine panel Function description In Auto, MDI and DNC mode, press key to light up the indicator of optional stop key, and enter the optional stop state. -
Page 453: Tri-Colour Indicator
GSK980MDc Milling CNC System User Manual 0: not check eternal overtravel signal to X, Y, Z axis. Note: when there is eternal overtravel alarm, change the work mode into manual Or MPG mode, move the alarming axis in another direction until the overtravel signal overturned, finally press the Reset key to release the alarm. -
Page 454: Rigid Tapping
Appendix RESB =1: The functions of reset and the cursor return are valid =0: The functions of reset and the cursor return are invalid Function description When RESB of K10 is set to 1, press reset key (X26.0 in Auto mode, the system reset and the cursor returns to the beginning. -
Page 455: Spindle Exact Stop
GSK980MDc Milling CNC System User Manual 11.2.18 Spindle Exact Stop Related signal Signal Symbol Significance Pin-out type State Diagnosis X25.7 Exact stop key on the panel Input COIN Completion signal of the spindle CN15.8 X5.2 signal positioning STAO Start signal of the spindle positioning CN62.37 Y3.0 Output Y21.3... -
Page 456: Safe Gate Function
=0: Open the safe gate in the running and shut spindle and cooling. Function description 980MDc standard ladder diagram offers safe gate function. And if safe gate parameter K14.0 setting is active, open the safe gate, the CNC will remind that: safe gate is not closed yet;... -
Page 457: Spindle Releasing/Clamping Tool
GSK980MDc Milling CNC System User Manual K14.2. When shutting the spindle and cooling is set, then close the safe gate then restart the CNC, which will run as the former state; if shutting the spindle and cooling is not set, then close the safe gate then restart the CNC, open the spindle and cooling. - Page 458 Appendix TDEC CN61.1 X0.0 back to 0 in position detection TPCH CN61.3 X0.2 Cylinder pressure test TCOT Tool post counting CN61.5 X0.4 THCH CN61.7 X0.6 Toolcase horizontally in position TVCH CN61.8 X0.7 Toolcase vertically in position THSP ATC arm of pot tool magazine CN61.9 X1.0 stopping detection...
- Page 459 GSK980MDc Milling CNC System User Manual YDDL =1: Detect whether toolcase is fallen or not when toolpot spinning =0: No detecting whether toolcase is fallen or not when toolpot spinning ELDH =1: spindle releasing/clamping tool function is valid =0: spindle releasing/clamping tool function is invalid HILT1, HILT2 parameter set as follows: BT40tool Turret tool...
- Page 460 Appendix C23: auto tool changing counter Pre-tool -chosen function When running the program, inputTinstruction to change tools. Toolpot will search for the target tool case, at meantime the T auxiliary function ends. The program continues to be executed. After calli ng M6the tool change macro program, if the toolpot don’t stops, please wait till it stops before the toolcase operations.
- Page 461 No. 0 is 1.If the data corresponding to the toolpot is not 1, please check machine tools electric is correct or not. 4: there is no key in 980MDc-V panel. If other keys needed to be set, the ladder diagram should be altered. Manual toolpot rotation In 980MDc_V system, in the mode of MPG, STEP or MANUAL, press the tool magazine rotation key, the toolpot will rotate CW a tool location.
- Page 462 Appendix spin. 4: there is no function in 980MDc-V panel. If other keys needed to be set, the ladder diagram should be altered. Auto toolpot rotation In AUTO or MDI mode, input T instruction, and do not beyond the range of data parameter NO5026.
- Page 463 0 or not. If the signal turns out to be 1 that means the ATC arm is in situ and toolcase actions forbidden 3: the tool magazine forward and backward keys in 980MDc-V panel can realize the functions of M65 and M66. To backward and fall down the tool magazine, make sure that toolpot spinning stopped and the ATC is in situ, or the operation cannot be achieved.
- Page 464 ATC arm will strike, causing machine damage by this. There is a machine tool function in 980MDc system configure. That is, the Z axis (spindle) cannot move when the ATC arm is changing tools to avoid the damage of the machine tool. The debug setting method: 1: set K11.0 to 0(interlock function invalid)
- Page 465 GSK980MDc Milling CNC System User Manual N5 IF [#1000EQ1] GOTO 7 //wait for toolpot stopping, spindle orientation accomplished and toolcase falling N6 GOTO 5 //toolpot not stopping yet N7 M68 //the motor of the ATC arm starts for the first time (the ATC arm catches the tool) N8 M54 //the spindle releases the tool...
-
Page 466: Turret Tool Magazine
Appendix X1.7 A2.0 releasing tool is not in position and overtime detection for releasing releasing tool time is too long tool alarm X2.0 A2.1 clamping tool is not in position and overtime detection for clamping clamping tool time is too long tool alarm X1.7 A2.2... - Page 467 GSK980MDc Milling CNC System User Manual signal Pin-out SymboL Description type State Diagnosis TDEC Back to 0 in position detection CN61.1 X0.0 turret TPCH Cylinder pressure test CN61.3 X0.2 turret TCOT Tool post counting CN61.5 X0.4 turret THCH Toolpot backward in position CN61.7 X0.6 turret...
- Page 468 Appendix ELDC =1: MDc Vertical panel releasing/clamping tool key is valid MDc external releasing/clamping tool key is valid HTCY =1: turret tool magazine starts toolpot spinning and do not check the spindle is at the 2 reference point =0: turret tool magazine starts toolpot spinning and check the spindle is at the 2 reference point CCWT =1: Delay detection of toolpot counting reversely...
- Page 469 No. 0 is 1.If the data corresponding to the toolpot is not 1, please check machine tools electric is correct or not. 4: there is no key in 980MDc-V panel. If other keys needed to be set, the ladder diagram should be altered. Auto toolpot rotation...
- Page 470 For details, please see to the operations of the servo spindle. Reference point setting There are two reference points needed to be set in 980MDc turret tool magazine, that is, the 2nd reference point and the 3rd reference point (data parameter No.1241an data parameter N0.1242).
- Page 471 GSK980MDc Milling CNC System User Manual MANUAL mode. During the process the debugging tools should be collocated, because the positions are needed to be relatively exact to avoid possible tool hitting in the next step tool changing. Manipulator boosting and retreating The spindle needs to accomplish the orientation and return to the 2nd reference point, as well as #1100=1 when the tool magazine is boosting or retreating.
- Page 472 Appendix N15 M61 //tool changes completed and update the tool message N16 #1100=0 //clear sign N17 G#501 // recover the value of G9091 Exception Handling Handle the chaos tools in toolpot: When the current toolcase is in the right position for tool falling, then open the switch of the parameter, in the MDI mode, and just input the current toolcase No.
- Page 473 GSK980MDc Milling CNC System User Manual CW/CCW. The toolcase plus/minus 1, T displaying in the CNC interfaces is not changed; 5, when machine is back to 0,press the tool change key in the panel (MDc-v), the toolpot will rotate to Toolcase No.1,and T displaying in the CNC interfaces is not changed;...
Need help?
Do you have a question about the 980MDc and is the answer not in the manual?
Questions and answers
Alarm 1x axis driver not ready Alarm 2 y axis Alarm 3 z axis Alarm 4 emergency stop How can these be fixed
To fix alarms for the X-axis driver not ready, Y-axis, Z-axis, and emergency stop on the GSK980MDc system, follow these steps:
1. Check Emergency Stop (ESP) Alarm:
- Ensure the emergency stop button is not pressed.
- Verify the CNC diagnostic message ESP to monitor the state of the emergency stop input signal.
- If the alarm persists, press the Overtravel Release button and move the axis in the reverse direction.
2. Stroke Limit Switch Check:
- In Manual or MPG mode, slowly move the axes to test the stroke limit switch.
- Confirm the correctness of the alarm display and the validity of the overtravel release button.
- Adjust the stroke limit switches if necessary.
3. Drive Unit Setting:
- Set BIT4 to BIT0 of bit parameter No.009 according to the alarm logic level of the drive unit.
- For the system’s default drive unit, all bits (BIT4–BIT0) of parameter No.009 should be set to 1.
4. Check Connections:
- Ensure the X, Y, and Z-axis drive units are properly connected and powered.
- Inspect wiring and connections for any loose or damaged cables.
5. Restart the System:
- After making adjustments, restart the CNC system and check if the alarms clear.
This procedure should help resolve the alarms related to the X, Y, Z-axis driver not ready and emergency stop.
This answer is automatically generated